
Fターム[4F206JB15]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | 表面材との一体化 (926) | 1面の部分を覆う表面材の一体化 (107)
Fターム[4F206JB15]に分類される特許
21 - 40 / 107
触ることにより絵柄が顕在化する加飾シート
【課題】加飾シートを用いて製品の表面に形成される加飾層の外観を使用している間に変化させ、耐用寿命の間消費者が製品の外観に飽きるのを防止した加飾シートを提供する。
【解決手段】被加飾物に固定可能な加飾層2を基体シート1の表面に有してなる加飾シートであって、該加飾層2は、絵柄層3及び着色層4を有し、該絵柄層3は着色層4と重複し、加飾層の最も外側に配置され、該絵柄層3は皮脂吸収性を有し、加飾層が被加飾物に固定された時は不可視であるが、触ることにより変色して絵柄層の形状に対応した絵柄が顕在化する、加飾シート。
(もっと読む)
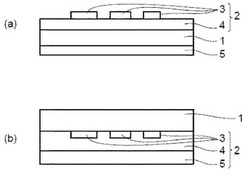
レドームの製造方法

【課題】製造工程を短縮し、且つ不良品の発生率を抑制することで、製造に掛かる手間やコストを抑えることのできるレドームの製造方法を提供すること。
【解決手段】本発明は、車両周囲の障害物を検知するレーダの検知側に設けられるレドーム10の製造方法であって、一面11aに凹部11bを備えた透明部材11を成形する成形工程と、凹部11b内の空間を満たす形状を備え凹部11bの内面に接する接触面Sが光輝性を備えた光輝部材12を凹部11b内に設置する設置工程と、上記一面11aを覆い透明部材11及び光輝部材12を一体的に保持するベース部材16を設置する第2設置工程とを有するという方法を採用する。
(もっと読む)
成形同時加飾用金型
【課題】減圧吸引による加飾シートのキャビティ面への吸着工程において、減圧による空気漏れが発生することなく、加飾シートが適度に引き込まれる金型を得る。
【解決手段】金型間に送り込まれる加飾シート63をA金型2に固定するクランプ装置4を有し、クランプ部材41はバネ44によりシート接触面42が封止面23に向かう方向に付勢されていて、封止面に装着溝24を形成し、装着溝に弾性封止部材25を装着している。シート接触面42に、0.5mm以上0.7mm以下の距離突出する当り部材50を取り付けて、シート接触面と封止面との最接近間隙d54を規制した。さらに、弾性封止部材25は、硬度5°以上60°以下の範囲にあるシリコンゴムの表面にフッ素をコーティングした材料からなる部材である。
(もっと読む)
多色成形樹脂窓部材
【課題】透明窓層と、透明窓層周囲に積層された窓枠層とを有する多色成形樹脂窓部材であって、衝撃に対して脆性破壊を起こし難く、安全性に優れた多色成形樹脂窓部材を提供する。
【解決手段】透明窓部を構成する透明窓層と、透明窓部周囲の少なくとも一部の透明窓層に積層して設けられている窓枠層とを有する多色成形樹脂窓部材であって、透明窓層と窓枠層との密着力が35〜90MPaであり、透明窓層の窓枠層積層部と非積層部との境界部における落錘衝撃試験において、透明窓層が脆性破壊しないことを特徴とする多色成形樹脂窓部材。
(もっと読む)
突板インサート用フィルムの製造方法と突板インサート成形品の製造方法
【課題】インサート成形時に突板が位置ズレしたり、埋没したりせず、又突板表面に吸引痕が残らない突板インサート用フィルムの製造方法と突板インサート成形品の製造方法を提供する。
【解決手段】台座フィルム17の片面に突板4を仮固定する工程、セパレータ19の片面に感圧接着剤層3を設けてなる接着フィルムを突板4に貼着する工程、ハーフカット型にて前記突板4、前記感圧接着剤層3、前記セパレータ19だけ所定の外形パターンに切断する工程、転写が不要な部分は除去せずに残したまま、転写が必要な部分について前記セパレータ19を剥離した後、これを基材フィルム2の片面に露出した前記感圧接着剤層3にて貼着する工程、前記台座フィルム17を、転写が不要な部分とともに、前記基材フィルム2に貼着された前記突板4から剥離する工程、を備えた突板インサート用フィルム。
(もっと読む)
一体化成形品
【課題】三次元形状などの複雑形状が作製可能であり、かつ等方的な力学特性を有し、薄肉、軽量性にも優れる一体化成形品を提供すること。
【解決手段】強化繊維と樹脂を有してなる面状成形体(I)と、第2の成形体とが接合した一体化成形品であり、該面状成形体(I)が少なくとも1つの屈曲部を有しており、かつ該屈曲部で区切られる各面部での曲げ強度が実質的に等方性であり、かつ各面部同士の曲げ強度が実質的に同等である一体化成形品である。
(もっと読む)
インサート成形方法
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
多色成形品、およびその製造方法
【課題】色分けの境界部を定めて高品位な多色成形品を提供し、さらに、そのような高品位な多色成形品を得ることが可能な多色成形品の製造方法を提供する。
【解決手段】多色成形品10の製造方法は、多色成形品の外形形状に合致したキャビティ21を形成する開閉自在な成形型20内に、第1と第2の樹脂材料11、12のそれぞれが含浸自在な多孔質体71を備えるシート部材70を配置し、シート部材を境にしてキャビティを第1と第2のキャビティ部23、24に分ける。次に、第1の樹脂材料を第1のキャビティ部に、第2の樹脂材料を第2のキャビティ部に充填する。そして、第1と第2の樹脂材料のそれぞれをシート部材の多孔質体に含浸させて、多色成形品における色分けの境界部14を形成する。
(もっと読む)
樹脂成形部品の成形方法および装置
【課題】主に、成形された樹脂成形部品における、表皮材の位置ズレや製品不良などを防止し得るようにする。
【解決手段】予備成形された表皮材21を、表皮受台24に載置し、表皮受台24に載置された表皮材21を、移載装置27を用いて樹脂成形金型26へ移載すると共に、表皮材21を樹脂成形金型26へセットし、表皮材21がセットされた樹脂成形金型26へ樹脂原料を注入することにより、表皮材21が樹脂部品本体25に一体化された樹脂成形部品23のインサート成形を行う樹脂成形部品23の成形方法であって、表皮材21に設けた位置決め用耳部51を、表皮受台24に設けた位置決め用耳保持部52に位置決め保持させることにより、表皮受台24に対して表皮材21を位置決めし、表皮受台24に位置決めされた表皮材21に対して、耳部切断装置53で位置決め用耳部51を切断した後、位置決め用耳部51が切断された表皮材21を、移載装置27で樹脂成形金型26へ移載するようにしている。
(もっと読む)
装飾成形品の製造方法および装飾成形品
【課題】製造工数や部品点数が少なく製造コストを低減できる装飾成形品の製造方法の提供。また、製法上のデザイン制約が起き難い装飾成形品の製造方法の提供。
【解決手段】表側成形体12と裏側成形体13との間で一体成形にて挟持した加飾フィルム14によって加飾するため、製造工数及び部品点数を少なくすることができる。そして、表側成形体12を形成した後の工程数が少ないため、表側成形体12を傷付け難くすることができ、高歩留りの生産を実現することができる。また、加飾フィルム14を固着して加飾するため、製法上のデザイン制約を起き難くすることができる。
(もっと読む)
インサート金具及びその製造方法
【課題】 係合溝と係合突起部とを独立して形成することにより、所望の回り止め機能と抜け止め機能とを正確に設定し得るインサート金具の提供。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の外周にその他端部からに鍔部12側に延びる係合溝13…13を筒軸本体11の中心軸と平行でかつ所定角度おいて複数本形成する一方、各係合溝13…13により区切られた筒軸本体11の各区切外周部14…14における鍔部側に半径方向外方に向かって突出する係止突起部15…15をそれぞれ設けた。
(もっと読む)
加飾シート
【課題】加飾成型品にマット感(低艶感)が豊かな高級感を有する優れた意匠性を付与しうる、加飾成形品に好適な加飾シートを提供する。
【解決手段】ポリエステルフィルムからなる基材フィルムの表面に、少なくとも離型層と剥離層とが順に積層してなり、該離型層は低艶離型層と高艶離型層とからなり、下記の剥離強度測定方法による該低艶離型層と該剥離層との剥離強度が1N/25mm以上であり、該高艶離型層と該剥離層との剥離強度が1N/25mm未満であることを特徴とする加飾シートである。
剥離強度測定方法:
テンシロン引張試験機を用いて、25℃の温度条件下で100mm/min、剥離方向90°で剥がした際の剥離強度を測定する。
(もっと読む)
複合物品を製造するための方法および装置
金属または他の材料および射出成形合成プラスチックの複合構造体を製造するための装置が開示される。装置は3つの部品(12、14、16)を備え、これらの部品は、前記部品が離間される開放位置と部品が接触させられる閉塞位置との間で移動させることができる。中央の部品(14)が開口(30)を有し、外側の部品(16)は、部品(12)の開口(30)に入って2つの部品間にあるストリップ(40)を打ち抜く突出部(36)を有する。打ち抜かれた要素は、中央の部品(14)を貫通して、部品(12、14)と突出部(36)の前面とにより形成される成形キャビティ内に押し込まれる。プラスチック材料注入ポイント(18)が部品(12)に設けられる。 (もっと読む)
自動車用内装部品並びにその製造方法
【課題】表皮のインサートインジェクション工法を使用して樹脂芯材と表皮とを一体成形するとともに、表面に表示部を設定した自動車用内装部品並びにその製造方法であって、工程数を短縮化することを課題とする。
【解決手段】射出成形金型40を使用して、樹脂芯材20と表皮30とを一体成形する際、表示部14に相当する箇所の表皮30に開口31を繰り抜き、この開口31を通して樹脂芯材20を表面側に露出させ、露出面20aに射出成形金型40側から刻印47を転写して、樹脂芯材20の成形と同時に表示部14を形成するとともに、表皮30の開口縁31aは、樹脂芯材20における表示部14周囲に形成した木目込み溝部21に木目込み処理する。従って、樹脂芯材20の成形と同時に表示部14を形成することで、工程数の大幅な短縮化並びに射出成形金型40の構造の簡素化を図る。
(もっと読む)
容器製造用の金型システム
本発明は容器500を製造するための金型システム1に関し、この金型システム1は可動金型半体10と固定金型半体20とを含み、これら金型半体10,20は互いに対向して位置し、金型システム1は容器500の製造を可能にし、容器500は、厚紙ブランクからプレスされた底部57と、前記底部57に接続された壁59と、少なくとも部分的にプラスチックで成形され、壁59の上縁部に接続され、壁を取り囲むリム50とを有し、固定金型半体20に関して可動である金型半体10は、コア41備えたコア・プレート4と、41に関して可動で、シール表面5aを含み且つコア41を取り囲むプレート状シール・リング5と、コア41およびシール・リング5に関して可動であり、それらの間に取り付け可能であるカラーリング6とを含み、固定金型半体20は、金型キャビティ71およびシール表面7aを備えた金型プレート7を少なくとも含んでいる。金型システム1は上昇カラー612を有し、上昇カラー612は可動金型半体10のカラーリング6の基部カラー611の頂部に着脱可能に接続され、上昇カラー612のシール表面612aは、前記シール表面の平面の残り部分よりも低い溝または窪みを含み、シール・リングの表面または窪みは、シール表面の平面上の隆起部または型押しパターン、溝または窪みを有していてもよい。 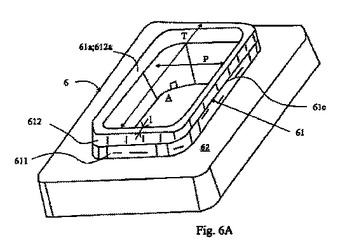 (もっと読む)
(もっと読む)
合成樹脂製二重壁成形品及びその成形方法
【課題】 本発明は、インサート成形による合成樹脂製二重壁成形品においてインサート成形に起因する外観上の美観の毀損に係る問題を解消することを技術的課題とし、二重壁による高品位な加飾性が発揮される合成樹脂製二重壁成形品を提供することを目的とする。
【解決手段】 金型内に一方の壁を形成する合成樹脂成形品をインサート材として設置し、インサート材の表面とこの表面に対向して配設される金型面により間隙を形成し、この間隙に向けて前記金型面に垂直方向に開口するピンゲートを、先端に川下に向かって拡径する拡径部を形成した形状とし、この拡径部を介して溶融樹脂をインサート材の表面に向けて射出し、間隙を充填してもう一方の壁を前記インサート材に密着状に形成する。
(もっと読む)
複数金属形状物の接合複合体とその製造方法
【課題】複数の金属形状物に対して、樹脂組成物を射出接合して一体化した複数金属形状物の接合複合体をえる。
【解決手段】複数の金属形状物11、12の接合部に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その端部を金属酸化物又は金属リン酸化物の薄層を有するようにする。この複数の金属形状物の対向面間に枠体15により密封空間19を形成する。この密封空間に樹脂組成物4を射出し複数の金属形状物を接合して接合複合体26とする。
(もっと読む)
部分表皮貼り樹脂成形品の成形方法並びに成形金型
【課題】部分表皮貼り樹脂成形品の成形方法並びに成形金型において、金型構造を簡素化してコストダウンを図るとともに、表皮のセット作業における作業性を高め、かつ表皮のズレをなくし、成形性を高める。
【解決手段】成形金型40における表皮30の保持機構として、成形下型60の製品キャビティC外周に上下動可能な表皮押え外枠70を配置し、表皮30のセット時には表皮30の周縁端末30aを表皮押え外枠70と成形上型50とでクランプ保持し、木目込み溝21に対応する成形下型60の凹溝64内に表皮30の見切りラインLに沿うフロント側端末31を収容した時、凹溝64内に設けられた表皮保持用突起80と成形上型50とで凹溝64内の表皮30のフロント側端末31を簡単に保持でき、表皮30のセットズレをなくし、成形性を向上させる。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
インモールド射出成形法で、射出成形品の立体面へよく追従して割れや白化などが少ないホログラムを有するインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11、離型層13、ホログラム層15、反射層17及び接着層19が設けてなり、ホログラム層15が、(1);(イ)分子中にイソシアネート基を3個以上有するイソシアネート類、(ロ)分子中に水酸基を少なくとも1個と(メタ)アクリロイルオキシ基を少なくとも2個有する多官能(メタ)アクリレート類、又は(ハ)分子中に水酸基を少なくとも2個有する多価アルコール類の反応生成物であるウレタン(メタ)アクリレートオリゴマー、(2);エステル単位を有するウレタン(メタ)アクリレートオリゴマー、(3);シリコーンオイル又は反応性シリコーン、(4);ポエチレンワックス又はマイクロシリカを含むことを特徴とする。
(もっと読む)
インモールド抵抗要素およびインモールドシールド要素
インモールド抵抗要素および/またはインモールドシールド要素を有する製造物および該製造物を作製する方法が、図示され、記載されている。開示されている1つの方法では、抵抗要素および/またはシールド要素は、フィルム上に印刷されている。このフィルムは、所望の形状に賦形され、射出成形用型内に配置される。溶融プラスチックが、射出成形用型内に導かれ、これによって、フィルムを保持している剛性構造体が形成されることになる。  (もっと読む)
(もっと読む)
21 - 40 / 107
[ Back to top ]