
Fターム[4F206JC05]の内容
プラスチック等の射出成形 (77,100) | 射出成形機の位置関係 (581) | 可動な射出ユニットを用いるもの(金型が複数) (24)
Fターム[4F206JC05]に分類される特許
1 - 20 / 24
車両用内装材の製造方法及び射出成形装置
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材の製造方法を提供する。
【解決手段】本方法は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材の製造方法であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材の表面の別部品を形成する範囲に対して射出成形装置22を設置する設置工程と、射出成形装置により内装基材の表面から通気止め用シート層を貫通して孔13、15を穿設する穿設工程と、射出成形装置により溶融樹脂を孔内に供給する溶融樹脂供給工程と、孔内に供給された溶融樹脂を冷却する冷却工程と、内装基材の表面に対して射出成形装置を取り外す脱型工程と、を備える。
(もっと読む)
樹脂製品の成形方法とそれに用いる成形装置

【課題】一次成形品に二次成形品を直接成形するに際し、一度セットされた金型はそのままにして複数個のキャビティに溶融樹脂材を順次射出して二次成形品を成形可能とし、成形サイクルを短縮してコストを軽減する。
【解決手段】一次成形品に二次成形品を直接成形する樹脂製品の成形方法であって、一次成形品(フェンダーライナ10)と金型22とによって複数個のキャビティ16および各キャビティに個別に通じるゲート25をそれぞれ構成する。そして、一つのキャビティに射出ユニット30からゲート25を通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品(連結部材18)を成形する。ゲート25内の樹脂材が硬化した後に金型22はそのままに保持し、射出ユニット30を別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する。
(もっと読む)
射出成形機
【課題】設置スペースの増大を可及的に防止しつつも、金型交換の手間を掛けずに高品質の大型樹脂成形品を量産することのできる射出成形機を提供する。
【解決手段】射出成形機10は、固定プラテン20と、可動プラテン30と、固定プラテン20に取付けられた固定金型40と、可動プラテン30に取付けられた可動金型50と、固定金型40と可動金型50との間に形成されるキャビティ60と、キャビティ60に溶融樹脂を供給するための3個の射出ユニット70・80・90とを備えている。射出ユニット70・80・90は何れも固定プラテン20の周囲に設けられ、固定プラテン20には、射出ユニット70・80・90に対応するホットランナ110が設けられている。このホットランナ110は何れも、固定金型40に対して進退可能に構成され、かつ、射出ユニット70・80・90からの押圧力を受けてホットランナ110のランナノズル部が固定金型40のランナ側ゲート部42に当接するように構成されている。
(もっと読む)
積層成形装置
【課題】1台の積層装置で使用者の様々なニーズに応えられる万能な積層成形装置を提供する。
【解決手段】第1金型21が設けられた固定盤3と、第2金型8が設けられた可動盤5と、第3金型19及び第4金型20がそれぞれ設けられた回転盤4と、可動盤5及び回転盤4を型開閉方向に移動させる型締機構7及び回転盤移動機構12と、第1金型21と第3金型19とが型締めされて形成される第1キャビティに第1の樹脂を射出充填する第1射出ユニット17と、型開閉方向に移動可能に配置され、第1金型21と第4金型20とが型締めされて形成される第2キャビティ、第2金型8と第3金型19とが型締めされて形成される第3キャビティ、及び第2金型8と第4金型20とが型締めされて形成される第4キャビティのいずれか1つに第1乃至第4金型のいずれか1つを介して第2の樹脂を射出充填する第2射出ユニット18とを備えたことを特徴とする。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
射出成形機、および射出成形方法
【課題】簡単な構成で、効率よく樹脂成形品の多品種少量生産を行うことができる射出成形機、およびその方法を提供する。
【解決手段】本発明の射出成形機は、金型30、34に成形材料を射出充填するための複数の射出装置11、12・・・と、射出装置11、12・・・以上の数の型締装置21、22・・・と、射出装置11、12・・・が型締装置21、22・・・に対して対応してその金型30の導入部と接続可能である接続位置P3、P4・・・と、射出装置11、12・・・が型締装置21、22・・・に対して対応しない準備位置P1、P2とに、各射出装置11、12・・・と各型締装置21、22・・・をそれぞれ独立して相対移動させる移動手段と、射出装置11、12・・・と各型締装置21、22・・・の相対的な移動を制御する制御手段とを備えている。
(もっと読む)
射出成形機
【課題】成形品1個あたりのエネルギー消費量と放熱量の削減と、装置の価格の低減または装置の価格の増加をなるべく抑えた射出成形機を提供する。
【解決手段】射出装置16の加熱筒22内で材料を溶融し、溶融した材料を成形金型13A,13B,13Cのキャビティ内で固化させて成形品を成形する射出成形機11において、誘導加熱装置29を備えた加熱筒22と、加熱筒22の数よりも多い成形金型13A,13B,13Cまたは加熱筒22の数よりも多い注入孔14A,14B,14Cを配設することにより成形品1個あたりのエネルギー消費量と放熱量の削減と、装置価格の低減または装置価格の増加抑制を図る。
(もっと読む)
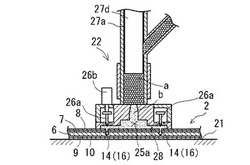
燃料電池の構成部品のガスケット成形ラインにおけるノズルタッチ機構
【課題】簡単な構成で、複数設けられた金型のガスケット材料注入部に容易に且つ確実に射出プランジャのノズルを押し付けるように接合して、燃料電池の構成部品の表面上にガスケットを成形するためのサイクルタイムを短縮することが可能なノズルタッチ機構を提供する。
【解決手段】ノズルタッチ機構1は、各金型2に設けられた金型側フック4と、射出プランジャ3に設けられ金型側フック4と係合および離脱可能な射出プランジャ側フック5と、金型側フック4と射出プランジャ側フック5とが係合した状態で、射出プランジャ3のノズル3aを金型2のガスケット材料注入部2aに押し付けるよう駆動するサーボモータ6とを備えている。
(もっと読む)
燃料電池の構成部品のガスケット成形ラインおよび燃料電池の構成部品のガスケット成形方法
【課題】簡単な構成で、サイクルタイムの短縮を図ることができる燃料電池の構成部品のガスケット成形ラインおよびその成型方法を提供する。
【解決手段】燃料電池の構成部品Mの表面上にガスケットを一体成形するためのもので、燃料電池の構成部品Mを収容してガスケット成形用のキャビティ1aを形成する金型1およびこの金型1を開閉する型開閉機構2が複数で移動不能に配列され、各金型1のガスケット材料注入部1bが上方に開口するように設けられており、各金型1のガスケット材料注入部1bに接合されるノズル3aを有する射出プランジャ3が金型1の上方を移動可能に設けられており、燃料電池の構成部品Mを各金型1のキャビティ1aに収容し、ガスケットが成形された構成部品M’を各金型1から取り出す構成部品搬送手段4が任意の金型1のガスケット材料注入部1bと対応する位置に移動可能に設けられている。
(もっと読む)
射出成形機と、射出成形機の運転方法
【課題】 複数の型締装置と1台の射出装置を用いて能率良く射出成形を行なうことができる射出成形機を提供する。
【解決手段】射出成形機10は、型締装置A,B,C,Dと、射出装置11と、射出装置11を往復移動させる移動機構40と、移動機構40の動作を制御するための制御部50とを有している。制御部50は、互いに隣り合う型締装置間で射出装置11を移動させる短距離移動モードと、互いに1つ隔てた型締装置間で射出装置11を移動させる長距離移動モードとに切換えることができる。射出装置11を第1の方向F1に移動させる際には、短距離移動モードと長距離移動モードとを組合わせることによって、いずれかの型締装置と対向する複数の位置で射出装置11を停止させる。射出装置11を第2の方向F2に移動させる際には、前記第1の方向F1に移動する際に停止させなかった型締装置と対向する位置で射出装置11を停止させる。
(もっと読む)
電動式竪型射出成形機
【課題】機械全体の高さを低く、射出装置昇降用のボールねじ軸の長さを短縮すると共に、射出装置の昇降動作を円滑に、その制御を簡単に行う。
【解決手段】電動式竪型射出成形機1は、型締装置2の可動盤3上に立設された一対の支柱4と、各支柱4に上下方向に沿って固定された一対のガイドレール5と、各ガイドレール5に直動ガイドを介して昇降自在に支持された射出装置7と、射出装置7をガイドレール5に沿って昇降させて加熱筒8の射出ノズル8aを可動盤3の可動金型に対して当接、離間させる射出装置昇降手段9とを備え、射出装置昇降手段9が、加熱筒8を保持するフロントプレート11に取り付けたボールナット22と、ボールナット22に上端部を螺合され下端部を可動盤3上に回転自在に支持されたボールねじ軸20と、ボールねじ軸20をその下端に直結して回転させる減速機付モータ23とを備えた構成とされている。
(もっと読む)
射出成形機
【課題】金型搭載テーブルに対して型締め時に荷重が掛からないようにすると共に、型締め機構の小型化・簡素化を図ることを可能とする射出成形機を提供する。
【解決手段】上型11と下型10とで構成される金型9の複数組を、下型10の上に上型11を載置した状態で搭載すると共に、移動機構によって水平方向に移送される金型搭載テーブル7と、射出ユニット5を搭載してフレーム1a上に固定された固定プラテン4と、射出ユニット5に対向する位置に配置され、型開閉用サーボモータ6の回転を直線運動に変換するボールネジ機構16の直動部と一体となって上下動する型昇降用部材24とを備え、金型搭載テーブル7の移動によって型締め可能位置に配置された金型9を、下型10の上に上型11を載置した状態で、型昇降用部材24により金型搭載テーブル7から離れるよう上昇させ、固定プラテン4に押し付けることによって型締めを行う。
(もっと読む)
射出成形機
【課題】回転テーブルの或る金型取り付け箇所に金型が存在しない場合でも、成形運転を可能とすること。
【解決手段】回転テーブルの各金型取り付け箇所のそれぞれを使用するかどうかを個別に設定する設定手段と、使用する設定となっている金型取り付け箇所が、型開閉・射出ステージに停止した場合にのみ型開閉・射出動作を実行させ、かつ、使用する設定となっている金型取り付け箇所が、エジェクトステージに停止した場合にのみエジェクト動作を実行させる制御手段とを、備える。
(もっと読む)
ディスプレイの製造方法及びディスプレイ
【課題】酸素によるELシートの劣化を抑制した、ELシートを用いたディスプレイを容易に製造すること。
【解決手段】固定金型と可動金型により形成される樹脂成形空間内においてELシートを挿入する挿入部に、ELシートを挿入する挿入段階と、前記固定金型と前記可動金型を合わせた上で、所定のゲートから前記樹脂成形空間内に樹脂を射出する射出段階と、を有することを特徴とするディスプレイの製造方法。
(もっと読む)
成形システムにおける成形方法
【課題】良好な特性の成形品が高効率で成形できる成形システムの成形方法を提供する。
【解決手段】一の射出装置7を移動させて複数の型締装置へ順次に溶融材料を射出して薄板状成形品を成形する成形システム15における成形方法であって、型締装置の金型装置19に溶融材料を射出した射出装置7は、射出工程の直後射出保持工程を実行せずに溶融材料を生成させる可塑化工程を開始するとともに他の型締装置へ移動開始し、前記型締装置は前記金型装置19のパーティング面を密着させる型締部30とは別の圧縮部29によってキャビティ23の容積を減少させて前記キャビティ23に射出された前記溶融材料を圧縮して成形する。
(もっと読む)
エラストマ製品の成形方法及び装置
本発明は、エラストマ製品を成形する方法及び装置に関し、この装置は、金型キャビティ(3)を有する金型(2)と、未硬化エラストマ材料(1)を金型キャビティ内に射出する手段(4)と、開放位置と閉鎖位置との間で動くことができる金型キャビティシャッタ(9)と、金型キャビティ内に入っているエラストマ配合物の温度を制御する制御手段(10)とを有する。  (もっと読む)
(もっと読む)
射出成形機
【課題】射出装置の数よりも多い数の金型装置を備え、射出装置は金型装置に順次溶融材料を射出する高効率な射出成形機を低コストでかつ小容積で提供する。
【解決手段】成形原料を可塑化し溶融材料にして射出する射出装置1と、該射出装置1を当接して溶融材料が射出・充填される複数の金型装置3と、該金型装置3を複数載設する固定梁6と、前記金型装置3を順次収容して圧締する型締装置2と、該型締装置2及び前記射出装置1を載設して前記型締装置2が前記金型装置3を順次収容するように移動する架台7とを有する射出成形機とした。
(もっと読む)
射出成形方法及び装置
【課題】生産性の低下、コスト高、空間活用率の低下などの種々な問題点を解消させることができる射出成形方法と、射出成形装置を提供する。
【解決手段】金型ユニットはその内部に成形空間を有するコアを交換できるようにしたカセット型金型で単位金型ユニット2を構成し、単位金型ユニット2が水平方向に開閉されて成形品が自由落下するように複数個を適正間隔で配列設置して制御手段により各々形体工程、射出工程、冷却工程、取出工程を順次に遂行するようにし、射出手段4は制御手段に入力した設定周期及び時間に合せて単位金型ユニット2の上部で順次に区間移動及び昇降して形体工程を遂行した単位金型ユニット2のコアと接触して溶融樹脂を射出させて成形品が得られる。
(もっと読む)
液状樹脂射出成形装置
【課題】複数、特に3台以上の型締め装置に共通に用いることのできる計量射出ユニットを備えた液状樹脂射出成形装置を得る。
【解決手段】上型を固定したトップビームと、上型と対をなす下型を昇降させる型締めシリンダ装置とを有する型締め装置を複数整列させて配列し、これら複数の型締め装置のトップビームにそれぞれ、上型と下型によって形成される成形空間に連通する樹脂注入口を形成する一方、これらトップビーム上に渡らせてガイドレールを配置し、このガイドレール上にいずれかの型締め装置上に選択的に停止可能な走行基台を走行可能に設け、この走行基台上に、複数の液状樹脂の計量射出ユニットを支持した昇降台を昇降運動可能に設け、この計量射出ユニットに、複数の液状樹脂の計量部と、計量された複数の液状樹脂を混合して射出する混合射出部とを設け、この混合射出部を、昇降台の昇降によって、いずれかのトップビームの樹脂注入口に接離移動させる液状樹脂射出成形装置。
(もっと読む)
射出成形機
【課題】複数の金型が配置されていても、射出成形機が大型化せず、金型の作業時にも作業者の安全が確保される射出成形機を提供する。
【解決手段】長尺矩形状の天板1aを備え、前記天板1a上の長さ方法に複数個の金型6,6・・・を配列可能に構成した架台1と、前記架台1の下方にて昇降可能に配設され、前記金型6,6・・・内に材料を射出する射出装置3と、前記架台1の水平長手方向にわたって架け渡されると共に、前記金型1の配列方向に沿って前記射出装置3を移動させる移動手段5と、前記架台1の水平長手方向にわたって架け渡されると共に、前記移動手段5によって移動する射出装置3を支持するレールを備えたことを特徴とする。
(もっと読む)
1 - 20 / 24
[ Back to top ]