
Fターム[4F206JP11]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237)
Fターム[4F206JP11]の下位に属するFターム
間欠的測定 (40)
検出値の処理、演算 (469)
監視(検出値の判別) (553)
Fターム[4F206JP11]に分類される特許
21 - 40 / 175
射出成形機及び射出成形機の調整方法
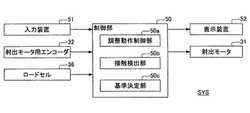
【課題】射出スクリュが前進限位置にあるときの射出ノズルの内壁とスクリュヘッドとの間の隙間のばらつきを抑えることができる射出成形機を提供すること。
【解決手段】射出シリンダ10内に回転可能に且つ軸方向に移動可能に配置される射出スクリュ20の軸方向位置を検出する射出スクリュ位置検出器32を備えた射出成形機は、射出シリンダ10の先端に配置された射出ノズル12の内壁12aとスクリュヘッド23との接触を検出する接触検出部50bと、接触検出部50bにより接触が検出された際の射出スクリュ位置検出器32の出力値に基づいて射出スクリュ位置検出器32の基準を決定する基準決定部50cとを備える。
(もっと読む)
射出成形用金型の温度制御装置

【課題】金型のキャビティ内に射出される樹脂の温度を出来る限り正確に所定温度にするとともに、ホットランナー部での滞留樹脂の過加熱を防止し、これにより、成形品の品質を出来る限り向上させる。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、ホットランナー部の出口部における樹脂の温度(第1の樹脂温度検出センサ52による検出樹脂温度)に基づいてヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ホットランナー部の出口部以外の部分における樹脂の温度(第2の樹脂温度検出センサ53による検出樹脂温度)に基づいてヒータ51をフィードバック制御する。
(もっと読む)
ランナー搬送装置
【課題】省スペースでの設置が可能であり、短時間間隔で連続してランナー80を搬送することが可能であり、また低コストのランナー搬送装置1を提供する。
【解決手段】射出成形機から排出されたランナー80を搬送するランナー搬送装置1であって、水平方向に対して交差する方向に延在するパイプ10と、パイプ10の軸方向下側から軸方向上側に向かってパイプ10の内側に空気を噴射するノズル30と、を備え、ノズル30は、パイプ10の下端から軸方向下側に所定距離を置いて配置され、ノズル30の軸方向上側にランナー80を導入するランナー導入部12を備えている。
(もっと読む)
金型の温度制御装置
【課題】複数の分割型(固定型21a、可動型21b)からなる金型21の該分割型間の温度差を出来る限り小さくして、成形品の品質の低下と金型の早期劣化とを抑制する。
【解決手段】複数の温度制御部のうち、目標温度がステップ状に変化した場合の、温度制御の実行による分割型の検出温度の立ち上がり特性が最も悪い温度制御部、又は、目標温度が一定である場合の、温度制御の実行による検出温度の変動幅が最も大きい温度制御部を主制御部とし、その他の温度制御部を追従制御部とする。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
射出成形装置
【課題】材料の可塑化状態や圧力値に依存することなく、安定した計量制御を行って精密な成形を行うことのできる射出成形装置の提供。
【解決手段】バレル11に対するスクロール12の回転によって材料を可塑化及び圧送する可塑化部10と、該材料を金型のキャビティ内へ射出する射出部20と、該射出部から該可塑化部への材料の逆流を遮断する逆流阻止機構30とを備えており、該スクロールに回転軸と同軸に一体化された弁体31と、該バレルに一体化されており該弁体と係合する弁座32とを備えている。該弁座が少なくとも1つの弁座溝32aを有すると共に該弁体が少なくとも1つの弁体溝31aを有しており、少なくとも1つの弁体溝が、第1の回転位置において少なくとも1つの弁座溝と対向状態となって該可塑化部及び該射出部間を連通する流路を形成し、第2の回転位置において少なくとも1つの弁座溝と非対向状態となってこの流路を遮断する。
(もっと読む)
樹脂成形品取出し機及び樹脂成形品処理方法
【課題】樹脂成形機から取出された樹脂成形品を樹脂成形機外に開放するまでの途中で所要の処理を実行することにより樹脂成形品の取出し時間が長くなるのを防止する。また、樹脂成形品に対して所要の処理を実行する際に、樹脂成形品の振動を短時間に収束させて樹脂成形品の処理時間を短縮する。
【解決手段】金型及び開放位置に至るチャックユニット(19)の経路途中に処理手段(35)を配置し、チャックユニット(19)が処理手段(35)の位置に停止した際に、静止手段(37・39)によりチャックユニット(19)の振動を収束して静止する
(もっと読む)
射出成形機
【課題】樹脂の可塑化状態をより高精度に監視できる射出成形機を提供すること。
【解決手段】射出シリンダ20内の樹脂の状態を監視する射出成形機は、樹脂の可塑化のために消費される消費エネルギを検出する消費エネルギ検出部10を備える。また、その射出成形機は、消費エネルギ検出部10が検出した消費エネルギに基づいて成形品質を判別する成形品質判別部11と、消費エネルギ検出部10が検出する消費エネルギの変動を抑制する消費エネルギ変動抑制部12と、を備える。
(もっと読む)
成形機の型締装置と、その制御方法
【課題】金型交換時に次に取付ける金型に適した位置に支持盤を移動させることが可能な型締装置を提供する。
【解決手段】型締装置13は、固定盤30と、可動盤31と、支持盤として機能するリンクハウジング32と、トグル式開閉機構33と、被検出部材60と、センサ70などを備えている。トグル式開閉機構33によって可動盤31が型締方向あるいは型開方向に移動する際、センサ70が被検出部材60の第1端61あるいは第2端62に反応することにより、オンまたはオフの信号が出力される。制御部は、固定盤30からセンサ70までの距離Lsと、前記信号が出力されたときの可動盤31の位置Laとに基いて、取外された第1の金型の厚さL1を算出する。次に取付ける第2の金型の厚さL2が制御部に入力されると、第1の金型の厚さL1と第2の金型の厚さL2との差に基いて、可動盤31の移動目標距離が算出される。
(もっと読む)
射出成形機のログイン方法および射出成形機
【課題】
安全性が高く簡易な方法によってログインすることができ、操作者毎に操作可能な範囲を設定できる射出成形機のログイン方法を提供する。
【解決手段】
射出成形機(1)において操作者の認証は、識別番号(15)が記録されたIDカード(13)によって行うように構成する。識別番号(15)は、IDカード読み取り機(11)によって非接触で読み取り、コントローラ(2)内の操作者定義ファイル(12)を照会して、登録されているか否かをチェックする。このようにして認証された操作者には、操作者定義ファイル(12)に定義されている情報に従って、操作可能な操作内容だけを実施できるように許可する。
(もっと読む)
射出成形機のログイン履歴管理方法および射出成形機
【課題】
特定の操作者に関して、いつ、どの射出成形機にログインしたのかを容易に確認することができるログインの履歴の管理方法を提供する。
【解決手段】
射出成形機(1)において操作者の認証は、無線通信装置(11)を介してIDカード(14)から読み取った識別番号(16)によって行う。認証に成功したら、ログインの履歴をIDカード(14)内のログイン履歴ファイル(17)に記録する。ログインの履歴は、ログインした日時と、射出成形機(1)を特定する号機番号とからなる。従って、IDカード(14)内のログイン履歴ファイル(17)を閲覧すると、当該操作者がいつ、どの射出成形機にログインしたのかについて履歴を確認することができる。
(もっと読む)
成形品製造システム
【課題】作業者の技術レベルに依存せず、自動的に成形条件の設定を行なって品質を向上させることができる成形品製造システムを提供する。
【解決手段】
成形品取出機2の吸着ヘッド7に取り付けた成形品温度センサ21で成形直後の成形品の表面温度を検出し、検出した成形品温度に基づいて、成形条件補正部54により射出成形機1の温度圧力設定部52で設定した各種設定値を補正する。成形作業者により煩雑なデータ入力作業を行なうことなく、成形条件を自動的に設定することができる。
(もっと読む)
射出装置
【課題】射出が長時間行われないとき、樹脂材料の熱変形を防止しつつ、生産性を高めることができる射出装置を提供する。
【解決手段】ホッパ17と加熱筒12との間に三方切替弁30を設け、上部の口31をホッパ17に向け、下部の口32を加熱筒12に向け、側部の口33から材料排出管34を延ばし、三方切替弁30と加熱筒12との間にガスを吹込むガス吹込みノズル64を置き、三方切替弁30と加熱筒12との間に所定の滞留条件で樹脂材料が滞留していると制御部71で判断したときに、ガス吹込みノズル64からガスを吹込み、このガスの作用により樹脂材料を排出することで、樹脂材料の熱変形を防ぐことができるようにした。
【効果】スクリューへガスを直接吹付けることができ、スクリュー周りの樹脂材料を効果的に排出させることができる。
(もっと読む)
型内被覆方法
【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高めることができる型内被覆方法を提供する。
【解決手段】 樹脂成形品の表面を被覆する被覆材を金型内に注入する注入工程と、この注入工程で得た金型内の圧力を目標値に近づけた状態で被覆材を金型内に注入する保圧注入工程を備えた型内被覆方法において、保圧注入工程は、注入工程で金型内の圧力が目標値を超えた場合には、被覆材の金型内への注入を停止して樹脂の収縮による金型内の圧力低下を待つ待機工程と、この待機工程で金型内の圧力が目標値より低くなった場合には、金型内の圧力が目標値になるまで被覆材を注入する調整工程からなる。
(もっと読む)
射出成形機の操作履歴保存・表示方法
【課題】射出成形機の操作の履歴を情報が重複することなく、効率よく長期間保存でき、操作の履歴を操作者と共に表示する操作履歴保存・表示方法を提供する。
【解決手段】射出成形機を操作するとき、コントローラ内の操作者認証記録処理(3)によって操作者の認証を要求する。操作者の認証記録はログイン履歴ファイル(F1)に保存する。操作者がした操作の履歴は、操作履歴記録処理(4)によって操作履歴ファイル(F2)に保存する。操作によって設定が変更されたときには変更前後のそれぞれの設定値も保存する。履歴表示処理(5)は、表示要求された操作の履歴を操作履歴ファイル(F2)から読み出し、ログイン履歴ファイル(F1)から対応する操作者の情報を検索して、操作の履歴を操作者の情報と共にディスプレイ装置1に表示する。
(もっと読む)
金型駆動装置
【課題】金型の開閉方向に、金型の内部のキャビティインサートを変位させるテーパプレートに動力を伝える新規な金型駆動装置を提供する。
【解決手段】金型駆動装置33は、動力源となる動力部76bと、一端が上金型70の内部でテーパプレート75に接続され、他端が上金型70の外部で動力部76bと接続される伝動軸76aと、動力部76bに設けられ、伝動軸76aを把持するチャック部91とを有する金型駆動機構76を備えている。金型駆動機構76が、伝動軸76aの軸方向にテーパプレート75を押し引きして、キャビティインサートを型開閉方向に変位させる。
(もっと読む)
転写印刷装置
【課題】従来のレジスターラインを用いることなく、レジスターマークのみを用いて転写箔送り時の位置ずれを修正可能な転写印刷装置を提供する。
【解決手段】帯状体の表面に複数貼付された転写箔を被転写物に転写する転写手段と、帯状体を転写手段に供給する供給手段と、帯状体を幅方向に位置決めする第1、第2の位置決め手段と、転写箔に対応して設けられたマークの位置情報を取得する第1および第2の位置情報取得手段と、取得されたマークの位置情報を予め記憶された登録位置情報と比較する第1および第2の比較手段とを備え、第1の位置偏差が所定値以下の値となるように供給手段および第1の位置決め手段が駆動され、第2の位置偏差が所定値以下の値となるように第2の位置決め手段が駆動されることにより、帯状体が長手方向および幅方向に位置決めされた状態にて、転写箔が転写されることを特徴とする転写印刷装置。
(もっと読む)
射出装置
【課題】スクリューの軸力をスラスト軸受を介さないでロードセルへ伝達できると共に軸受予圧及び軸受の影響を受けない構造の射出装置を提供することを課題とする。
【解決手段】スクリューの軸力は中継ライナー55を介して直接筒形ロードセル53に加わる。そして、予圧用ナット51を締めてスラスト軸受47に予圧を掛けても、予圧用ナット51による締付け力が筒形ロードセル53に加わる心配はない。すなわち、スラスト軸受47に付与する締付け力が加わらない部位に筒形ロードセル53が設けられている。そのため、筒形ロードセル53とは無関係にスラスト軸受47に自由に予圧を掛けることができることになる。
(もっと読む)
21 - 40 / 175
[ Back to top ]