
Fターム[4F206JD05]の内容
プラスチック等の射出成形 (77,100) | 可塑化、射出の方式 (687) | 射出プランジャー式 (241) | プリプラ式 (100)
Fターム[4F206JD05]の下位に属するFターム
Fターム[4F206JD05]に分類される特許
1 - 20 / 94
射出成形の装置及び方法
【課題】微小シリコーン成形型取り付けプランジャー射出システムを提供する。
【解決手段】このシステムには、シリコーンカートリッジアセンブリ、微小プランジャー射出アセンブリ、及びコールドデッキノズルアセンブリが含まれる。このシステムにおいて、これらの3つの構成要素が直接相互接続され、これによって材料の流動経路長さと直径が大幅に低減される。このシステムは、構成品を製造するのに必要な望ましい射出重量に実質的に等しい単回射出量の材料を送ることができる。
(もっと読む)
プリプラ式の射出成形機のパージ方法、ゴム製品の製造方法

【課題】プランジャの先端と当該先端に対向する射出筒の内壁との隙間に残留するゴムを除去する。
【解決手段】ゴム材料を用いてゴム製品を成形する射出成形機の射出筒から円錐形状の先端部を備えたプランジャを抜く第1工程と、前記第1工程後において、ストローク端に位置する前記プランジャの先端と当該先端に対向する前記射出筒の内壁との隙間の体積以上である体積を有する円筒状の前記ゴム材料を、前記射出筒の内周面に沿うように前記射出筒に入れる第2工程と、前記第2工程後において、前記プランジャを前記射出筒に入れてストローク端まで前進させる第3工程と、を含む。
(もっと読む)
ダイレクト成形機
【課題】成形中に基材の上面に対して補助的な作業をするためのスペースを確保できるダイレクト成形機の提供。
【解決手段】本発明のダイレクト成形機1は、第1の金型22と射出装置3とを備え、あらかじめ成形された板状の基材Bが第1の金型22の上にセットされ、第1の金型22と基材Bとが接触することにより第1の金型22と基材Bの表面とで限られたキャビティCが形成され、射出装置3は基材Bより下に配設され、かつ第1の金型22を通じてキャビティC内に樹脂材料を射出し、樹脂部品を射出成形しながら基材Bに固定することができる。
(もっと読む)
射出装置
【課題】ペレット状の樹脂材料を供給する際に生じるブリッジ現象を防止し、あるいは発生したブリッジ現象を効率よく解消し、また射出部では重力に逆らった方向への溶融樹脂の射出をも可能とする。
【解決手段】ペレット状の樹脂材料が材料供給部40によって射出部10に供給され、射出部10において樹脂材料を溶融して金型30に射出する構成の射出装置であって、材料供給部40は、射出部10の内部に通じる筒状の供給路44と、この供給路に内蔵されたスクリュー50と、このスクリューをその軸線回りに回転させる駆動機構54とによって構成されている。この駆動機構54によってスクリュー50を供給路44内で回転させることにより、ペレット状の樹脂材料が射出部10の内部に供給される。
(もっと読む)
射出成形方法及び射出成形装置
【課題】プリプラ式射出成形装置を用いて、次ショットの際の樹脂混じりが殆どない二層構造の樹脂成形品を成形する射出成形方法を提供する。
【解決手段】樹脂原料30b,40bを可塑化溶融する可塑化装置3,4と、溶融樹脂3b,4bを金型6内に射出する射出装置IUが独立して設けられたプリプラ式射出成形装置IMDにおいて、第一の可塑化装置3の第一樹脂流路3aが射出シリンダ1の合流樹脂流路1aに接続されていると共に、第二の可塑化装置4の第二樹脂流路4aが、第一の可塑化装置3よりも射出ノズル5側に接続されており、規定量の第二の溶融樹脂4bを射出シリンダ1の合流樹脂流路1aに送り出して充填したのち、第一の溶融樹脂3bを射出シリンダ1の合流樹脂流路1aに送り出して充填し、射出シリンダ1内の第一の溶融樹脂3bと第二の溶融樹脂4bを、射出プランジャ2によって一度に金型6内に射出する構成とする。
(もっと読む)
溶融樹脂充填装置
【課題】溶融樹脂材料の品質が低下し難い溶融樹脂充填装置を提供する。
【解決手段】繊維が混合された樹脂材料Aを収容可能に、軸芯Xを鉛直方向に沿わせてある縦シリンダ3と、縦シリンダ3内に収容された樹脂材料Aを加熱溶融可能なヒータ4と、縦シリンダ3内で溶融された溶融樹脂材料を、当該縦シリンダ3の下端側に配設した連通口14を介して受け取る横シリンダ8と、連通口14を開閉自在な開閉部材15と、横シリンダ8内に収容された溶融樹脂材料を金型に向けて押出可能なプランジャ9とを備えた。
(もっと読む)
射出成形機
【課題】成形型装置において成形された成形品を順次受けて所定位置まで下降させて整列させることができる射出成形機を提供する。
【解決手段】材料可塑化供給装置20から供給される溶融樹脂材料が射出装置55の射出ノズルから射出されて成形型装置60のキャビティ67に充填される。成形型装置60の下方には、脱型された成形品100を受ける成形品取出装置70が配置される。成形品取出装置70は、上向きに設置された取出シリンダ71とそのロッド72の先端部に取り付けられて昇降動作する成形品受け部材73とを備える。成形型装置60の下方には、成形品受け部材73が成形品100を受けて所定位置まで下降する直前に成形品100を受け取ってその成形品100を滑走させる払出シュート80が傾斜状に設置される。払出シュート80の下傾端には、成形品100を受け止めるストッパ体83が設けられる。
(もっと読む)
トランスファー成型方法とトランスファー成型装置
【課題】プランジャーの部分に流れ込み硬化した樹脂を自動的に除去できるトランスファー成型方法を提供することを目的とする。
【解決手段】ポット(4)の円筒小径部(4a)に連通し円筒小径部(4a)よりも大径の円筒空隙部(15)を形成し、成形完了後に、ポット(4)の内部でプランジャー(5)を後退前進させて、プランジャー(5)が後退して先端部が円筒空隙部(15)にある時に圧縮流体(19)を吹き込んで剥離し、プランジャー(5)を前進させることによって、円筒空隙部(15)と円筒小径部(4a)との段部(22)によってプランジャー(5)から樹脂滓(21)を掻き取り、掻き取った樹脂滓(21)をプランジャー(5)に形成された溝(10)を介して流体排出口(8)から圧縮流体とともに排出する。
(もっと読む)
一体型溶融装置を備えた金型アセンブリ
ガス抜き手段を備えたスクリュプリプラ式射出装置
【課題】樹脂の可塑化溶融が完了して、その樹脂が盛んにガスを発生させたあとの溶融樹脂の流路からガス排出させるのにあたり、バラツキのない精密計量と、長期間の高排出効率の維持が望まれる。
【解決手段】そこで、樹脂を可塑化スクリュで可塑化溶融する可塑化部と、可塑化部から供給される溶融樹脂で射出プランジャを後退させて計量したあと射出する射出部と、それらを連通する連通路と、連通路を開閉させる逆流防止手段とを含むスクリュプリプラ式射出装置において、そのスクリュ先端の前方から連通路の射出部側の開口までの間の溶融樹脂の流路途中に、その流路を担う内孔と、その内孔の内周面に開口する通気孔とを有する通気部材を含むガス抜き手段を備えて、溶融樹脂が射出部に供給され計量される前に、その流路内のガスを射出装置外部に排出させる。さらに、ガス抜き手段が逆流防止手段よりも可塑化部側の溶融樹脂流路に配置されると良い。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
射出制御装置
【課題】射出制御装置において、簡単な構成により、種々の樹脂材料や成形品形状に対して柔軟に対応して射出成形でき、速度制御から圧力制御への切替位置精度を向上でき、ショットボリュームのばらつきを低減できるものとする。
【解決手段】本装置1の制御対象装置は、溶融した樹脂を貯留するシリンダ21と、シリンダ21内で前後移動して樹脂の貯留および射出をするプランジャ22と、プランジャ22を駆動する駆動装置24とを備え、シリンダ21内に樹脂を貯留する計量工程と、樹脂を金型Mに射出する射出工程と、樹脂の圧力を保つ保圧工程とを含む1サイクルによって射出成形を行う射出成形装置2であり、本装置1は、1サイクルを任意の複数の工程に分割した各工程毎にフィードバック制御またはオープン制御のいずれかを選択して設定するための選択操作部10を備え、種々の樹脂材料や成形品形状に対応して制御方式を設定して射出成形することができる。
(もっと読む)
光学素子パッケージの製造方法
【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
射出成形機の射出ノズル
【課題】ゴム材料が射出ノズルを通過する際に発熱を効率的に行わせ得て、成形型に注入されるゴム材料の温度を従来に増して高い温度となし得、成形サイクルタイムを短くすることができるとともに、必要に応じてゴム材料の発熱量,昇温の程度を簡単に調節することのできるゴム射出成形機の射出ノズルを提供する。
【解決手段】射出シリンダ24の射出チャンバに充填されたゴム材料を成形型に射出する射出成形機の射出ノズル30を、先端部にノズル孔48を有するノズル本体36と、ノズル本体36とは別体をなしてノズル本体36の凹所44の内部に嵌合状態に挿入された多数の細孔52を有する多孔構造の摩擦発熱体38とで構成し、ゴム材料を多数の細孔52を軸方向に通過させそこで摩擦発熱させるとともに、更にノズル孔48を通過させることで発熱させ、成形型へと供給するようになす。
(もっと読む)
プリプラ式射出装置
【課題】射出成形機の射出装置は、ペレット状の樹脂材料を可塑化する際に、該樹脂材料の熱劣化物や分解ガスの発生をより徹底して低減することを求められる。
【解決手段】本発明の射出装置は、射出装置をスクリュが後退しないプリプラ式射出装置で構成し、その可塑化シリンダの投入口中に存在する樹脂材料のレベルを低位に制御するとともに、給気手段と排気手段とによってその可塑化シリンダ中の樹脂材料に所望の飢餓率に合わせて供給量を制御したガス流体を加熱状態で通過させる。こうすることによって、その射出装置は、該樹脂材料をほぐれて緩んだ状態にするとともに樹脂材料の軟化を均等に行って、その後の可塑化における過剪断の発生を確実に防止する。そのうえ、本発明の射出装置は、特に飢餓状態を計量時間として検出してその計量時間を基準飢餓計量時間と比較判定して制御するので、連続成形中の飢餓率を所望の飢餓率に定量的に制御する。
(もっと読む)
プリプラ式射出装置
【課題】プリプラ式射出装置において、低粘度に可塑化される樹脂材料で高速射出成形を行い、さらにサックバックも行う場合に、射出シリンダ室前壁の上側の一部に孔蝕による金属の腐食が生じるのを防止することが望まれる。
【解決手段】本発明のプリプラ式射出装置では、可塑化シリンダ内で可塑化した樹脂材料をその可塑化シリンダと射出シリンダとを連通する連通路を介して射出シリンダ内の射出シリンダ室に供給し、その樹脂材料をプランジャによって射出ノズルの射出孔から射出させるとともに、その射出シリンダ室の前壁の周縁部に開口したその連通路の、その射出孔に関して略対称な位置に開口させたバイパス流路によって、その樹脂材料をその射出孔に流出させるプリプラ式射出装置において、上記腐食の生じる部分の近傍、すなわち、その連通路の開口の近傍であってその連通路に関して略対称な位置に、その射出孔と連通する副バイパス流路を開口させた。
(もっと読む)
プリプラ式射出成形機
【課題】樹脂が固化した状態でも連結部の樹脂流路から固化した樹脂を簡単に取り除くことができるプリプラ式射出成形機を提供する。
【解決手段】射出部20と可塑化部10とノズル部30との間を連結する連結部40を備え、可塑化部で可塑化された樹脂をノズル部を介して金型へ射出するプリプラ式射出成形機であって、連結部40には射出部と可塑化部とノズル部との間を繋ぐ樹脂流路41が形成されている。連結部40は、射出部、可塑化部及びノズル部に対して着脱自在で、かつ樹脂の流れの方向にそって平行に分解可能な複数のブロック42〜44で構成され、各ブロックはボルト35,36により一体的に締結されている。
(もっと読む)
微孔質材料の射出成形
【課題】微孔質物品と同様に、微孔質発泡材料を製造するのに有益な射出成型システム及び方法を提供する。
【解決手段】圧力降下速度及び剪断速度は、幾つかの具体例において重要な特徴であり、本発明は、射出成型システムにおいて、これらのパラメータを制御するシステムを提供する。他の面では、加圧された金型の上流にある核形成器を含む射出成型システムを含む。他の面では、無核の発泡剤及びポリマー材料の単一層溶液を形成するための往復スクリューを有する押出しシステムを含む。他の面では、非常に薄い壁のある微孔質材料及び非常に薄い壁のあるポリマー材料を含む。他の面では、無発泡部分と顕著な相違のない表面を有する非常に薄い壁のある部分において高い重量低減物を製造する方法を提供する。
(もっと読む)
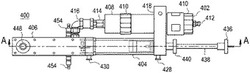
回転直進変換機構およびこれを用いた射出装置ならびに射出成形機
【課題】回転動力を回転方向の駆動に変換する機構において、大掛かりな機構を設けることなく、また、回転動力を直進方向の駆動に変換する際の負荷を軽減する回転直進変換機構を提供する。
【解決手段】駆動回転するボールナット45と、このボールナット45に対して螺合するボールねじ軸43と、ボールナット45の回転軸線に沿ったボールねじ軸43の移動を案内するための案内部材48と、この案内部材48およびボールねじ軸43に設けられてボールナット45の回転軸線回りのボールねじ軸43の回転を阻止する回り止め手段50〜52とを含む本発明による回転直進変換機構は、案内部材48の何れか一方に設けられ、ボールナット45の回転軸線に沿って延在する壁面50Fを持った案内溝50と、ボールねじ軸43に設けられ、案内溝50の壁面50Fに接した状態で壁面50Fに対し相対移動し得るローラ52とを具える。
(もっと読む)
可塑化送出装置およびこれを含む射出成形機
【課題】射出成形機に用いられるスクロール形式の可塑化送出装置においては、螺旋溝内を移動する成形材料の混練が不充分となる可能性がある。
【解決手段】本発明による射出成形機10の可塑化送出装置15は、材料流入通路27が開口するバレル23と、バレル23の一端面23Fに摺接する端面24Fを有し、材料流入通路27を中心として駆動回転し得るロータ24と、ロータ24の端面24Fに形成されてバレル23との間に成形材料の可塑化通路30を画成し、外側端部34Oから成形材料が供給されると共に内側端部34Iが材料流入通路27の開口端に近接する螺旋溝34と、材料流入通路27を中心としてロータ24を駆動回転するロータ駆動手段25と、材料流入通路27および可塑化通路30内に介在する成形材料を加熱して軟化溶融させるための加熱手段26と、可塑化通路30内に介在する成形材料を攪拌するための材料撹拌手段28,36,37とを具える。
(もっと読む)
1 - 20 / 94
[ Back to top ]