
Fターム[4F206JQ06]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 装置細部の共通的特徴 (819) | 取付け、支持、交換 (465)
Fターム[4F206JQ06]に分類される特許
161 - 180 / 465
樹脂への超音波振動付与装置、この超音波振動付与装置を用いて製造した樹脂組成物
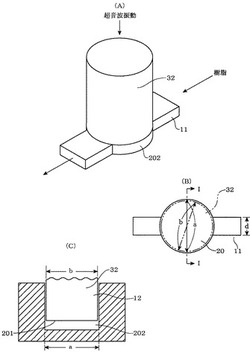
【課題】樹脂ブレンドの混練性,相溶性を向上させ、樹脂に添加した添加剤やフィラーの分散性を向上させる。
【解決手段】溶融した樹脂に、超音波振動を付与する超音波振動付与装置において、超音波振動を前記樹脂に付与する振動子又はこの振動子の振動を前記樹脂に印加する振動伝達部材を有し、前記溶融した樹脂の流れる流路の一部に、前記振動子又は前記振動伝達部材の下面の全部又は一部が臨む印加部20を形成し、かつ、前記振動子又は振動伝達部材の下面201の幅(b)を、前記流路11の幅(d)より広くした。また、前記流路11の幅(d)を、印加部20における流路の幅201(a)の60%〜15%とすることが好ましい。
(もっと読む)
積層成形体の成形方法並びに成形装置

【課題】積層成形体の成形方法並びに成形装置であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保し、かつ表皮のセット作業を簡素化し、表皮の成形性能を高める。
【解決手段】樹脂芯材20、111の表面に表皮30、112をモールドプレス成形工法、射出成形工法により一体化する際、表皮30、112を加熱軟化処理した後、アシストモデル70に一体化した表皮セット枠75に直接セットするか、表皮30、112を保持した表皮枠80をアシストモデル70の表皮枠用受け治具76に装着するかのいずれかの方法を採用することで、表皮30、112のセット作業を簡素化し、かつ表皮30、112の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ない、シャープな形状出しを可能にする。
(もっと読む)
可塑化スクリューの組立及び分解のための方法及び装置
本発明は、可塑化スクリュー(1)と射出成形機のスクリュー駆動装置の駆動端部(11)とを締め付け連結部(10)によって組立及び分解するための方法及び装置に関する。スクリュー駆動装置は可塑化シリンダー(1)の制御された直線運動及び回転運動を生ぜしめるように形成されている。連結は締め付け手段を介して行われ、締め付け手段は有利には機械式の締め付け連結部(10)として形成されており、回転駆動力及びスクリュー戻し力は摩擦結合に基づき伝達され、かつ軸線方向の射出力はストッパーに基づき伝達される。組立過程及び分解過程はスクリュー駆動装置の制御によって支援される。可塑化スクリュー(1)はさらに熱収縮式結合部若しくは液圧式の締め付け装置(23)による解離可能な締まり嵌め結合部によって連結され若しくは連結解除されるようになっていてよく、この場合に可塑化スクリュー(1)は連結に際してストッパーに当接されるようになっている。  (もっと読む)
(もっと読む)
芯材を有する成形品と、射出プレス成形方法および射出成形機
【課題】 芯材を有する成形品を射出成形機によって製造可能な射出プレス成形方法を提供する。
【解決手段】 移動型22の内部に芯材41を取付けたのち、固定型20と移動型22とを型締することにより、芯材41の一方の面41aと固定型20との間に第1のキャビティ61を形成する。第1の射出工程において、射出装置によって第1のキャビティ61内に材料M1を充填する。そののち移動型22を型開き方向に少し移動させることにより、芯材41の他方の面41bと移動型22との間に第2のキャビティ62を形成する。第2の射出工程において、第2のキャビティ62に材料M2を射出したのち、再び固定型20と移動型22を型締することにより、固定型20と移動型22との間で、材料M1,M2を加圧する。これら一連の射出プレス動作により、芯材41とスキン部材42とを有する成形品40が所定形状に成形される。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保する。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30をトップ層31裏面にクッション層32を裏打ちした積層シート材料を加熱軟化処理した後、成形上型50の型面に真空成形するとともに、アシストモデル80のモデル型84を成形上型50の型面に押し付け、表皮30を成形上型50による真空成形と、成形上型50とモデル型84とのプレス圧により、薄肉状に精度良く成形した後、アシストモデル80の下降途中にアシストモデル80から冷却用エアを表皮30に強制的に吹き付けて冷却を速める。従って、表皮30を精度良く短時間に薄肉で均一厚みを達成できるように成形できるとともに、熱的ダメージが表皮30に及ぶことを回避できる。
(もっと読む)
防振装置の成形型及び製造方法
【課題】成形した防振装置を円滑に脱型することができる防振装置の成形型及び製造方法を提供すること。
【解決手段】内筒2と外筒3との間に形成されたキャビティ8にゴム状弾性体の成形材料を注入充填可能に構成されており、そのゴム状弾性体の軸方向側面を成形する成形面部31と、成形面部31の中央に配され、内筒2の下端開口より嵌入して内筒2の下端面を支持し、上方に向かって突き上げ可能に構成された支持ピン34と、成形面部31の外周側に配され、外筒3の下端面の外周側部分に対向する対向面76を有するストリッパー型部7bとを備え、型開き時に、支持ピン34が突き上がるのと略同時に、ストリッパー型部7bが下型6から分離して上方に変位するように構成されている。
(もっと読む)
成形金型装置及び軸状成形品の成形方法
【課題】固定側型板、可動側型板の全体を交換しないで仕様の異なる成形品を成形できるようにする。
【解決手段】半径に対応した第1〜第6の固定側分割入れ子31,32,33,34,35,36を固定側入れ子収納部30に収納し、半径に対応した第1〜第6の可動側分割入れ子44,45,46,47,48,49を可動側入れ子収納部43に収納した後、固定型12と可動型13とを型閉し、この後第1〜第6の固定側分割入れ子31,32,33,34,35,36と第1〜第6の可動側分割入れ子44,45,46,47,48,49に形成された製品キャビティ14に溶融樹脂を注入して成形する。異なる半径に仕様変更して成形するときに、第3の固定側分割入れ子33、第3の可動側分割入れ子46に代えて異なる半径に対応する第7の固定側分割入れ子、第7の可動側分割入子を交換して成形する。
(もっと読む)
射出成形機のテーブル回転装置
【課題】ロータリーテーブルをその剛性を可及的に小さく抑えて軽量として、所要回転トルクが小さくかつ高速回転可能とし、成形サイクルを短縮し、構造を簡単にする。
【解決手段】射出成形機のテーブル回転装置1は、ロータリーテーブル3の下面と固定盤5のスライドプレート13の上面との間に圧縮空気を噴き出す空気溝(空気孔)23aと、圧縮空気供給源25を空気溝23aに連絡させる空気配管26に設けられ、圧縮空気供給源25から空気溝23aへの圧縮空気の供給およびその停止の切換を行う電磁切換弁(切換弁)27と、電磁切換弁27による切換動作の動作タイミングを複数設定できる設定器31と、設定器31によって設定された動作タイミングにもとづいて電磁切換弁27と型開閉装置の型締作動装置とサーボモータ(回転駆動装置)17の動作を制御する制御装置30とを設けた構成とされている。
(もっと読む)
射出成形機
【課題】計量時の溶融樹脂の圧力を高精度に検出することが可能な射出成形機を提供する。
【解決手段】フロントプレート22とリアプレート28とを結合したタイバー37、ロードセル40の設けられたプッシャープレート26を移動させるボールネジ機構60を備え、プッシャープレート26を敷設されたリニアガイド38で支持する。スクリュー24の後退と連動してプッシャープレート26が移動され、ロードセル40が溶融樹脂の圧力を検出する際、撓まないよう敷設されたリニアガイド38でプッシャープレート26を案内するので、ロードセル40は、プッシャープレート26の移動により生じる背圧を高精度に検出することができる。
(もっと読む)
射出成形用金型分離装置
【課題】 射出成形用金型を吊り上げる際の射出成形用金型の重心をバランスが良く容易にだして維持することにより、射出成形用金型の分割作業が安全で容易に無駄をすることなく短時間で行われるようになり、射出成形用金型のガイドピンの干渉や損傷等を防止する射出成形用金型分離装置を提供する。
【解決手段】 載置する射出成形用金型100の全部又は一部を吊るすワイヤーロープ1と、前記ワイヤーロープ1の両端側にそれぞれ固定されて前記射出成形用金型100の可動側101または固定側102に設けられるアイボルト取付け螺子穴103に取り付けられるアイボルト104に引っ掛けるフック部材2と、前記フック部材2付きの前記ワイヤーロープ1を回動可能に装架して吊るし上げる前記射出成形用金型100の重心をだして保持する滑車付きクレーンフック3を備える。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブと、その表面側に一体化される加飾材とからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、樹脂リブの収縮歪みを成形金型の型開動作で吸収し、ヒケを防止する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22と、表面側に位置し、クッション性を有する加飾材23との積層構造体から構成され、樹脂リブ22を成形するために溶融樹脂M1を射出充填した後、成形上型41を復元モードまで上昇させ、加飾材23、発泡樹脂基材21に加わるプレス圧を緩和して、樹脂リブ22成形時における収縮歪みを加飾材23の弾性作用で相殺する。
(もっと読む)
射出成形機
【課題】計量工程時(背圧制御時)の樹脂圧の検出精度を向上させること。
【解決手段】加熱シリンダの後部を固定したヘッドストックと、射出用駆動源を搭載した保持ブロックと、加熱シリンダ内に回転並びに前後進可能に配設されたスクリュと、スクリュの後端を固定した回転体と、回転体を回転可能に保持すると共に、ヘッドストックに対して前後進可能な直動ブロックとを、備えた射出成形機において、ロードセルユニットを、ヘッドストックと保持ブロックの前端部との間に挟み込んで配置し、ロードセルユニットの一部をヘッドストックに固定すると共に、ロードセルユニットの他の一部を保持ブロックの前端部に固定した、構成をとる。
(もっと読む)
成形装置の段取装置
【課題】省スペース化を目指し、工場敷地の拡大化の抑制を図った、成形装置の段取装置を提供する。
【解決手段】一対の成形装置10,10間に、共用の金型搬送手段11を配設する。
この金型搬送手段11としては、移動式金型搬送手段11A、または固定式金型搬送手段11Bがある。
前記成形金型部15には、周知の金型搬出入の検出手段18,18を設ける。
そして、一対の成形装置10,10間には、成形装置10間の間隔を調整する中間台19を設けて、現場に対応して、成形装置10間の間隔を調整する構成とする。
(もっと読む)
成形品の製造方法
【課題】金型のキャビティを仕切り用インサートで仕切り、仕切った各キャビティに異種の成形材料を射出するウェザストリップの型成形部の製造方法において、仕切り用インサートと中空部の接着強度を高めると共に、成形時に仕切り用インサートを位置決めして異種成形材料同士の混入を防止する。
【解決手段】金型の中空部を形成するキャビティ29は、トリム部を形成するキャビティ28に接続される根元が該キャビティ28に向って次第に幅広に形成され、中空部と仕切り用インサート33との接触面積を増大させて接着力を増加する。仕切り用インサート33はトリム型23のピン32にピン嵌合孔34を嵌合させて位置決めする。
(もっと読む)
微小流路構造体を製造するための部材及び製造方法
【課題】流体を流すための微小流路に相当する凹部と、流体を導入、あるいは排出するための貫通孔が1回の成形で形成され、かつ微小流路に相当する凹部と貫通孔が連通した微小流路基板の製造方法を提供する。
【解決の手段】流体を流すための微小流路及び貫通孔を備えた微小流路基板を有し、かつ前記微小流路と前記貫通孔が連通部において連通していることを特徴とする微小流路構造体を製造するための微小流路基板に貫通孔を形成するためのピンを備え前記ピンの位置及びピンの本数を任意に変更可能な金型及び、金型を用いて一回の成形により微小流路に相当する凹部及び所定の位置に貫通孔を形成する方法を用いる。
(もっと読む)
射出成形装置
【課題】吊持バーの抜き取りの誤りによって金型を損傷させてしまう恐れのない射出成形装置を提供する。
【解決手段】上熱盤ユニット40と上金型32Aとを上部ホルダ18に脱着可能に取り付けるようになした射出成形装置において、挿入溝44に挿入されて支持部42L,42Rに固定されるとともに、上熱盤ユニット40,上金型32Aの左,右端部を吊持する上側吊持バー46L,46R,下側吊持バー48L,48Rを設け、それらの挿入溝44への挿入及び抜取りによって上熱盤ユニット40,上金型32Aを取り付け、取り外しするようになす。そして下側吊持バー48L,48Rの取手60には、上側吊持バー46L,46Rの取手60に係合して上側吊持バー46L,46Rの抜出しを阻止するロックバー62を設けておく。
(もっと読む)
電動式射出装置
【課題】電動式射出装置の前後プレートの連結に長尺の鋼板を採用し、その鋼板を圧力検出用の歪み部材とすることによって、装置が小型化されても射出圧力や背圧力を鋼板の歪み量から正確に測定できるようにする。
【解決手段】射出加熱筒を備えた前プレートと射出駆動用の電動モータを備えた後プレートとの間に、射出加熱筒内のスクリュの後端を回転自在に保持した射出プレートを進退自在に設ける。それらプレートを機台上面に敷設したガイド手段の摺動台に固着して機台上に移動自在に立設する。前プレートと後プレートを上記射出プレートから離してプレート両側に架設した長尺の鋼板により連結する。鋼板の少なくとも一方を側面に歪み検出器を添設して圧力検出用の歪み部材とする。
(もっと読む)
射出成形装置およびその射出成形ユニットの固定構造
【課題】射出ユニットが交換可能な射出成形装置において、射出シリンダを安定して保持できないものがあった。
【解決手段】本発明の射出ユニット13の固定構造は、成形材料を射出する射出ユニット13が取り付けられる支持部材15と、支持部材15に射出ユニット13を固定するためのユニット固定ブロック16と、射出ユニット13の先端部が差し込まれる貫通穴17が形成された固定プラテン18と、貫通穴17の軸線と交差する第1の方向に移動可能に固定プラテン18に支持され、貫通穴17に差し込まれた射出ユニット13の先端部の外周面に当接し得る位置決めブロック19と、この位置決めブロック19を第1の方向に沿って移動させて射出ユニット13の先端部の外周面に押し当て、これにより位置決めブロック19と反対側に位置する射出ユニット13の先端部の外周面を貫通穴17の内面に押し当てた状態に保持する押圧ブロック20とを具える。
(もっと読む)
溝付き成形体の成形方法及び成形装置
【課題】裏面に溝を備える溝付き成形体の成形に当たり,溝に干渉されることなく成形性を良好にすると共に,成形体の表面にひけや艶むらが発生しないようにする。
【解決手段】成形型10を閉じて,その成形型10内に溝無しの成形体01に対応するキャビティ21を形成する第1工程と,キャビティ21に溶融した合成樹脂を充填して溝無しの成形体01を成形する第2工程と,成形型10から溝形成コア20をキャビティ21側に突出させて溝無しの成形体01の裏面に食い込ませることにより,溝付きの成形体1を成形する第3工程と,成形型10を開いて溝付きの成形体1を取り出す第4工程とを実行する,溝付き成形体の成形方法において,第4工程では,溝付きの成形体1の取り出しを,溝形成コア20を溝付きの成形体1に付着した状態で行い,溝付きの成形体1の冷却後,溝形成コア20を溝付きの成形体1から離脱させる第5工程を実行する。
(もっと読む)
インサート成形品の製造方法およびインサート成形用の成形型
【課題】インサート成形後にインサート部材と樹脂成形部との間の境界部分を外部に露出させないようにしてインサート部材の位置決めを行う。
【解決手段】本発明におけるインサート成形品1は、インサート部材10,20と、インサート部材10,20と一体に成形される樹脂成形部30とを備えている。インサート部材10の接続端子11の一端11Aは、成形型40の型抜き方向に沿って突出し、接続端子11の一端11Aと対向するキャビティの内面には、接続端子11の一端11Aが挿入されるセット孔44が設けられている。成形型40のキャビティ面の一部をインサート部材10の側面と接触させるとともに、その接触面43Aには、型抜き方向と直交する方向に移動可能なスライドコア45を形成し、インサート部材10,20の側面のうち接触面43Aと接触する被接触面13には、スライドコア45が嵌合および離脱可能な嵌合部12を設けた。
(もっと読む)
161 - 180 / 465
[ Back to top ]