
Fターム[4F206JW21]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 機械的処理 (325)
Fターム[4F206JW21]の下位に属するFターム
バリ取り(脱型後の) (37)
切断 (139)
切削、研磨 (28)
変形、形状調整(←圧縮) (55)
Fターム[4F206JW21]に分類される特許
61 - 66 / 66
樹脂製軸受部品及びその製造方法

【課題】 軸孔に筒状の電鋳部をインサートモールドで一体成形した樹脂製軸受部品とその製造方法であって、特に高精密な回転又は摺動又は摺動回転を必要とする軸受部に好適である。
【解決手段】 軸受部品13の軸孔に適合するマスター軸1から成形後に分離した電鋳殻である筒状の電鋳部3が、樹脂成形部11の軸心にインサートモールドで一体成形されている樹脂製軸受部品及び、軸孔に適合する筒状の電鋳部3をマスター軸1の外周に設けた電鋳軸4を造る工程と、電鋳軸4を金型内に装着して射出成形を行い、軸心に電鋳軸4をインサートした樹脂成形品12を造る工程と、樹脂成形品12からマスター軸1を分離し、軸孔に電鋳殻である筒状の電鋳部3を一体形成した軸受部品13にする工程とを備えている樹脂製軸受部品の製造方法。
(もっと読む)
インモールド成形における窓部の製造方法及び射出成形金型の構造

【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
高精度位置決め部品供給用運搬キャリア
仕分けるのが困難な小型部品、特にプラスチック部品を供給する、高精度に位置決めされた高精度配置部品用運搬キャリア(1)は、小型部品(12)に配置された位置決め及び接合用補助器具(4)を収容する為に打ち抜かれたレセプタクル及び固定オリフィス(3)を有する、平坦な運搬用ストリップ(2)が提供されることを特徴とする。さらに、ステーションを組み立てる為に、仕分けするのが困難な小型部品、特にプラスチック部品を提供する方法は、以下のステップ:互いに小型部品(12)に接続された位置決め及び接合用補助器具(4)を提供するステップと;レセプタクルオリフィス及び固定オリフィス内で位置決め及び接合用補助器具(4)を冷間加工で据え付けるステップと;運搬キャリア(1)により、小型部品(12)をアセンブリステーションに移動させるステップと;高精度に位置決めされた小型部品(12)をレセプタクルオリフィス及び固定オリフィス(3)から取り外すステップと;運搬キャリア(1)を供給回路に戻すステップと;を有する。本発明は、仕分けが困難な小型部品を供給する高精度に位置決めされた部品の為の再生可能な運搬キャリアを生み出すので、運搬キャリア及び成型コストにおける対応した節約を許容する。さらに、本発明は、射出成型機の外側にある交換可能な成型バーからキャリアストリップを組み立てることを可能にし、更なる運搬の前に拒絶部品を仕分けすることを可能にする。 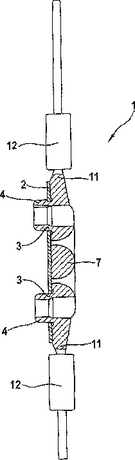 (もっと読む)
(もっと読む)
インモールド・デコレーション用のパターンを描いた薄膜構造物を形成する方法
基材上のパターンを描いた薄膜構造物又はインモールド・デコレーション膜を形成する方法を開示する。マスキング用コーティング又はインク等の材料を用いてパターンを印刷するが、一の態様では、印刷された材料が存在しない領域に所望の構造物が形成されるような、即ち、形成すべき薄膜構造物のネガティブなイメージが印刷されるようなパターンである。別の態様では、基材から剥離することが困難である材料を用いてパターンが印刷され、印刷された材料が存在する領域に所望の薄膜構造物が形成される、即ち、薄膜構造物のポジティブなイメージが印刷される。パターンを描いた基材上に薄膜材料を堆積し、不要な領域を剥離し、パターンを描いた薄膜構造物を残す。  (もっと読む)
(もっと読む)
無菌環境下でバイアルを製造する方法および装置
医薬バイアルの製造方法であって、バイアル10および密閉部20を個々のバイアルおよび密閉部鋳型30、40で並列に成形し、次に密閉部20およびバイアル10を自動的に一体に組み立て、それらをいずれも無菌環境で行う方法。その方法を行うための装置も提供される。本発明の方法および装置によって、内部が無菌である封止バイアルを作製することができる。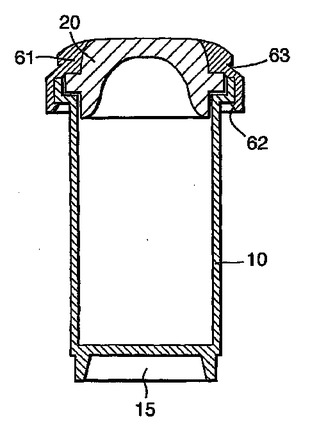 (もっと読む)
(もっと読む)
樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピン
【課題】ヒケ等の成形過程における不具合を回避しつつ規定に基づいた正確な形状等を得ることができ、且つ、樹脂成形における作業性を向上させることができる樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピンを提供する。
【解決手段】キャビティの長手方向中心軸aに沿って出没自在の第1軸棒9,10を有する第1金型8と、キャビティの長手方向中心軸bに沿って出没自在の第2軸棒16,17を有する第2金型15とを用い、キャビティ内に第1軸棒9,10を挿入しつつ溶融合成樹脂を流し込み、中芯部2を得る中芯部成形工程と、第1軸棒9,10により成形された中芯部2の穴に第2軸棒16,17を挿通して位置決めした後、第2金型15のキャビティと中芯部2との間に溶融合成樹脂を流し込み、中芯部2の外表面に表皮3を得る表皮成形工程と、を含むものである。
(もっと読む)
61 - 66 / 66
[ Back to top ]