
Fターム[4F206JP11]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237)
Fターム[4F206JP11]の下位に属するFターム
間欠的測定 (40)
検出値の処理、演算 (469)
監視(検出値の判別) (553)
Fターム[4F206JP11]に分類される特許
161 - 175 / 175
射出成形部品製造の制御方法
本発明は射出成形機のキャビティ(10)及び場合によってはコア(9)を備えた射出成形金型(5)により、射出成形金型(5)の温度を制御して射出成形物の製造を制御する方法である。更に、キャビティ(10)及び/又はコア(9)を直接に加熱又は冷却するように構成している。  (もっと読む)
(もっと読む)
成形監視システム

【課題】 監視カメラ部を取付ける場合でも成形機コントローラの処理の負担を増加させないとともに、一元的なデータ管理を容易に行えるようにする。また、監視カメラ部を直接操作して行う設定を、容易,正確かつ能率的に行えるようにする。
【解決手段】 少なくともイメージセンサ3から得る画像データDvを画像処理することによりキャビティ部位Xcの状態を判別する処理部4を有する監視カメラ部2を備え、この監視カメラ部2と成形機コントローラ5を第一通信手段6により接続してなる成形機M1…と、第一通信手段6に対して第二通信手段7を接続可能なハブ8…と、第二通信手段7に接続した少なくとも画像データDvに係わる画像を表示する表示部9dを有するコンピューティング装置9とを備える。
(もっと読む)
温度の測定、監視及び/又は制御装置
孔(2,3)を通じて外壁(6)へとセンサ本体(1)を貫通する測定素子(4,5)により温度、特に射出成形金型壁の温度の測定、監視及び/又は制御装置において、測定素子(4,5)をセンサ本体(1)内及び/又はセンサ本体内に予め形成した支持筒(7)に固定している。 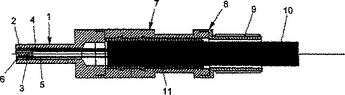 (もっと読む)
(もっと読む)
連結可能な圧力又は温度センサを有する成形装置
本発明は、型板(1、2)内に少なくとも部分的に入れ子(6、11)が形成され、キャビティ(12)内に物体を成形する装置であって、入れ子(11)内において、第1の連結部品(20)に連結されたセンサ(16)は該入れ子に形成されたキャビティの内壁(18)へと配置され、第1の連結部品(20)は型板(2)内の第2の連結部品(21)に連結されていることを特徴とする。  (もっと読む)
(もっと読む)
成形するための方法およびツール装置

【課題】本発明は、不正確に位置決めされたボディ(27)の少なくとも1つの部分(28)を、成形されるこの部分(28)が、正確に定められた位置にある数値だけ、ツール装置(1)によって成形するための方法およびツール装置に関する。
【解決手段】成形されるボディの質を改善するために、成形用プランジャ(10)の成形移動は、固定式のカウンタホルダなしに、この成形用プランジャ(10)の位置に従って、モニタされつつ制御され、その結果、成形用プランジャは、所定の最終位置で停止される。本発明に係わるツール装置の場合、成形用プランジャ(10)の駆動装置は、制御装置と接続されており、この制御装置によって、成形用プランジャ(10)の成形移動は、固定式のカウンタホルダなしに、この成形用プランジャ(10)の位置に従って、モニタされつつ制御され、その結果、成形用プランジャは、所定の最終位置で停止される。
(もっと読む)
射出成形金型用の加熱型ノズル
【課題】射出成形金型用の加熱型ノズル1であって、ノズル本体2を有しており、該ノズル本体は流過通路11を備えており、前記ノズル本体に温度測定部材3を取り付けるようになっている形式のものにおいて、加熱型ノズルのノズル本体に温度測定部材を、小さい熱伝達抵抗で簡単かつ確実に配置できるようにする。
【解決手段】ノズル本体上に締め付けスリーブ4を配置してあり、該締め付けスリーブは内面に切欠き部5を有しており、該切欠き部は入口部6を介して外側からアクセス可能になっている。
(もっと読む)
垂直マイクロ射出成形機
【課題】供給チャンネルが設けられており、この供給チャンネルに溶融材料を輸送するためのスクリュー又はプランジャー(31)が設けられた可塑化ユニット(30)と、この可塑化ユニット(30)から計量された量の溶融材料を受け入れるようになった注入ユニット(40)と、計量された量の溶融材料を注入ユニット(40)から受け入れるようになった射出成形金型(60)と、注入前に射出成形金型(60)を閉鎖し、注入した材料の凝固後に射出成形金型(60)を開放するようになった少なくとも二つのスラストシリンダ(20)とを含む垂直マイクロ射出成形機を提供する。
【解決手段】注入ユニット(40)は注入シリンダ(42)を含み、この注入シリンダ(42)は、可塑化ユニット(30)の供給チャンネルに連結されており、垂直方向に往復動するプランジャー(41)が注入シリンダ(42)に設けられており、垂直方向に往復動するプランジャー(41)の上方への前進により、空気を注入シリンダ(42)内の溶融材料の上方に追い出すことができ、次いで溶融材料を射出成形金型(60)に押し込む。本発明による垂直マイクロ射出成形機は、バルブに対する必要をなくすことができ、溶融プラスチック中に空気が捕捉されないようにし、注入を非常に高速で行い、材料を捕捉したり材料の品質を劣化する射出成形プロセスのデッドゾーンをなくす。  (もっと読む)
(もっと読む)
射出成形機
【課題】 工程の一部を並列実行させることにより1サイクルの短縮化が図られた射出成形機であって、当該並列実行時間を計測し、これを表示させるようにした射出成形機の提供。
【解決手段】 各駆動装置及び各駆動装置の回転数を検出する各エンコーダ及び各フィードバック制御部705〜709により得られる各工程の進捗段階と、タイマ部711と、制御部712、とによって、各工程の並列実行時間を計測し、これを表示部50に表示させる。
(もっと読む)
成形品の製造方法
【課題】 組立機の異常停止により生ずる、成形品のストッカへの蓄溜数に応じて、射出成形機から成形される成形品の数量を調整することができる成形品の製造方法を提供する。
【解決手段】 射出成形機で成形した成形品を金型から取出す工程と、前記金型から取出した成形品をストッカに一時蓄溜する工程と、前記ストッカから前記成形品を組立機に搬送する工程と、前記ストッカに蓄溜されている前記成形品の数量を検出する工程を有し、前記ストッカに蓄溜された数量が第一の所定量以上の時、前記射出成形機の自動動作が自動的に一時停止することを特徴とする。
(もっと読む)
少なくとも1つのキャビティを充填する方法
本発明は、加圧下において複数のノズルからキャビティ内へ注入して、溶融物から成形品を製造する金型の少なくとも1つのキャビティ、特に射出成形機の金型の少なくとも1つのキャビティを充填する方法であって、キャビティ内の溶融物の流れを検出するセンサ(6a、8a)を少なくとも1つのノズルに配置し、このセンサの信号に基づいて、ノズルを通しての注入工程が逐次、制御されるように構成したことを特徴とする。  (もっと読む)
(もっと読む)
活性材料素子を使用して金型部品をロックする方法及び装置
成形品を第1の金型面と第2の金型面との間で成形する射出成形用金型(532、又は542、543)のはみ出しを低減する装置及び方法を提供する。装置は、電気作動信号の付与又は停止に応答して寸法を変え、第1の金型面を第2の金型面に対して付勢してその間のはみ出しを低減するようになっている活性材料アクチュエータ(530、533a及び533b、又は561a及び561b)を備える。装置は、使用中に、電気作動信号を上記活性材料アクチュエータ(530、533a及び533b、又は561a及び561b)に提供するようになっている伝送構造(533)も備える。活性材料アクチュエータ(530、533a及び533b、又は561a及び561b)は、一方が他方に載置され、第1の金型面を第2の金型面に対して付勢する様々な封止力を提供する1組の活性材料アクチュエータを有する。
 (もっと読む)
(もっと読む)
活性材料素子を使用して金型の変形及び位置合わせずれに対処する方法及び装置
第1の面及び第2の面を有する射出成形用金型を制御するための方法及び装置は、第1の面と第2の面との間に配置されるように構成される活性材料素子を備える。活性材料素子は、第1の面と第2の面との間の力を感知し、対応する感知信号を生成するように構成することができる。伝送構造が活性材料素子に結合され、感知信号を伝達するように構成される。好ましくは、活性材料素子アクチュエータも第1の面と第2の面との間に配置され、感知信号に従って拡張力を第1の面と第2の面との間に提供するように構成される。本方法及び本装置は、射出成形用金型での望ましくない変形及び/又は位置合わせずれに対処するために使用することができる。
 (もっと読む)
(もっと読む)
活性材料素子を使用してベント部の間隙を制御する方法及び装置
射出成形機の金型のベント部の間隙を制御する方法及び装置が提供され、この方法及び装置は、ベント部の間隙の開口度を調整するように構成される活性材料インサートを備える。活性材料インサートは、コントローラからの信号に応答して作動して、成形プロセス中にベント部の間隙の開口を選択的に塞ぐように構成される。配線構造が活性材料インサートに結合され、作動信号を伝達するように構成される。また、溶融物フローセンサを設けてベント部の間隙の調整を支援することができ、溶融物フローセンサをコントローラに接続してベント部の間隙の動作に対してリアルタイム閉ループ制御を提供することができる。好ましくは、本方法及び本装置は、金型キャビティ内の溶融物の流れを制御するシステムの一部として使用される。  (もっと読む)
(もっと読む)
バルブゲートアセンブリ
モールド内への溶融材料の流れを調整するためのバルブゲートアセンブリ。該バルブゲートアセンブリは全閉位置と全開位置との間で移動することができる可動バルブを含む。該バルブゲートアセンブリは更に、バルブと協働して該バルブを前記全閉位置と前記全開位置との間で無制限に位置決めするアクチュエーティングシステムを含む。 (もっと読む)
射出成形機及び射出成形方法
スタンパの情報面の転写精度及び光学特性を低下させることなく成形サイクルを短くすることができる射出成形機及び射出成形方法を提供することを目的とする。型閉じを行う型閉処理手段と、可動プラテン(23)が、型開限位置と型閉限位置との間に設定された射出開始位置(Sb)に到達したかどうかを判断する可動プラテン位置判定処理手段と、前記可動プラテン(23)が前記射出開始位置(Sb)に到達したときに、射出工程を開始する射出処理手段とを有する。この場合、可動プラテン(23)が型閉限位置に到達する前に射出工程が開始されるので、射出工程の開始が早くなった分だけ成形サイクルを短くすることができる。 (もっと読む)
161 - 175 / 175
[ Back to top ]