
Fターム[4F206JP11]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237)
Fターム[4F206JP11]の下位に属するFターム
間欠的測定 (40)
検出値の処理、演算 (469)
監視(検出値の判別) (553)
Fターム[4F206JP11]に分類される特許
61 - 80 / 175
金型内可視化装置
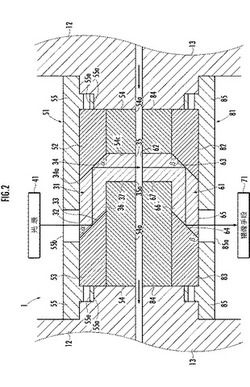
【課題】プリズムを長寿命化することができる金型内可視化装置を提供する。
【解決手段】金型内可視化装置1は、超臨界流体を含浸させた溶融樹脂が射出される1対の金型12,13にキャビティ14に露出して設けられた第1,2のプリズム31,61と、プリズム31を介してキャビティ14内の溶融樹脂に光を照射する光源41と、プリズム31を介して該溶融樹脂を撮像する撮像手段71と、各プリズム31,61を支持する第1,2の支持手段51,81とを備える。第1のプリズム31は、入射面32と、入射面32に対して0°<α<90°の角度を存して交差し、入射された光を反射する第1の反射面33と、反射された光を反射する第2の反射面34と、反射された光をキャビティ14に出射する出射面35とを備える。第1の支持手段51は、第1のプリズム31の第2の反射面34に密着して設けられ、プリズム31をキャビティ14内の圧力に抗して支持する。
(もっと読む)
射出成形体の製造装置

【課題】金型面同士の突き合わせ部位に樹脂材を射出して成形体を製造する射出成形体の製造装置とともに、部品ストック部、部品組み込み装置、成形体ストック部、成形体搬送装置、検品部について合理的な配置をして設備のコンパクト化を図り、これによって製造時間の短縮、製造コストの削減を図る。
【解決手段】金型面同士の突き合わせ部位に樹脂材を射出して成形体11を成形する射出成形装置7と、成形体を検品する検品部14とを、間隙を存して平行状に横配列し、前記成形体の半部に組み込む部品をストックする部品ストック部15、ストックされた部品を成形体半部に組み込む部品組込み装置10および成形体を養生ストックする成形体ストック部13を前記間隙に位置するように縦配列するとともに、射出成形装置7から取出した成型体を成形体ストック部に搬送し、さらに検品部に搬送する成形体搬送装置12を、これら配置されたものの上方空間に配置した。
(もっと読む)
筐体の製造方法及び検出装置
【課題】製造コストを上昇させることなく、インサート成形される金属部材が外部に露出するのを防止すること。
【解決手段】成形金型40に移動可能に設けられたコアピン41で押さえた状態で端子30をインサート成形する筐体の製造方法において、成形金型40内に射出される樹脂材料50の射出圧力よりも大きい押圧力でコアピン41により端子30を押さえるステップと、成形金型40内に樹脂材料50を射出するステップと、コアピン41の押圧力よりも大きい保持圧力を成形金型40内の樹脂材料50に加えてコアピン41を退避させるステップと、コアピン41が退避した部分に樹脂材料50を充填するステップとを具備することを特徴とする。
(もっと読む)
閉鎖可能なホットランナーノズルを備える射出成形工具
【課題】ホットランナーノズルの排出開口が閉鎖ニードルにより閉鎖されているか否かを突き止めることができるようにする。
【解決手段】閉鎖ニードル(2;2′)の少なくとも1つの位置を検出可能な素子(3;3′)が設けられているようにした。
(もっと読む)
活性材料素子を用いた射出圧縮成形方法及び装置
【課題】射出成形用金型内の溶融物を圧縮し、且つ/又は溶融物の収縮を補償するための方法及び装置を提供する。
【解決手段】装置は、キャビティプレートに隣接したキャビティ金型部と、コアプレートに隣接したコア金型部と、金型部の間に形成される金型キャビティと、コアプレートとコア金型部との間、及びキャビティプレートとキャビティ金型部との間のうちの一方又は両方に配置される少なくとも1つの圧電セラミックアクチュエータとを備える。コントローラが少なくとも1つの圧電セラミックアクチュエータに接続されて圧電セラミックアクチュエータを作動させ、それによって金型キャビティ容積を低減させ、溶融物を圧縮させる。
(もっと読む)
射出成形機の制御装置
【課題】 電動モータの機械的な最終出力としての消費電力を得、信頼性の確保された正確な消費電力を検出する。
【解決手段】 電動モータ11に係わる消費電力Wmを含む作動中の消費電力Woを検出する消費電力検出手段2と、検出した消費電力Woから任意に指定した指定検出時間Tcの電力量Poを求める電力量演算手段3と、電力量Poを表示可能な情報表示手段4を備える射出成形機Mの制御装置1を構成するに際して、少なくとも、電動モータ11に係わる消費電力Wmを、電動モータ11の機械出力となる出力トルクTm及び回転速度Rmを用いた演算により求める消費電力検出手段2を備える。
(もっと読む)
サーボモータにおける電流制御方法、電流制御プログラム、記録媒体、サーボモータおよび射出成形機
【課題】余分なd軸電流Idを流すことなく、的確に電圧飽和の発生を防止することができる電流制御方法、電流制御プログラム、記録媒体、サーボモータおよび射出成形機を提供する。
【解決手段】電圧飽和の発生を防止するためにd軸電流を流す電流制御方法であって、d軸電流Id=−|Idmax|・sinθと規定し、各電圧指令値と電圧指令値閾値Voとの比較を所定周期で継続的に行い、時間的に直前の所定回数No回分の比較結果を抽出し、各電圧指令値の少なくとも1つが電圧指令値閾値Voを超えていた回数Nが設定した整数Nb以下である場合、位相角θ=0°とし、回数Nが整数Nbを超えている場合、回数Nが大きいほど前記位相角θを大きくする。
(もっと読む)
電動射出成形機の型締・エジェクタ装置
【課題】本発明は、エジェクタプレートの後退工程中のリターンスプリングによるプレート反力が開放される状態をサーボモータのモータ電流により検出し、次の型閉時の金型破損を防止することを目的とする。
【解決手段】本発明による電動射出成形機の型締・エジェクタ装置は、制御装置の監視モード(27)において、エジェクタプレート(37)の後退時に、リターンスプリング(36)によるプレート反力が解放される状態をサーボモータ(12)のモータ電流値(Im)で検出し、この状態の位置をエンコーダ(13)で検出し、この位置の位置データ(28)と予め記憶されたティーチングモード(25)の基準データ(26)と比較して金型破損を防止する構成である。
(もっと読む)
射出成形機および射出成形方法
【課題】 固定金型と可動金型の間に形成されるキャビティ内に溶融樹脂を射出して成形を行う射出成形機において、油圧式射出成形機と電動式射出成形機の長所を兼ね備えた射出成形機および射出成形方法を提供する。
【解決手段】 固定金型26と可動金型32の間に形成されるキャビティ68内に溶融樹脂を射出して成形を行う射出成形機11において、サーボモータ35によって駆動される型開閉機構の偏移量Aを検出する第一位置検出手段35aと、サーボバルブ47によって駆動される型締シリンダ29の偏移量Bを検出する第二位置検出手段33とにより固定盤17に対する可動盤27の偏移量を求める。
(もっと読む)
成形品取出機
【課題】 ティーチング等の手動操作が行いやすいコントローラを備え、しかも、成形品取出機本体の制御部を複雑化しなくてすむ成形品取出機を提供する。
【解決手段】 成形品取出機1は、成形品取出機本体3と主コントローラ5と副コントローラ7を備えている。副コントローラ7は、主コントローラ5の下位に存在しており、副コントローラ7からの設定は主コントローラ5を経由して伝達される。作業者は、使用用途に応じて主コントローラ5又は副コントローラのいずれを操作するかを決定することができる。
(もっと読む)
樹脂温度検知装置及び射出成形機
【課題】温度センサを容易に交換できる樹脂温度検知装置を提供する。
【解決手段】加熱用バレルシリンダと、加熱用バレルシリンダの先端に取り付けられたノズル5と、を備える射出成形機に設置される樹脂温度検知装置8である。
そして、ノズル5の後端面59には嵌合凹部53が設けられ、嵌合凹部53には流路81aを有する測温リング81と測温リング81をノズル5の先端に向かって押圧するコマ51,52とが嵌め合わされ、測温リング81には温度センサ83を有する測温パイプ82が流路56と直交するように設けられる。
(もっと読む)
樹脂製品の精密加工装置と精密加工方法
【課題】射出成型の利点と切削加工の利点とを併せ持ち、生産性の高い、樹脂成型品の精密加工装置と精密加工方法を提供することを目的とする。
【解決手段】接離自在に合体され、当接面間に樹脂成型品12を射出成型するためのキャビティ16を有する固定金型18及び可動金型20と、固定金型18と樹脂通路22を通じて連結され、キャビティ16に樹脂24を射出する射出機26と、固定金型18から離脱し可動金型20に保持された樹脂成型品12に対して、切削工具30により切削加工を施して所定形状の製品に仕上げる切削装置32と、切削装置32により加工された製品を、可動金型20から排出する排出機構34とを備えている。
製品の仕上がり寸法精度と切削加工の加工精度と可動金型20の切削工具30に対する相対位置制御の精度と固定金型18及び可動金型20のキャビティ16の寸法精度とを整合させた。
(もっと読む)
射出装置
【課題】樹脂供給通路内に介在する樹脂原料のブリッジを回避するため、通路形成部材を冷却水にて冷却する従来の冷却装置は、設備コストが嵩む上に定期的な点検が必要である。
【解決手段】原料樹脂11を収容するチャンバ16が画成され、このチャンバ16内に押し込まれる原料樹脂11を加熱するためのシリンダヒータ20が配された射出シリンダ部13と、この射出シリンダ部13のチャンバ16に連通する樹脂供給通路43が画成された中間支持板31を有し、この中間支持板31の樹脂供給通路43に供給される原料樹脂11を射出シリンダ部13のチャンバ16へと押し込むための材料供給ユニット14とを具えた本発明による射出装置10は、大気側に面する発熱部47と、材料供給ユニット14の中間支持板31に接合される吸熱部46とを有し、樹脂供給通路43内に介在する原料樹脂11のブリッジ現象を阻止するためのペルチェユニット45をさらに具える。
(もっと読む)
成形金型の加熱システム及び加熱方法並びに樹脂成形品の製造方法
【課題】ウエルドラインのない樹脂成形品を、より短い成形サイクルで低コストに成形可能とする成形金型の加熱技術を提供する。
【解決手段】成形金型20が型開きしたときから、第一の制御手段62による加熱手段52の加熱制御により、合流キャビティ面部分の温度を第一の設定温度に向かって昇温させ、合流キャビティ面部分の温度が第二の設定温度となったときから、第一の制御手段62に代わって、第二の制御手段64による加熱手段52の加熱制御により、合流キャビティ面部分の温度を第二の設定温度に保温し、更に、成形キャビティ内への溶融樹脂の充填の完了後に、第二の制御手段64に代わる、第三の制御手段66による加熱手段52の加熱制御により、合流キャビティ面部分を第三の設定温度にまで降温させるようにした。
(もっと読む)
型締力測定センサ
【課題】型締力を測定する歪センサを安定保持し、耐久性に優れ、出力特性も良好で、信号ケーブルの断線防止をも図ることができる型締力測定センサを提供する。
【解決手段】センサ保持体2の中央部に嵌め込んだ弾性嵌込体12の端面に歪センサ5を密着させ、歪センサ5に端部を半田付接続した信号ケーブル5bと、一方のセンサ保持体2と、歪センサに端部を半田付接続した信号ケーブルを前記弾性嵌込体、前記中央部の肉厚部を貫通させてこの中央部より外部に導出した他方のセンサ保持体と、ヒンジ結合により開閉可能に連結し、タイバーの外周に装着して型締力を測定する型締力測定センサ1であって、弾性嵌込体12の端面に設けた半田付部分の膨出部を没入させる没入長溝と、センサ保持体2内における信号ケーブルの配線経路の途中において、その一部を曲がり余裕を持たせつつ固定保持する緩衝接続部とを有する構成とした。
(もっと読む)
射出成形機の監視装置
【課題】本発明は、適切なタイミングで冷間起動防止機能を解除することのできる射出成形機の監視装置を提供することを課題とする。
【解決手段】射出成形機の監視装置は、加熱シリンダ11の所定の位置において加熱シリンダ11の外壁近傍から内壁近傍に向かう熱流束を求める。熱流束の値が閾値以下となったときに冷間起動防止機能を解除する。
(もっと読む)
発泡樹脂成形品
【課題】可動側金型と固定側金型との型締め後、発泡樹脂材料をキャビティ内に射出充填した後、可動側金型を後退させて発泡スペースを確保した状態で発泡反応を誘起させ、所要形状に成形される発泡樹脂成形品であって、周縁部の変形並びに艶ムラを防止することで、外観性能並びに相手部品との合わせ精度を高める。
【解決手段】固定側金型60に対して可動側金型50を型締めし、発泡樹脂材料Mを射出充填した後、可動側金型50を後退させ、発泡スペースを確保した状態で発泡反応を行なわせて成形したドアトリムロア(発泡樹脂成形品)30であって、このドアトリムロア30に立体感を付与する縦壁部33が形成されており、この縦壁部33の先端に薄肉部34を設定するとともに、縦壁部33と薄肉部34との間に板厚徐変部35を設けることにより、製品表面の艶ムラを防止する。
(もっと読む)
被塗装樹脂成形部品の塗装冶具の設計方法
【課題】ワークの塗面の面精度を向上させて品質の安定性を向上させると共に、完成品の形状精度を向上させる被塗装樹脂成形部品の塗装冶具の設計方法を提供する。
【解決手段】塗装対象の樹脂成形部品の意図しない成形変形及び保管変形をCAEによって算出し、この結果に対し、塗装時の熱膨張点を塗装冶具によって接触支持する接触条件を追加していくことによって熱変形を所定の範囲に収め、第一の塗装冶具の接触条件を求める面歪評価工程101と、塗装時に塗装冶具によって接触支持して塗装した結果塗装変形した形状が所要の形状に近付くように接触条件を選択し、第二の塗装冶具の接触条件を求める比較工程201と、それら独立に割り出した接触条件を元に実験計画法によって最良の接触条件を導出する形状決定工程301と、を含み、その結果を塗装冶具の設計に反映させる。
(もっと読む)
射出成形機の温度表示装置
【課題】シリンダ内の樹脂の挙動を容易に且つ迅速に把握することができるような温度表示を行うことのできる射出成形機の温度表示装置を提供することを課題とする。
【解決手段】射出成形機の温度表示装置は、加熱シリンダ11の内壁近傍に設けられた複数の内壁温度センサA−1〜F−1と、内壁温度センサにより検出した温度を表示する表示装置135とを有する。加熱シリンダ11の長手軸に沿って複数の領域Z1〜Z15が設定され、複数の領域の各々に加熱用のヒータh1〜h6が設けられる。表示装置135は、複数の領域のうちから選択された一つの領域に設けられた内壁温度センサにより検出した加熱シリンダの内壁温度を、経過時間を表す値を一つの軸にとり且つ温度をもう一方の軸にとったグラフ中に表示する。
(もっと読む)
樹脂モールド金型とこれを用いた樹脂モールド装置
【課題】マルチポット形式の樹脂モールド金型を備えた樹脂モールド装置で、不良品が形成された樹脂路における不要樹脂体の特定を可能とし、金型の不都合点を特定して不良の原因究明を可能にする樹脂モールド金型およびこれを用いた樹脂モールド装置を提供する。
【解決手段】ポット12を介して金型部材に装着されたプランジャ14によって樹脂モールド時に圧送された樹脂30を通過させてキャビティ18に供給する樹脂路11が略同一の形状に複数構成されて、圧送された樹脂30が樹脂路11で硬化して不要樹脂体20が形成されるとともに樹脂路11を介して供給された樹脂30がキャビティ18で硬化して成形品が形成される樹脂モールド金型10であって、不要樹脂体20に対して互いに異なる表示内容の不要樹脂体識別子12Z,14Zを付与する識別子付与部12A,14Aが樹脂路毎に設けられていることを特徴とする。
(もっと読む)
61 - 80 / 175
[ Back to top ]