
Fターム[4F206JE06]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料の前処理、コンディショニング (196) | 加熱 (37)
Fターム[4F206JE06]に分類される特許
1 - 20 / 37
一体成形体の製造方法及び一体成形体

【課題】結晶性熱可塑性樹脂と添加剤とを含む溶融樹脂組成物から構成される成形体の表面に、添加剤を含有しない結晶性熱可塑性樹脂から構成される結晶性樹脂層を、充分に密着させることができ、且つ、結晶性熱可塑性樹脂から構成される結晶性樹脂層のもととなる立体シートを、真空成形法で成形する技術を提供する。
【解決手段】結晶化度が20%以下のPPS樹脂(ポリフェニレンサルファイド樹脂)から構成される立体シートを、射出成形用金型内に配置し、PPS樹脂の溶融温度以上の溶融樹脂組成物を前記射出成形用金型内に射出し、一体成形体を製造する。
(もっと読む)
インサート成形方法およびインサート成形装置

【課題】成形型内部において樹脂を充填する充填空間から充填しない非充填空間へ樹脂が流出するおそれがなく、かつ、型閉めの際にインサート部品に過大な圧力が掛からないようにする。
【解決手段】各仕切壁12,22によってインサート部品40のモールド部分40aおよび非モールド部分40bの境界が囲まれるように下型10および上型20を型閉めし、ゲート30から溶融した熱可塑性樹脂を充填空間14,24に充填する。その充填した熱可塑性樹脂を冷却源70,70によって冷却して硬化させ、かつ、仕切壁12,22の先端内部に形成された流路13,23に冷媒50を流し、充填空間14,24から仕切壁12,22およびインサート部品40の隙間を介して非充填空間15,25へ流出する可能性のある熱可塑性樹脂を冷却して硬化させる。
(もっと読む)
屋外設置成形品用ポリカーボネート樹脂組成物及び屋外設置用成形品
【課題】強度、耐候性、難燃性、耐湿熱安定性等に優れた屋外設置成形品に好適なポリカーボネート樹脂組成物及び屋外設置成形品を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A)100質量部に対し、有機スルホン酸アルカリ金属塩系難燃剤(B)0.001〜2質量部および紫外線吸収剤(C)0.001〜1質量部を含有し、IEC60695−2−12規格によるグローワイヤー着火温度が775℃以上であり、かつISO 4589(JIS K7201)による酸素指数が27以上であることを特徴とする屋外設置成形品用ポリカーボネート樹脂組成物による。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品
【課題】樹脂成形における樹脂ペレットの予備加熱を均一に行うことができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
射出成形機の操作方法および射出成形機
【課題】大量のエネルギを吸収して溶融状態になっている射出材料が固化するとき、大量に放出する熱を有効に使用できる射出成形機を提供する。
【解決手段】金型(15、16)と金型温調機(30)とが熱媒体供給管(15a、16a)と熱媒体戻り管(15b、16b)とで接続されている射出成形機において、前記熱媒体戻し管(15b、16b)に熱交換器(35)を介装する。この熱交換器により加熱された空気を熱風供給管(40)によりホッパ(3)に送り、ホッパ中の射出材料を予熱・乾燥する。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】ABS樹脂からなる支持体11上に少なくとも表面保護層14を積層してなるインサート成形用加飾シート10であって、該支持体の曲げ弾性率が1500〜3000MPaであり、該支持体の厚さが100〜500μmであり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化したものであり、該電離放射線硬化性樹脂組成物の引張弾性率が100MPa超〜1000MPa未満であり、かつ、表面の静摩擦係数が1.0以下である。
(もっと読む)
射出成形方法および射出成形装置
【課題】射出成形機において、キャビティ内の環境を良好に制御するし、射出工程において、溶融樹脂の酸化を防ぐと共に、キャビティ内の温度が低下し、溶融樹脂の流動性が低下することを防ぎ、冷却工程において、キャビティ内の温度を速やかに低下させる。
【解決手段】溶融樹脂を金型のキャビティ内に射出し冷却して固化する射出成形方法であり、射出工程において、金型の近傍に設けた加熱装置で供給ガスを加熱した高温ガスをキャビティ内に注入して、キャビティ内をガス雰囲気とすると共に、キャビティ内の温度を高めた後、キャビティ内に溶融樹脂を射出する。溶融樹脂を射出した後の冷却工程において、キャビティ内に冷却用ガスを注入してキャビティ内の温度を低下させ、キャビティ内の溶融樹脂を冷却して固化させる。
(もっと読む)
バルブユニットの製造方法
【課題】バルブおよびハウジングを射出成形型のキャビティ内で同時に射出成形する樹脂成形工程中にベアリング圧入工程を実施することで、製造工程数を削減して製造コストを低減することのできるバルブユニットの製造方法を提供する。
【解決手段】バルブ1、回転軸2およびハウジング3をキャビティ内で同時に射出成形することで、ハウジング3の内部にバルブ1および回転軸2が回転自在に組み込まれた製品形状のバルブユニットを製造する樹脂成形工程中、特に型開き工程を開始する前の冷却工程中に、ハウジング3の第1、第2軸受け保持部4に対して第1、第2ベアリング5を圧入固定するベアリング圧入工程を実施することにより、従来は必要であった、樹脂成形工程後に実施されるベアリング組付工程が不要となる。これにより、バルブユニットの製造工程数を従来よりも削減することができるので、製造コストを低減できる。
(もっと読む)
金属部材と樹脂部材との合成部材を製造する方法
本発明は、金属−樹脂合成部材の製造のための射出成形法を開示する。この方法で使用される樹脂組成物は、約200℃〜400℃の1つ以上の金属融点を有する複数の金属粒子を含み、前記樹脂組成物は、樹脂融点より高く、1つ以上の金属融点より高い温度まで加熱されて、加熱された樹脂が提供され、前記加熱された樹脂を型に注入することによって、前記加熱された樹脂が、配置された1つ以上の加熱された金属部材と接触し、合成部材が提供される。  (もっと読む)
(もっと読む)
射出装置
【課題】ホッパ内に貯留された射出成形用の原料樹脂を乾燥させる場合、従来では射出成形機とは別な独立した乾燥機を用いているため、設備全体が大型化する上にエネルギー効率が悪い。
【解決手段】射出成形機にて発生した熱を回収するための熱交換部51を持った熱回収手段15と、原料樹脂11を収容してこれを射出成形機の射出シリンダ部13へと供給するためのホッパ40とを有する本発明による射出装置は、一端側に熱交換部51が取り付けられると共に他端がホッパ40内に連通する熱風ダクト52と、熱交換部51にて回収された熱を熱風として熱風ダクト52からホッパ40内に導くための排気ファン53と、ホッパ40に形成された排気口56に連通する排気ダクト54とを熱回収手段15が具え、排気ファン53が排気ダクト54に組み込まれている。
(もっと読む)
合成樹脂材料を射出成形する方法及び装置
本発明は、被処理合成樹脂原材料が、溶融温度より低い温度で収容容器内で加熱されながら、絶えず、混合されることにより、同時に結晶化され、乾燥され、及び/又は清浄化され、及び/又は固有の粘度が上げられる、前処理をまず受ける合成樹脂材料を射出成形する方法及び装置に関する。本発明によれば、こうして前処理された合成樹脂材料は、ハウジング(17)内で回転し、ハウジング内で軸線方向に移動可能であり、及び/又はピストンとして作動するスクリュ(16)を備えるスクリュ型射出成形装置(10)に送り込まれ、スクリュにより可塑化され、例えばプレフォームのような成形品として成形される。 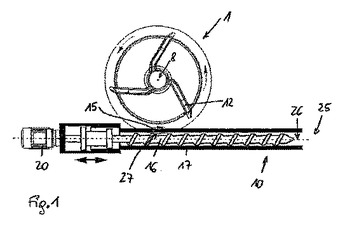 (もっと読む)
(もっと読む)
眼鏡レンズ
【課題】工業的に射出成型生産可能な、高屈折率、低アッベ数、低複屈折、高透明性を有する眼鏡レンズを提供する。
【解決手段】2,2-ビス(4-ヒドロキシフェニル)プロパン由来の構造単位を90mol%以上含有するポリカーボネート樹脂であって、該樹脂の光線d線(波長587.6nm)における屈折率が1.582〜1.588であり、該樹脂のアッベ数が30以上35以下であり、重量平均分子量が15,000〜35,000であるポリカーボネート樹脂(A)と、スチレンと無水マレイン酸との共重合により得られるスチレン樹脂であって、無水マレイン酸由来の構造単位を3〜18mol%含有し、該樹脂の光線d線(波長587.6nm)における屈折率が1.582〜1.588であり、該樹脂のアッベ数が30以上35以下であり、重量平均分子量が40,000〜400,000であるスチレン樹脂(B)を含有し、且つポリカーボネート樹脂(A)とスチレン樹脂(B)との重量比(A/B)が40/60〜70/30の範囲である樹脂組成物からなる眼鏡レンズであって、一個あたりの光軸方向の厚みが0.01mm〜30mmであり、且つ該体積が0.0001cm3〜25.0cm3である眼鏡レンズ。
(もっと読む)
光学積層成型品
【課題】 サングラスレンズ、スポーツゴーグル用レンズ、矯正用レンズ等に用いられる光学用積層成型品であって、従来の染色、樹脂着色による着色を素材フィルムに印刷技術を応用することで小ロット、多様化に対応できる偏光性能を有する光学積層成型品を提供する。
【解決手段】 偏光フィルムの両面に接着剤層を介してセルローストリアセテートフィルムを貼着して得た偏光シートの片面、もしくは偏光シートとレンズ成型用樹脂とを融着させるために用いるプラスチックフィルムの偏光シートとの接着側面、もしくは偏光シートとプラスチックフィルムを接着積層した後の偏光シートのセルローストリアセテートフィルム面に透明着色剤よりなる透明インクを用いてカラー印刷を施し、このそれぞれの手段で印刷により着色された素材を用いて得られた積層シートを偏光シート側が外面、プラスチックフィルム側が内面となるように目的の形状に熱曲げ加工し、これを成型型内に挿入し、プラスチックフィルム側に、該フィルムと融着するレンズ成型用樹脂材料を射出成型することにより種々のカラー、デザインに対応された偏光性能を有する光学積層成型品を得る。
(もっと読む)
成形用金型装置
【課題】樹脂材料からなるタブレットを、金型内部で短時間にかつ均一に溶融させる。
【解決手段】樹脂材料18を成形するためのキャビティ10を有する一対の金型と、この一対の金型のいずれか一方に設けられて、ゲート部13、スプール部12を介して前記キャビティ10につながる空洞部11と、この空洞部11に供給された樹脂材料18を溶融させた後、この溶融させた樹脂材料18を押圧して前記キャビティ10へ移送、充填するプランジャー部とを備えた金型装置であって、前記プランジャー部はヘッド部15と、このヘッド部15を押圧する押圧機構16とからなり、前記ヘッド部15の天面に凹、凸部19、20を設けた。
(もっと読む)
樹脂封止装置
【課題】グリーン樹脂のような密着力の強い樹脂を使用して樹脂封止する際であってもプランジャーの押圧端面に樹脂が付着することを防止し、信頼性の高い樹脂封止を可能にする樹脂封止装置を提供する。
【解決手段】樹脂封止金型に設けられたポット内で溶融した樹脂を、ポットに装着されたプランジャーによりキャビティに圧送して樹脂封止する樹脂封止装置において、前記プランジャー20の押圧端面が、傾斜角度2°〜5.5°とする円錐面20aに形成されていること、好ましくは、円錐面20aの傾斜角度が、3°〜5°に設けられていることを特徴とする。
(もっと読む)
射出成形システムおよび射出成形方法
【課題】射出成形機から放出される熱をより有効に再利用することができる射出成形システム、およびその射出成形システムを用いて実施することができる射出成形方法を提供する。
【解決手段】吸気手段11により吸入した吸気ガスを熱源12に通し、これを樹脂原料に接触させて当該樹脂原料を乾燥する乾燥機10と、乾燥後の樹脂原料が導入され、当該樹脂原料を溶融して射出する加熱手段H1、H2、H3、H4付きの射出部22を有する射出成形機20とを備えた射出成形システムであって、加熱手段H1、H2、H3、H4付きの射出部22は、ガス導入口25aとガス排出口25bとを有するジャケット25によって包囲され、乾燥機10は、ガス排出口25bから排出されるガスを吸気ガスとして使用する射出成形システム。
(もっと読む)
表面にシボ模様を有するプラスチック成形体の製造方法
【課題】表面にシボ模様を有する成形体を効率良く製造する。
【解決手段】熱可塑性プラスチック材からなるものであって表面側にシボパターン面11を有し、裏面側には模様層12を有するシボ付きシート1と離型フィルム3との重合わせにて形成されるラミネート材30を、所定の温度に加熱する予熱工程(A)と、予熱されたラミネート材30を真空引き手段99を有する凹型91のところに密閉状態を保って設置するセッティング工程(B)と、凹型91側から真空引きを行ないラミネート材30を成形加工する真空成形工程(C)と、ラミネート材30を形成するシボ付きシート1の裏面側に熱可塑性プラスチック材を注入するインジェクション成形工程(D)と、両型91、92を開いて成形加工物5を取出すとともに、取出された成形加工物5の表面側に存在する離型フィルム3を引き剥がす離型フィルム除去工程(E)と、からなる。
(もっと読む)
ベルトの接続装置および乗客コンベア移動手摺の製造方法
【課題】 接続されたベルトが十分な耐久性を有するとともに、平滑性に優れた、ベルトの接続装置を得ることを目的とする。
【解決手段】 金型1のキャビティ2に、樹脂製のベルト4の接続端部を互いに対向させて挿入し、上記接続端部の間を接続用樹脂50を用いて接続する接続装置であり、上記接続用樹脂を流動開始温度以上に加熱する加熱手段、および上記キャビティ1と連通し、流動状態の上記接続用樹脂50を保持するリザーバ31と、流動状態の上記接続用樹脂50に対する圧力の授受を伝達する圧力伝達部材33と、この圧力伝達部材33に付勢する付勢手段34と、この付勢手段34の付勢力を調整する付勢力調整手段35とを有する圧力保持手段を備えており、上記圧力保持手段3により上記接続用樹脂50を大気圧を越えて加圧状態に保持しながら、上記接続用樹脂50を流動開始温度未満として接続する。
(もっと読む)
ホットランナー式射出成形金型のマニホールド及びマニホールド用ヒータ
【課題】ホットランナー式射出成型用金型マニホールドの温度バランスを均一化する。
【解決手段】マニホールド10は、マニホールド10を所定の領域に区分けし、その領域A,B,C毎にヒータ30A,30B,30Cが設けられる。電力量調整器は、所定の箇所に設けられた温度センサの検出信号に基づいて、マニホールド10の全体の温度が均一になる様に各々のヒータ30への電力量を調整する。マニホールド10全体の温度差を小さく、ひいては温度を均一化することができる。
(もっと読む)
1 - 20 / 37
[ Back to top ]