
Fターム[4F206JN05]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 可塑化、計量 (277) | ベント、ガス抜き (61)
Fターム[4F206JN05]に分類される特許
1 - 20 / 61
成形装置
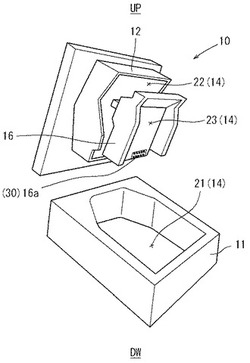
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
成形機における射出装置

【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
射出成形機および射出成形機の作動方法
【課題】加熱筒内にて前側に逆流防止装置が設けられ回転可能かつ前後進可能なスクリュを用いて材料の可塑化工程を行う際に、計量される溶融材料の量を安定させることができる射出成形機および射出成形機の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒内にて前側に逆流防止装置18が設けられ回転可能かつ前後進可能なスクリュ17を用いて材料の可塑化工程を行う射出成形機11の作動方法において、可塑化工程時には逆流防止装置18よりも後方側の加熱筒内の空間が真空状態に保持されるとともに、溶融材料をスクリュ前方28に供給し、スクリュ回転終了より後にスクリュ17を前進させる。
(もっと読む)
樹脂成形品、及び樹脂成形品の製造方法
【課題】本発明は、透明性に優れ、しかもアウトガスの発生が少ない新規な樹脂成形品及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】素材Pとしてのポリプロピレン系樹脂組成物を、加熱筒2の上流側から間欠的に供給し、供給された素材Pを加熱筒2の軸心に沿って加熱筒2内に配されたスクリュー3を回転させることによって加熱筒2の上流側から下流側に順次輸送し、加熱筒2を加熱すると共に加熱筒2内を減圧することによって、素材Pからガス成分を遊離させつつ、ベント孔4を介して除去する。
(もっと読む)
射出成形用液晶性樹脂組成物、成形体及び耐ブリスター性を向上する方法
【課題】射出容量が大きい条件であっても、成形体表面に発生するブリスターを簡単に抑える技術を提供する。
【解決手段】液晶性ポリエステルアミド樹脂と、繊維状無機充填剤とガラスビーズとの混合物を含み、上記混合物中の繊維状無機充填剤とガラスビーズとの比率(繊維状無機充填剤の含有量:ガラスビーズの含有量)が、0.9:1.0から1.0:0.9になるように調整した射出成形用液晶性樹脂組成物を使用する。繊維状無機充填剤としては、ガラス繊維の使用が最も好ましい。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】フィードシリンダー203の供給開口部203cから落下する原料の量を規制する原料供給規制手段を設けて、そのフィードシリンダー203の供給開口部203cから供給筒201の内部に落下する原料の量を適宜の量となるように調整し、原料の過多状態の発生のおそれを防止して供給筒201内における原料のカサ密度を好適状態に維持するように構成したものである。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法であって、混錬において、溶融樹脂をスクリュを供えるシリンダ内に収容して、スクリュを正転および逆転させる。
(もっと読む)
射出成形機およびその制御方法
【課題】加熱筒内を真空状態にして材料からガスや水分を吸引する射出成形機において、エネルギー効率を改善することができる射出成形機および射出成形機の制御方法を提供する。
【解決手段】 射出装置13の加熱筒23内で材料を溶融し、溶融した材料を成形金型19,20のキャビティ21内で固化させて成形品を成形する射出成形機11において、加熱筒23内を真空状態にする真空吸引機構38と、加熱筒23を加熱する誘導加熱装置42とが備えられ、誘導加熱装置42により材料を昇温させ溶融開始させる。
(もっと読む)
プリプラ式射出装置
【課題】射出成形機の射出装置は、ペレット状の樹脂材料を可塑化する際に、該樹脂材料の熱劣化物や分解ガスの発生をより徹底して低減することを求められる。
【解決手段】本発明の射出装置は、射出装置をスクリュが後退しないプリプラ式射出装置で構成し、その可塑化シリンダの投入口中に存在する樹脂材料のレベルを低位に制御するとともに、給気手段と排気手段とによってその可塑化シリンダ中の樹脂材料に所望の飢餓率に合わせて供給量を制御したガス流体を加熱状態で通過させる。こうすることによって、その射出装置は、該樹脂材料をほぐれて緩んだ状態にするとともに樹脂材料の軟化を均等に行って、その後の可塑化における過剪断の発生を確実に防止する。そのうえ、本発明の射出装置は、特に飢餓状態を計量時間として検出してその計量時間を基準飢餓計量時間と比較判定して制御するので、連続成形中の飢餓率を所望の飢餓率に定量的に制御する。
(もっと読む)
成形機、及び成形機用スクリュー
【課題】シリンダ内の樹脂材料を効率的に真空状態に置き、成形品の仕上がりを向上させる。
【解決手段】ホッパから供給口を介してシリンダ内に樹脂材料が供給され、そこでスクリューに樹脂材料をヒータの加熱下で圧縮し、金型内に計量することで成形を行う成形機において、スクリューは、ヒータにより加熱される所定加熱部位から該スクリューに沿って供給口に至るまで延在する通路であって、該スクリューの表面上を螺旋状に延びる第一通路と、該スクリューの内部を延在する、該所定加熱部位から該スクリューに沿って該供給口を越える所定排出部位にまで至る中空部通路とを有する。そして、第一通路は、開口部を介してホッパからの樹脂材料の供給、送り出しが行われ、中空部通路は、所定加熱部位において第一通路と樹脂材料の進入が禁止される直径を有する連絡通路で連通されるとともに、所定排出部位においてシリンダの外部から真空引きされる。
(もっと読む)
光学製品の射出成形方法
【課題】 未乾燥の樹脂材料を用いても、成形不良の発生しない光学製品の射出成形方法を提供する。
【解決手段】 射出装置12の加熱筒31内を減圧した状態で樹脂材料Mを可塑化し、可塑化した溶融材料M1を成形金型64内に射出して光学製品を成形する光学製品の射出成形方法において、前記加熱筒31内を常時気密状態とするとともに真空ポンプで吸引し、真空度を0.33kPa〜11.33kPaとし、未乾燥の樹脂材料Mの可塑化を行い、可塑化された溶融材料M1を成形金型64内に射出する。
(もっと読む)
成形機、及び成形機用スクリュー
【課題】シリンダ内の樹脂材料を効率的に真空状態に置き、成形品の仕上がりを向上させる。
【解決手段】ホッパから供給口を介してシリンダ内に樹脂材料が供給され、そこでスクリューに樹脂材料をヒータの加熱下で圧縮し、金型内に計量することで成形を行う成形機において、スクリューは、ヒータにより加熱される所定加熱部位から該スクリューに沿って供給口に至るまで延在する第一通路と、該第一通路とは独立した通路であって、該所定加熱部位から該スクリューに沿って該供給口を越える所定排出部位まで延在する第二通路とを有する。そして、第一通路は、開口部を介してホッパからの樹脂材料の供給が行われ、スクリューの回転により樹脂材料が送り出され、第二通路は、樹脂材料の進入が禁止されるとともに所定排出部位においてシリンダの外部から真空引きされる。
(もっと読む)
射出成形方法
【課題】 真空状態とした加熱筒内で成形材料を溶融状態にして金型のキャビティに射出する際に、加熱筒内から成形材料より発生するガス、水分等の排気体を十分に除去することができる射出成形方法を提供する。
【解決手段】 真空状態とした加熱筒内で成形材料27を溶融状態にして金型6のキャビティ6aに射出する射出成形方法において、スクリュ5の軸部5bがシールされ成形材料供給経路がシール可能な加熱筒内を該成形材料供給経路の落下口を介して真空ポンプ41により減圧して真空度を6.33kPa以下とするとともに、前記加熱筒内に成形材料を飢餓状態となるように供給して、溶融された成形材料から発生する成分を吸引する。
(もっと読む)
樹脂モールド装置および樹脂モールド方法
【課題】比較的簡単な構成で容易、かつ正確にエアベント部の開口度の調整が行える樹脂モールド装置を提供する。
【解決手段】上下金型12、14が型閉じされる際、クランパー30とエアベントピン38とが相対的に移動し、上下金型12、14が中途まで型閉じされた際には、エアベントピン38がエアベント溝35を完全には閉止せず、エアベントを可能にし、上下金型12、14の型閉じ完了直前に、エアベントピン38がエアベント溝35を閉止して樹脂がエアベント溝35から外部に漏れるのを防止することを特徴とする。
(もっと読む)
吸引装置および吸引方法
【課題】 吸引用ポンプの下流側に設けられるサイレンサからドレンの回収を行わなくてもよい吸引装置および吸引方法を提供する。
【解決手段】 成形材料Mから発生するガス状物質に含まれる水分を吸引する吸引装置において、ガス状物質に含まれる水分を吸引する吸引用ポンプ19と、吸引用ポンプ19の下流側に設けられるサイレンサ21と、吸引用ポンプ19の下流側の接続管路20またはサイレンサ21へガス状物質よりも水分含有率の低い気体を供給する気体供給装置23とを備える。
(もっと読む)
射出成形機の制御方法および射出成形機の射出装置
【課題】 射出成形機の加熱筒内に発生するガスや水分を、簡単な設定で容易かつ効果的に回収することができる射出成形機の制御方法および射出成形機の射出装置を提供する容易かつ効果的に溶融材料の脱気を簡易な構成で実施可能とする。
【解決手段】 加熱筒3内に回転および前後進可能なスクリュ4を設け、前記スクリュ4の回転により成形材料27を可塑化後、前記スクリュ4を前進させて射出を行う射出成形機の制御方法において、前記加熱筒3内を減圧手段21により減圧状態として、可塑化工程Aにおける設定値α2または実測値から、スクリュ逆回転工程Bにおける制御値−α2が決定されるようにする。
(もっと読む)
成形品の製造方法および製造装置
【課題】高圧二酸化炭素の圧力および温度の変動に影響されることなく、高圧二酸化炭素に溶解する金属錯体などの溶解材料を安定した量で樹脂内へ供給でき、量産に適した成形品を改質する成形方法および成形装置を提供する。
【解決手段】溶融樹脂を用いて成形品を製造する成形品の製造方法において、高圧二酸化炭素に溶解する溶解材料を、高圧二酸化炭素に過飽和となる量で溶解させて、溶解材料が飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が飽和濃度で溶解した高圧二酸化炭素に、さらに追加の高圧二酸化炭素を混合させて、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を上記溶融樹脂へ供給することと、を含む成形品の製造方法が提供される。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法が提供される。
(もっと読む)
可塑化装置および可塑化方法
【課題】 加熱筒内の溶融した成形材料から発生する水分やガスを効率的に排出することができる可塑化装置および可塑化方法を提供する。
【解決手段】 スクリュ3が配設された加熱筒2内で成形材料Mを溶融状態として加熱筒2前方から排出する可塑化装置1において、加熱筒2内に向けて供給していた不活性ガスまたは乾燥空気の供給を成形サイクル中の一定期間だけは停止するか又は供給量を減少させる気体供給手段8と、加熱筒2外に開口部19を有し加熱筒2内を負圧にする負圧発生手段20とが設けられている。
(もっと読む)
1 - 20 / 61
[ Back to top ]