
Fターム[4F206JP12]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 間欠的測定 (40)
Fターム[4F206JP12]に分類される特許
1 - 20 / 40
電動射出成形機の電圧監視方法および電動射出成形機
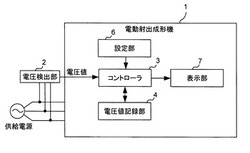
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
成形機、及び射出制御方法

【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
樹脂詰まり検出装置および樹脂詰まり検出方法
【課題】金型に設けられた複数のエアベントのそれぞれについて、樹脂の詰まりを検出することが難しいという問題を解決することが可能な樹脂詰まり検出装置を提供する。
【解決手段】圧力センサ1A〜1Bを有する検出部は、キャビティー21に設けられた複数のエアベントのそれぞれと接続された複数の配管のそれぞれにかかる圧力を検出する。データ収集部2は、各圧力の時間変化を監視し、各時間変化に基づいて、各エアベントの状態を示す複数の状態値を求める。異常判定制御部3は、複数の状態値に基づいて、エアベントごとに、そのエアベントに前記樹脂が詰まっているか否かを判断する制御部と、
(もっと読む)
可塑化状態監視手段を有する射出成形機の制御装置
【課題】計量中のスクリュ回転速度や計量ストロークの変動に影響されること無く、可塑化能力の指標値を正確に算出することができる射出成形機の制御装置を提供すること。
【解決手段】射出・保圧工程を実行し、計量開始し、計量開始時のスクリュ回転エンコーダ値C1を検出し記憶し、計量開始時のスクリュ位置X1を検出し記憶する(SA100〜SA103)。計量完了か否か判断し、計量完了の場合には、計量完了時のスクリュ回転エンコーダ値C2を検出し記憶し、計量完了時のスクリュ位置X2を検出し記憶する(SA104〜SA106)。スクリュ後退量/スクリュ回転量であるΔX/ΔCを算出し、ΔX/ΔCが良品範囲内か否か判断し、良品範囲内である場合良品判定を出力し、良品範囲内ではない場合不良品判定を出力し、運転終了か否か判断し、運転終了でない場合にはステップSA100へ戻り処理を継続し、運転終了の場合には処理を終了する(SA107〜SA111)。
(もっと読む)
射出成形機及び射出成形方法
【課題】 バリの発生に関する有用な情報を提供すること。
【解決手段】 本発明は、型締力を検出する型締力センサを備える射出成形機であって、保圧工程完了時の型締力センサの検出値及び/又は冷却工程完了時の型締力センサの検出値を表示出力する表示手段を備えることを特徴とする。表示手段は、好ましくは、保圧工程完了時の型締力センサの検出値及び冷却工程完了時の型締力センサの検出値の双方を表示出力する。また、表示手段は、好ましくは、更に、充填開始時の型締力センサの検出値を表示出力する。
(もっと読む)
型締装置および型締装置の制御方法
【課題】金型の温度変化等の成形サイクルを重ねた際に発生する問題に対応して、型締装置のハーフナット機構のハーフナットと係合部とを係合後に型締シリンダを作動させて成形金型の型締を行うまでのタイムロスを極めて小さくすることを可能とした型締装置および型締装置の制御方法を提供する。
【解決手段】型締装置12のハーフナット機構19はハーフナット20と係合部21とが隙間がある状態で係合可能に設けられ、ハーフナット20を係合部21に対して係合した後に型締機構22の作動によるハーフナット20の型締面20bと係合部21の型締面21bとが当接されるまでの空走距離T,T1,T2に基づいて型締側の部材であるが係合開始位置Ln+1に移動制御される。
(もっと読む)
電子サイクルカウンタ
金型動作に従って、プロセッサにカウント信号を送信するアクチュエータを有する、金型サイクルカウントを保持するためのモニタ。モニタは、活動モード(active mode)とスリープモードとを有するタイマをさらに含む。プロセッサは、金型の活動期間およびスリープ期間を考慮して、金型の平均サイクル時間と、活動率とを生成する。  (もっと読む)
(もっと読む)
射出成形機のモード切換方法
【課題】 計量工程のモード切換を行う場合でも的確な設定変更による円滑な切換を可能にするとともに、成形条件の見直しの時間を解消又は短縮して生産効率を高める。
【解決手段】 モード切換が行われたなら、第一計量モードM1による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、スクリュ2が射出工程中における条件切換位置Xc…に達したなら当該条件切換位置Xc…における積分値を基準積分値Ds…として記憶する条件学習処理を行い、この後、第二計量モードM2による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、得られる積分値Ddが記憶した各基準積分値Ds…に達したなら基準積分値Ds…に達した位置を新たな条件切換位置Xc…に変更する条件適用処理を行う。
(もっと読む)
射出成形機の電力管理システム
【課題】射出成形機による使用電力量の集中を防ぎ、これによりデマンド時間の平均使用電力を抑えて契約電力を抑制可能な射出成形機の電力管理システムを提供すること。
【解決手段】max台の射出成形機21〜2maxは、通信回線5を介して管理装置1に接続され、それぞれ電力線4を介して主電源から電力が供給され、電力測定器31〜3maxが設置されている。電力測定器3はそれぞれ設置された各射出成形機2の使用電力を測定する。射出成形機21〜2maxの制御装置は、使用電力のデータを元にサンプリング時間毎の使用電力量を算出し、通信回線5を介して管理装置1に送信し、管理装置1は電力量監視値あるいは最大許容電力量に基づき電力削減措置の要否を判断する電力監視処理を実行する射出成形機の電力管理システム。
(もっと読む)
射出成形機の電力監視装置
【課題】射出成形機の使用電力を電力料金の算定根拠となるデマンド時間単位で時刻に対応させて積算、さらに時刻に対応させて射出成形機の電力監視装置を提供する。
【解決手段】計測を開始する時点の時刻情報を取得し、経過時間tおよび積算使用電力量を初期化する(SA100、SA101)。1制御周期毎の電力量を計算し、計算して求めた電力量を制御周期毎に1分間毎に積算し使用電力量を算出し、現在時刻情報を取得する(SA102〜SA107)。稼動状態の情報を取得し、積算使用電力量を算出し、現在時刻情報に対応させて稼動状態の情報および積算使用電力量を記憶装置に記憶する(SA108〜SA110)。経過時間を1分増加し経過時間tがデマンド時間の30分を経過すると、次のデマンド時間30分間の積算使用電力量を算出するためステップSA101へ戻る(SA111、SA112)。
(もっと読む)
射出成形機の制御装置
【課題】 可塑化異常、特に、可塑化が不十分であることを的確に把握するとともに、可塑化異常に対して有効な対策を速やかに施すことができるようにする。
【解決手段】 加熱筒2における前部2fのメータリングゾーン,中間部2mのコンプレッションゾーン及び後部2rのフィードゾーンに付設したヒータ3f,3m,3rを通電して加熱筒2を加熱する加熱筒加熱手段Fhと、各ゾーンの検出温度THd…が予め設定した目標温度THs…となるようにヒータ3f…を通電制御する温度制御手段Fcとを備えるとともに、前部2f及び/又は中間部2mに付設したヒータ3f,3mに対する制御指令値Ccf,Ccmが予め設定した閾値Csf,Csmを越えたなら樹脂の可塑化異常と判定する異常判定手段Fjと、可塑化異常と判定されたなら少なくとも可塑化異常が発生した旨の警報表示を行う警報表示手段Faを含む異常処理手段Fpを備える。
(もっと読む)
金型冷却回路の状態検知装置
【課題】簡素な構成でありながら、金型冷却回路の流通状態を精度良く検知することができる状態検知装置を提供する。
【解決手段】金型2の内部に設けられる冷却回路の流通状態を検知するための状態検知装置10である。この状態検知装置10は、温度計測手段としての温度計6と、温度差算出手段および判定手段を具備する演算装置8とを備える。温度計6によって排水温度を1ショット毎に計測し、この温度計測ステップ11で計測した第(N)ショットと第(N−1)ショットとの間における排水の温度差ΔKを算出する。判定ステップ13において、温度差算出ステップ12で算出した温度差ΔKを、予め設定した許容温度差Kaと比較することによって冷却回路の流通状態の良否を判定する。
(もっと読む)
射出成形装置、成形品、および射出成形方法
【課題】滞留時間の変動によって溶融樹脂の物性が変化した場合においてもショットごとのキャビティの内圧のばらつきを抑制して、成形品の品質を向上させることが可能な構成の射出成形装置を提供する。
【解決手段】先端部に金型10内のキャビティ13に連通するノズル部22が設けられたシリンダ21と、加熱シリンダ21内に収容されたスクリュー30と、スクリュー30を加熱シリンダ21内で進退駆動する射出駆動機構50とを備え、スクリュー30を進退移動させることにより、シリンダ21内に供給され加熱溶融されて滞留する溶融樹脂をノズル部22からキャビティ13内に射出して、キャビティ13内に射出された溶融樹脂に対して保圧力を付与することにより、所要の成形品を成形する射出成形装置1であって、シリンダ21内における溶融樹脂の滞留時間を計測するとともに、この滞留時間に応じて算出される保圧力をキャビティ13内の溶融樹脂に付与するようにスクリュー30の進退移動を制御する制御装置60を有して構成される。
(もっと読む)
成形品取出し機の樹脂成形品検査システム及び樹脂成形品検査方法
【課題】樹脂成形品を複数個所で検査して良否を判別することにより樹脂成形品を高い精度で検査する。樹脂成形機の操作側または反操作側におけるスペースを充分に確保し、金型交換作業や保守作業の障害になるのを回避する。
【解決手段】少なくとも1本のアームを回動して樹脂成形品を保持するハンドユニットを三次元方向へ移動する関節ロボットを成形品開放位置側の本体フレームに固定する。関節ロボットの可動範囲内に樹脂成形品を撮像して画像データを出力する成形品撮像手段を設ける。制御手段により予め設定された移動位置データに基づいて関節ロボットを駆動してハンドユニットを移動制御すると共に入力される画像データと予め記憶された基準画像データに基づいて樹脂成形品の良否を判別する。
(もっと読む)
射出成形機の表示装置
【課題】1成形サイクルの並列工程時間の測定、複数の工程に跨る時間の測定、任意の工程の終了から開始までの時間測定等から、サイクル時間短縮に役立つ射出成形機の表示装置を提供する。
【解決手段】射出成形機は、任意のタイミングからの経過時間を工程毎に記憶する手段、第1軸を前記任意のタイミングからの経過時間と第2軸を各工程の動作および停止状態としてグラフ表示する手段、各工程毎の開始時刻と終了時刻を抽出する手段、カーソルを前記第1軸に沿って該開始時刻または終了時刻に対応した位置に移動させる手段301〜312を有し、前記任意のタイミングからの経過時間を画面上に表示する。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
射出成形方法および射出成形機
【課題】ホットランナとバルブゲートを備えた金型を使用して成形するとき、バルブゲートから溶融樹脂が漏れず、成形不良が生じない射出成形方法を提供する。
【解決手段】ホットランナとバルブゲートとを備えた金型(3)に、射出圧力を検出する圧力センサ(34)と、コントローラ(35)とを設ける。射出圧力が所定の圧力に達したらコントローラ(35)は、バルブピン(27)を後退させてバルブゲートを開にする。
(もっと読む)
型締装置及び型締制御方法
【課題】駆動用モータを有効に利用し、かつ金型の開閉時間を短縮させることができる型締装置、及び駆動用モータの制御方法を提供すること。
【解決手段】型締装置は、固定ダイプレートと、リアプレートと、前後動自在に設けられた可動ダイプレートと、トグル機構と、クロスヘッドを駆動させる駆動用モータとを備えている。クロスヘッドの停止位置と、停止位置からクロスヘッドを加速させるときの加速度や停止位置に停止させるときの減速度とを対応させる。停止位置に対応した加減速度でクロスヘッドを作動させる。これにより、可動ダイプレートを加減速させる際の駆動用モータの出力トルクを、可動ダイプレートの位置にかかわらず一定の値にできる。また、金型の開閉時間を短縮できる。
(もっと読む)
金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置
【課題】金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置を提供すること。
【解決手段】射出成形機を制御する制御装置20は、クロスヘッド位置検出手段である位置・速度検出器11により検出されたクロスヘッド位置から幾何学的に求められるトグル式型締機構の拡大率と電流検出器12により検出されたモータ電流値に基づいて可動プラテン3の推力を算出し、算出した可動プラテン3の推力の一定時間に対する変化量を求め、該変化量があらかじめ設定した変化量に到達したか判断し、前記あらかじめ設定した変化量に到達したときの前記クロスヘッドの位置を金型閉鎖位置として検出する。
(もっと読む)
金型精度の診断方法
【課題】 事故を事前に予防する観点から診断可能にして金型に対する十分な診断能力を確保するとともに、部品コスト面及び製造コスト面の双方の有利化を図る。
【解決手段】 型締装置Mcに取付ける金型Cの精度を診断するに際し、型締装置Mcに備える可動盤2mを、予め設定した所定の移動条件により移動させて初期状態における所定の物理量を順次検出して基準データを得るとともに、この後、診断対象となる金型Cを取付けた可動盤2mを、所定の移動条件により移動させて非初期状態における所定の物理量を順次検出して診断データを得、得られた基準データDsと診断データDdの偏差Et,Efに基づいて金型Cの精度を診断する。
(もっと読む)
1 - 20 / 40
[ Back to top ]