
Fターム[4F206JB15]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | 表面材との一体化 (926) | 1面の部分を覆う表面材の一体化 (107)
Fターム[4F206JB15]に分類される特許
41 - 60 / 107
医薬活性剤の経口デリバリーデバイスの調製のための射出成形法
【課題】デバイスの外側とコアを連絡する1つまたはそれ以上の開口部を含む被膜により被覆された、医薬活性剤を含むコアを含むデリバリーデバイスの製造方法であって、該コアの周囲に該コーティングを射出成形することにより被膜を施すことを特徴とする方法を提供する。
【解決手段】医薬活性剤を含むデバイス7のコア1を調製すること;金型キャビティー内に該コアを置き、コア1を取り囲むこと(ここに、該金型キャビティーは被膜の要求寸法を規定し、また、好ましくは、1つまたはそれ以上の開口部8の要求位置、形状および寸法を規定する);該金型キャビティーに成型可能な流動材料を注入すること;材料を硬化させて、それにより被膜6を形成すること;形成したデバイス7を金型キャビティーから分離すること。
(もっと読む)
印刷装飾体のインモールド成形法

【課題】印刷模様が精細に表現できる印刷装飾体のインモールド成形法。
【解決手段】PCプラスチック薄片層51表面に先ず、弾性材料層52を塗布形成し、スクリーン印刷または平版印刷またはその他の印刷法により模様色彩を形成した印刷層53を形成し、その後、その印刷層の表面に後続の射出成型プロセスにおいて、印刷層表面の硬化保護層となる硬化原料を含む弾性材料層54を塗布・形成し、この装飾印刷片を真空成形金型内で加熱と共に真空吸引作業を行って立体形状に成形し、製品輪郭に適合するようプレス成型し、最後にプラスチック射出成型金型内でプラスチック層55をPCプラスチック薄片層の表面上に射出して製品とする。
(もっと読む)
成型体の離型性評価方法及び成型体の製造方法
【課題】連続成型を行いながら離型性を評価することができる成型体の離型性評価方法及び成形用金型からの離型性が良好で、支障なく連続成形を行うことができる成型体の製造方法を提供する。
【解決手段】成型用樹脂組成物を金属板2上でトランスファー成型し、得られた成型体1を前記金属板から剥離して、前記成型体の表面自由エネルギーを測定し、表面自由エネルギーが10mJ/m2以上30mJ/m2以下の場合を離型性良好と判断する成型体の離型性評価方法。
(もっと読む)
成形品の製造方法
【課題】本発明は、製造工程が容易であり、製造コストが安く、品質を向上させる成形品の製造方法を提供できる。
【解決手段】本発明は、皮革、織物、布の中の何れか一種から構成された柔軟層を提供するステップと、雌型と、その雌型と係合する雄型と、を含む射出成型用金型を提供するステップと、前記柔軟層を前記雌型と前記雄型との間に配置するステップと、前記射出成型用金型を係合させて、雌型と雄型との間にキャビティを形成するステップと、前記キャビティの内部へ溶融の材料を注入して、基板を形成すると同時に、前記柔軟層と前記基板が一体に接続された半成形品を形成するステップと、前記射出成型用金型を開放した後、前記半成形品を取り出すステップと、レーザーで前記基板の外部に残る柔軟層を切るステップと、を含む成形品の製造方法を提供する。
(もっと読む)
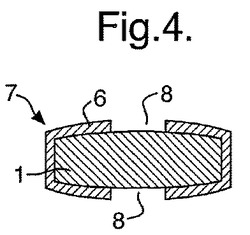
パッケージ容器を形成する方法及びパッケージ容器
パッケージ容器を形成する方法において、容器形状のパッケージ容器が、底部と、その底部から上方向に延びる側壁(7)とを有し、ボール紙素材(A)で形成される。圧縮モールドの最後の段階で、型の内側の対向面を、それと向き合う面から後方に移動させることにより、リムに対応するモールドキャビティ(5)を形成するように型を閉じ、その後、そのモールドキャビティ(5)内にモールド材料を注入することにより、前記側壁(7)の上部に、横方向に延びるモールド材料のリム(8)がモールドされる。 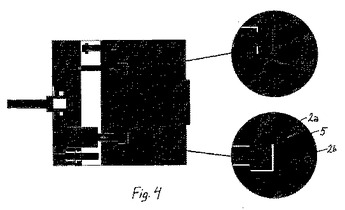 (もっと読む)
(もっと読む)
ガラスラン及びその製造方法
【課題】外観品質の向上を図るとともに、製造作業性の向上、製造コストの抑制等を図ることのできるガラスラン及びその製造方法を提供する。
【解決手段】ガラスラン1は、断面略コ字状の本体部11と一対のシールリップ12、13とを具備する。ガラスラン1は、金型のキャビティを構成する成形面のうち、シールリップ12、13の各ドアガラス摺動面及び基底部14の内側面を成形する部位に対してポリエチレン(PE)シートを設置する設置工程と、PEシートが設置されたキャビティ内に成形材料を充填させる充填工程とを経ることで、本体部11及び両シールリップ12、13を有する断面形状をなし、ドアガラスの上縁部、前縁部、及び後縁部に対応する上辺部、前縦辺部、及び後縦辺部4からなる長手方向全域が一体的に形成されるとともに、シールリップ12、13の各ドアガラス摺動面及び基底部14の内側面に摺動層21、22、23が形成される。
(もっと読む)
射出成形体の製造装置、燈体の製造装置、燈体の製造方法および燈体
【課題】生産効率が低下することなく、また、品質を向上することができる射出成形体の製造装置、燈体の製造装置、燈体の製造方法および燈体を提供する。
【解決手段】レンズ部を射出成形するための成形型56と、ハウジングを射出成形するための成形型57と、を備え、レンズ部およびハウジングを一次射出によりそれぞれ成形し、成形されたレンズ部およびハウジングを突き合わせた後、その突き合わせ部に二次射出して一体化成形可能に構成された燈体の製造装置50において、レンズ部の厚肉部を形成するための成形型55が備えられている。
(もっと読む)
複合体及び複合体の製造方法
【課題】 界面の接着性に優れる金属と熱可塑性樹脂からなる複合体、及びその製造方法を提供する。
【解決手段】 表面にポリマレイミド系樹脂層を有する金属及び熱可塑性樹脂からなる複合体、及び射出成形機の金型内に、表面にポリマレイミド系樹脂層を有する金属部品を装着した後、熱可塑性樹脂を溶融状態で射出し、インサート成形を行う複合体の製造方法。
(もっと読む)
フィルムインサート成形品の製造方法及びフィルムインサート成形品
【課題】浴室の棚、浴室の水栓カバー、浴室のミラーキャビネット、洗面化粧台のミラーキャビネット、等に用いられるフィルムインサート成形品について、外観のバリエーションを容易に増やすことができ、フィルムの挿入面の一体感を維持しながら成形品の意匠性を高めることが可能な製造方法及びフィルムインサート成形品の提供を課題とする。
【解決手段】外観面21を複数の面21a〜21hで構成したフィルムインサート成形品1を製造する際、射出成形用の成形型110,120内へフィルム12を挿入する際に外観面21を構成する複数の面21a〜21hのうち一部の面のみに対して該面の全てを覆うようにフィルム12を挿入し、成形型110,120内へ樹脂成形材料11Aを射出してフィルムインサート成形品1を製造する。
(もっと読む)
エアバッグ装置のカバー体、エアバッグ装置のカバー体の製造方法、及びエアバッグ装置
【課題】基材の表面側を表皮部で覆ったエアバッグのカバー体について、表皮部を剥がれにくくするとともに製造コストを低減する。
【解決手段】基材41の表面側41aに表皮部42を一体的に形成する。表皮部42は、基材41を装着した金型50に樹脂材料を射出する反応射出成形(RIM成形)で形成する。基材41の端末41bに、表面側41aに突出するフランジ部44を形成する。表皮部42は、破断予定部34からフランジ部44に向かい、次第に厚さ寸法が大きくなるように形成する。エアバッグの展開の際に、力を分散し、表皮部42を剥がれにくくできる。
(もっと読む)
インモールドラベル付き容器と成形方法
【課題】 インモールドラベルを利用して、合成樹脂製射出成形品である容器の表面に凹凸を付形することにより、射出成形金型に加工を施すことなく、所望する凹凸模様を、容器表面に付形することを目的とする。
【解決手段】 インモールドラベル付き合成樹脂製射出成形容器であって、インモールドラベル3に、成形樹脂材料の熱により発泡する発泡層部6を設け、インモールドラベル3の表面部分に、発泡層部6の発泡により突出状に成形される多数の膨出部7を設けて、表面を凹凸面に成形する。
(もっと読む)
射出成形装置とその金型と電気機器用ケースの製造方法
【課題】金型を閉じる力を利用して端子を本体に圧入するとともに、端子の一部が樹脂に覆われた樹脂一体型ケースを製造する射出成形装置を実現する。
【解決手段】射出成形装置200は、第1金型210と第2金型220と駆動装置250を備える。第1金型は、端子140が載置された本体120を固定する。第2金型は、本体120に対向する位置に支持される。駆動装置は、金型同士を近づける。第2金型は、スライド部材230とスプリング232を有する。スライド部材は、本体に載置された端子に対向する位置で第2金型の表面から伸縮自在に突出している。スプリングは、スライド部材を第2金型の表面から突出する方向に付勢する。駆動装置が金型同士を近づけると、スライド部材が本体に載置された端子に当接して本体の突起124へ圧入する。さらに金型同士を近づけると、端子が突起の基部へ圧入された後にスライド部材が後退しながら金型が閉じる。
(もっと読む)
中空成形体およびその製造方法、製造装置
【課題】一次射出で半割り成形されたランプ本体4とレンズ部5とを互いに突き合わせた突き合わせ部に樹脂材7を二次射出してランプ1を製造するにあたり、レンズ部5の内部に積層樹脂材7を形成して肉厚なレンズ部5として視認性を向上する。
【解決手段】一次射出で成形されたレンズ部6に積層樹脂材7を射出するための型面10bを突き当てて射出空間Xを形成し、該空間に積層樹脂材7を射出して肉厚にした後、該肉厚になったレンズ部5とランプ本体4を突き合わせて二次射出をする。
(もっと読む)
2色成形品及びその成形方法
【課題】2色成形品及びその成形方法であって、接合部分の見栄えを高めるとともに、接合強度を強化する。
【解決手段】ドアトリム(2色成形品)10は、表皮22を表面に貼付した樹脂基材21からなるドアトリムアッパー20と、樹脂単体品のドアトリムロア30とから構成され、単一の成形金型40を使用し、成形上下型41,42にそれぞれ上下側分割機構部50,60を配置することにより、ドアトリムアッパー20とドアトリムロア30の各キャビティを良好に区画でき、かつ表皮22のクランプ機能を持たせることで、ドアトリムアッパー20とドアトリムロア30を連続的に射出成形を行ない、境界溝のない良好な外観見栄えを持つドアトリム10を成形する。
(もっと読む)
溶融樹脂射出成形グリップ
【課題】殆ど或いは全くスリップすることがなく、グリップ感覚が良好で、トルクに対する抵抗力が良好で、衝撃吸収品質が良好なしっかりした握りを備えたグリップを提供すること。
【解決手段】ゴルフクラブに用いるグリップであり、該グリップは、溶融樹脂を射出成形することにより成形され、ゴルフクラブのシャフト上でスライドするように構成された細長い弾性スリーブ10と、該スリーブ10の周囲を取り巻いて、スリーブ10に一体に接着される溶融樹脂射出成形材料層30とから構成される。ゴルフクラブグリップは少なくとも一種類のシリコーン樹脂材料から構成される。
(もっと読む)
フィルムインサート成形品の製造方法
【課題】フィルムインサート成形において、フィルムの熱収縮量がばらついてもその側面でバラツキを吸収でき、シワ不良などの不具合の発生を抑制できる。
【解決手段】フィルム12の裏面に印刷を行い印刷インク層20を形成し、さらに前記印刷インク層20に重ねてバインダーを印刷してバインダー層30を形成し、外周曲げ量(α)を追加して型抜きされた前記フィルム12をプレス型により外周曲げと3次元形状づけを行うフォーミングを行い、最後に、射出成形金型のキャビ面にフォーミングされたフィルム12をセットし、セット後に溶融樹脂を型内に射出し、前記バインダー層30が溶解し接着剤となり、前記インク層20と成形樹脂層40とを接着し、製品の外周側面にフィルムの巻き込みを追加して成り、前記外周曲げ量αが、前記フォーミング工程におけるプレヒートの際のフィルムの熱収縮量のバラツキより大きくする。
(もっと読む)
積層成形品の成形方法
【課題】射出成形金型内に表皮をセットした後、型締めすることにより、樹脂芯材を成形し、表皮を一体化してなる積層成形品の成形方法であって、キャビティ型のインバース部においてシワ発生をなくし、外観性能を高める。
【解決手段】成形金型20は、樹脂供給機構を備えた可動側のコア型30とキャビティ型40とから構成され、キャビティ型40の表皮セットピン41に表皮のロケート孔12aを差し込んで、表皮12をセットする。この時、表皮セットピン41の近傍部分でキャビティ型40のインバース部40bの外側部分にシワ取りピン42がコア型30側に向けて突設され、このシワ取りピン42により型締め途中で表皮12がコア型30の型面と先行当接し、樹脂芯材11の成形時に表皮12がキャビティ形状に沿って適切なテンションが加わることでシワの発生が回避できる。
(もっと読む)
電波透過性金属色透過パターンを有する加飾成形体の製造方法
【課題】金属色透過パターンを有するフィルムを基礎に、電波透過性を有する加飾成形体を効率良く製造する。
【解決手段】電波透過性能を有するものであって所定の金属色透過パターンを有するフィルムアセンブリ10を基礎に、本フィルムアセンブリ10の金属色透過パターンの視認されない側である裏面側へ、本プラスチック成形体の基礎を成すものであって比較的低融点プラスチック材にて形成されるベース基材部30をインジェクション成形手段等を用いて設けるベース基材部形成工程と、このように形成されたものの上記金属色透過パターンの視認される表面側へ、透明性のあるものであって比較的高融点プラスチック材にて形成されるクリヤ層20を設けるクリヤ層形成工程と、からなる。
(もっと読む)
吸音部材を備えた被覆部材
本発明は、i)接着材層が吸音部材の内側の表面の少なくとも一部分を覆って広がるような態様で、吸音部材と接着材層とを射出成形型内に配置する過程と、ii)昇温された熱可塑性のプラスチック材料を、昇圧された圧力でもって射出成形型内に導入し、プラスチック材料を、吸音部材の外表面を実質的に覆うとともに接着材層の一部分を覆うように広がらせる過程と、iii)熱可塑性のプラスチック材料が、接着材層の一部分に接着された固体の担持部材を形成するように全体を冷却する過程とを有する、被覆部材を製造する方法に関するものである。この方法では、吸音部材を、担持部材と接着材層との間に少なくとも部分的に取り入れる。本発明はまた、被覆部材及びその使用方法に関するものでもある。  (もっと読む)
(もっと読む)
内表面に薄膜を有する成形品の成形方法および成形装置
【課題】成膜チャンバーが射出成形による温度および型締め力の影響等を受けることなく、射出成形と成膜とを同時に実施でき、内表面に薄膜を有する2個の中空成形品を交互に成形する成形装置を提供する。
【解決手段】 第1、2のスライド金型(5、6)と、第1、2の固定金型(15、16)と、スライド成膜チャンバー(18)とからなる。第1、2のスライド金型(5、6)は、互いに逆方向に駆動されて1次成形位置、成膜位置および2次成形位置を採る。スライド成膜チャンバー(18)は、第1、2のマスキング板(18a、18b)を備え、第1、2の固定金型(15、16)から離間して配置されている。そして上下方向にスライドする。第1、2のスライド金型(5、6)には、凹部(5a、6a)とコア(5b、5b)がそれぞれ形成され、第1、2の固定金型(15、16)には、コア(15b、16b)と凹部(15a、16a)がそれぞれ形成されている。
(もっと読む)
41 - 60 / 107
[ Back to top ]