
Fターム[4F206JP14]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 監視(検出値の判別) (553)
Fターム[4F206JP14]の下位に属するFターム
異常検知 (161)
Fターム[4F206JP14]に分類される特許
1 - 20 / 392
産業機械のボールねじ寿命管理方法及び装置
フィルムインサート成形品の融解損傷予測方法
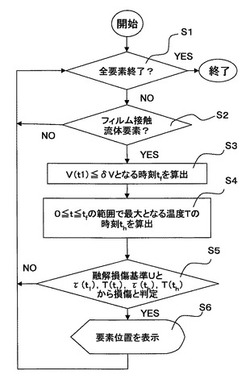
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
生産機械の表示装置

【課題】 様々な情報を参照にして緻密な設定を行う際における、設定の、容易性,的確性,正確性及び迅速性を高めるとともに、表示する画面の種類が多い場合でも画面を切換える際における操作の容易性及び使い勝手(操作性)の向上を図る。
【解決手段】 コントローラ3に、表示面2dに少なくとも二つの独立した画面表示部X1,X2…を並べて表示可能な多面表示処理機能部Fdと、画面Va…に対するタッチスライド操作により、タッチした画面Va…を他の画面Vb…に切換え可能にする画面切換処理機能部Fcと、画面表示部X1,X2…以外の表示面2dにキー表示部Xkを設け、このキー表示部Xkに、タッチスライド操作により切換わる画面Va…の順番に対応したキーパターンPkにより配し、かつタッチ操作により、表示する画面Va…を選択可能な複数の画面切換キーKx…,Ka…を配列表示した切換キー表示処理機能部Fkとを備える。
(もっと読む)
薄膜を有する成形品の製造方法および製造装置
【課題】射出成形機と成膜装置のそれぞれを高い稼働率で稼動させて、高均質の薄膜を有する成形品を安価に製造する製造方法を提供する。
【解決手段】射出成形機(4)で成形した成形品(1)を第1の搬送装置(14)によってテンポラリーステージ(12)に搬送する。射出成形工程を繰り返してテンポラリーステージ(12)では射出成形工程の複数回に相当する成形品(1)をプールする。第2の搬送装置(15)はテンポラリーステージ(12)上にプールされている全成形品(1)を一括で成膜装置(5)に搬送する。成膜装置(5)において成形品(1)を成膜し、第3の搬送装置(16)によって成形品(1)を外部に搬送する。成膜工程の実施中に、引き続き射出成形工程を実施する。
(もっと読む)
射出成形機
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
成形不良評価方法および成形不良評価装置
【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム
【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
射出成形機、および射出成形機の設定支援装置
【課題】成形条件の設定を支援できる射出成形機および射出成形機の設定支援装置を提供すること。
【解決手段】加熱軟化された樹脂を収容する加熱シリンダ21と、加熱シリンダ21内を進退自在なスクリュ23とを備え、スクリュ23が前進することにより、樹脂が加熱シリンダ21から射出され金型装置50内のキャビティ55に供給される射出成形機10において、スクリュ23の前進速度の減速開始以降におけるキャビティ55内の樹脂の質量増加量ΔWおよび/または流動先端伸長量ΔLを樹脂の状態方程式に基づいて検出する検出部61を備える。
(もっと読む)
射出装置およびその射出制御方法
【課題】射出充填時に圧縮性が高い成形材料は、1ショット毎に成形品の形状や重量がばらつく場合がある。
【解決手段】成形材料を金型に射出充填する射出装置およびその射出制御方法であって、充填工程で、射出軸を充填開始位置から充填終了位置まで前進させた後、射出室内に残った成形材料の圧力値が所定の条件を満たすまで射出軸を充填終了位置に保持させ、条件を満たしたらその保持を解除すると共にその充填工程を終了する際に、所定の条件を、圧力値が予め設定された値になった場合にのみその保持を解除するか、または、その圧力値が時間に対する圧力変動が小さくなって略一定値になった場合にのみその保持を解除するか、又は、圧力値が予め設定された値になった場合もしくは圧力値が時間に対する圧力変動が小さくなって略一定値になった場合の少なくともどちらかを満たす場合にその保持を解除するか、のうちの少なくとも1つを条件とする。
(もっと読む)
射出成形装置及び射出成形方法
【課題】1基の主射出機と複数基のサブ射出機を有する射出成形装置において、キャビティへの射出条件を均等にすることができる技術を提供することを課題とする。
【解決手段】プレート53Aが距離haだけ下がるとシリンダ46Aでの溶融樹脂59の圧力はP4になる。同様に、プレート53Bが距離hbだけ下がるとシリンダ46Bでの溶融樹脂59の圧力はP4になり、プレート53Cが距離hcだけ下がるとシリンダ46Cでの溶融樹脂59の圧力はP4になる。このようにして溶融樹脂予圧工程を実施することで、溶融樹脂59の圧力をP4に揃える。次に、ピストン47A、47B、47Cを予め定めた距離La〜Lcだけ前進させて、サブ射出工程を実施する。
【効果】複数のサブ射出機に係る樹脂通路の圧力が互いに同一になる上に、複数のサブ射出機からの各々適量の溶融樹脂が射出されるため、キャビティへの射出条件をより一層均等にすることができる。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
成形機の摩耗評価方法
【課題】射出成形機に組みつけられたスクリューを取り外すことなく摩耗状態を判別できるようにした摩耗評価方法を提供する。
【解決手段】成形体を成形するための原料である所定量のペレットに所定量のカルシウムを加えた第1の対象物質から、第1のクロムの質量濃度Cと第1の基準質量濃度Aとを抽出し、これらから基準値Xを算出する。成形体に含有されている物質の所定量に、ペレットに加えたカルシウムと同量のカルシウムを加えた第2の対象物質から、第2のクロムの質量濃度C´と第2の基準質量濃度A´とを抽出し、これらから比較値X´を算出する。比較値X´が、基準値Xを60倍した数値以上のときにはスクリュー3の摩耗があるとして判別できる一方で、基準値Xを60倍した数値未満のときにはスクリュー3の摩耗がないとして判別できることから、スクリュー3を取り外して確認することなく摩耗を判別評価することができる。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
回転型流体輸送機械システムおよび回転型流体輸送機械の制御方法
【課題】被供給部へ流入する流体の温度と被供給部から流出する流体の温度との温度差が大きく、かつ、比較的短時間で大きく変動する場合であっても、回転型流体輸送機械のモータの制御を安定させることが可能な回転型流体輸送機械システムを提供する。
【解決手段】回転型流体輸送機械システム1は、モータ4を駆動源として被供給部2へ流体を送る回転型流体輸送機械3と、モータ制御部11とを備えている。回転型流体輸送機械システム1では、被供給部2へ流入する流体の温度と被供給部2から流出する流体の温度との差(流体温度差)が周期的に変動する。モータ制御部11は、流体温度差を一定時間おきに抽出したサンプリング値の、流体温度差の変動周期の1周期内の最大値を利用してフィードバック値を生成するフィードバック値生成部13と、流体温度差の目標値とフィードバック値とに基づいてモータ4を制御するフィードバック制御部15とを備えている。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
パラメトリック射出成形のシステムおよび方法
【課題】本発明は、射出成形製造プロセスによって製造された製品の本質を管理するための方法およびシステムを提供する。
【解決手段】本発明は、リアルタイムに収集された射出成形プロセスデータに対する多変量解析を実施すること、およびリアルタイムデータが所定の製造管理限界内にあるか否かを決定することを含む。リアルタイム製造データが管理限界を超えたときには、該プロセスは管理されない状態とみなされ、管理されない状態の下で製造された製品は、射出成形製造プロセスからリアルタイムに取り除かれる。
(もっと読む)
1 - 20 / 392
[ Back to top ]