
Fターム[4F206JW26]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 機械的処理 (325) | 変形、形状調整(←圧縮) (55)
Fターム[4F206JW26]に分類される特許
1 - 20 / 55
樹脂成形品製造方法及びフィルム
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
ワッシャ、発泡成形体、並びに発泡成形体の製造方法及び取付構造

【課題】部材に設けられる発泡成形体取付用の突起の突出高さを比較的小さくすることが可能であり、且つ、発泡成形体との結合強度を簡易な構成にて十分に高くすることが可能なワッシャと、このワッシャを備えた発泡成形体と、この発泡成形体の製造方法と、この発泡成形体の部材への取付構造とを提供する。
【解決手段】ワッシャ1は、発泡合成樹脂よりなる発泡成形体10に埋設される、該発泡成形体10を部材20に取り付けるためのものである。ワッシャ1は、全体として板状のものである。ワッシャ1は、部材20に設けられた突起21が挿通される突起挿通孔3を有している。突起挿通孔3は、ワッシャ1を厚さ方向に貫通している。ワッシャ1は、突起挿通孔3の周縁部よりも外周側が発泡合成樹脂中に埋没するように発泡成形体10に埋設される。ワッシャ1の外周側に、該ワッシャ1の裏面側から前面側までの高さHtが該ワッシャ1の突起挿通孔3の周縁部における厚さよりも大きくなっている、高さ増大部4が設けられている。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
マイクロチップの製造方法
【課題】マイクロチップの接合力と、マイクロチップの形状の維持とを両立することのできるマイクロチップの製造方法を提供する。
【解決手段】表面に流路用溝を有する樹脂製の基板と、流路用溝をカバーする樹脂製のカバー部材と、が熱接合されたマイクロチップの製造方法において、基板の表面から所定の深さより深い内部領域の密度、又は基板の表面から前記所定の深さ以内の表面領域の密度を均一にする処理工程を有する。
(もっと読む)
射出成形装置および射出成形方法
【課題】射出成形による成形体の安定した品質を確保することができる射出成形装置を提供する。
【解決手段】加熱溶融された樹脂を成形する射出成形装置1であって、樹脂流動部18を有する成形用金型16と、樹脂流動部18に不活性ガスを供給するための不活性ガス供給手段24と、加熱溶融された樹脂を樹脂流動部18に射出した後の樹脂流動端末部の樹脂を成形用金型16内で所定の形状に熱加工するための熱加工部材20と、を有する射出成形装置1である。
(もっと読む)
マイクロチップ、マイクロチップ用金型及びマイクロチップの製造方法
【課題】ウェルドラインによる流路の短絡を防止する。
【解決手段】上下に貫通する複数の貫通孔22Aを有するとともに、少なくとも2つの貫通孔22Aの間を接続する溝21Aが下面に形成された基板2Aと、基板2Aの下面に接合される底材9Aと、を備えるマイクロチップ1である。基板2Aは射出成形により形成され、貫通孔22Aから延在するウェルドラインが形成される領域に溝21Aが形成されていないため、ウェルドラインによって貫通孔22Aと溝21Aとが短絡しない。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
高粘性液体をディスペンスするための装置およびその製造のための方法(「シーラント・フレア(SealantFlair)」)
容器から媒体をディスペンスするための装置が提供される。本発明の典型的な実施形態では、典型的な容器(2)は、結合手段(8)によってその容器に連結可能な少なくとも1つの供給口(10)と、実質的にフレキシブルで変形可能な材料から製造されたディスペンス導管(12)と、そのディスペンス導管のそこでの実質的に気密な閉鎖のための閉鎖手段(18)とを有している。そのような典型的なディスペンス装置の製造のための本発明の方法の典型的な実施形態では、結合手段およびディスペンス導管を、予備成形物として射出成形し、実質的にフレキシブルで変形可能で薄壁のディスペンス導管を得るように、予備成形物の一部を延伸し、ブローし、または延伸とブローとのいずれかの組み合わせをすることを含むことができる。その代わりに、例えば結合手段(8)およびディスペンス導管(12)は、別々に生成可能で、後に一体化され又は連結され得る。  (もっと読む)
(もっと読む)
複合成形品及びその製造方法
【課題】複雑な構造の金型を用いることなく、簡単な構造の金型を用いて射出成形することにより、樹脂層に割れの生ずることの少ない、金属と熱可塑性樹脂との複合成形品を製造する方法を提供する。
【解決手段】複合成形品の製造方法は、(A)少なくとも一部が長孔形状とされた複数の貫通孔を有する板状部2と側壁3とから成る略箱状の金属製の基材を、射出成形用金型のキャビティ内に装着した後、(B)結晶性熱可塑性樹脂をキャビティ内に射出して、複数の貫通孔同士に跨り、且つ、貫通孔を介して板状部の両側に連続する結晶性熱可塑性樹脂層を形成し、次いで、(C)金型から複合成形品を取り出した後、結晶性熱可塑性樹脂を結晶化処理することにより、結晶性熱可塑性樹脂の結晶化度を金型取り出し後の結晶化度より1%以上高くし、以て、長孔形状とされた貫通孔中の結晶性熱可塑性樹脂を長孔の長軸方向に収縮させ、長軸末端部に空隙を形成させる。
(もっと読む)
射出成形方法
【課題】可塑性材料に高精度なパターン転写を行う方法を提供する。
【解決手段】複数の型2,3の間に形成されるキャビティで可塑性材料10を射出成形する射出成形方法において、キャビティに可塑性材料10を充填する充填工程と、この充填した可塑性材料10から複数の型2,3のうち少なくとも1つ(2)を離型させる離型工程と、離型させた型2の離型時の温度よりも温度の高い型2を、離型工程で型を離型させた被転写面10aに当接させて可塑性材料10を加熱すると共に加圧する加圧工程と、を含むようにする。
(もっと読む)
薄板の成形方法および薄板の成形システム
【課題】射出成形された薄板に加圧して、生産性を追及しつつ許容範囲内の薄板を成形することができる薄板の成形方法および薄板の成形システムを提供する。
【解決手段】薄板の成形システム11は、射出成形機12により成形された薄板Lを、ゲートカット装置13により射出成形中または射出成形後にゲートカットを行い、積み重ね装置15によりゲートカットした薄板Lを直接または他部材Pを介して複数枚積み重ねし、加圧装置16により加圧した状態で一定時間保持し、反りが許容範囲内の薄板Lを成形する。
(もっと読む)
プラスチック成形品の仕上げ装置
【課題】成形品のパーティングライン等に生じるバリを自動的に除去し、除去後の切削屑が生じないプラスチック成形品の仕上げ装置を提供する。
【解決手段】成形品を保持する治具と、上記成形品に生じたバリに押し付ける加熱具とを備え、上記加熱具は、上記成形品に生じたバリと接触する面に設けられた合成ゴムと、上記合成ゴムを所定の温度に加熱するヒーターから構成され、上記合成ゴムを上記ヒーターにて所定の温度に加熱した後、上記成形品に生じたバリに上記合成ゴムを押し付け、上記バリを溶かして、上記バリが溶けたものを上記成形品の表面に溶着させて平坦にする。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品の全体、あるいは一部に採用される軽量型トリムの裏面に別物部品を簡単かつ廉価に取り付ける取付構造及び取付方法を提供する。
【解決手段】ドアトリム20におけるドアトリムアッパー・フロント(積層構造体)30は、軽量で保形性を有する発泡樹脂基材31と、その裏面に一体化される剛性を付与する樹脂リブ32との積層体から構成され、裏面側にウエストガーニッシュ(別物部品)50を取り付ける構造として、樹脂リブ32に一体化した溶着用ボス34によりウエストガーニッシュ50の一部を溶着一体化するとともに、ウエストガーニッシュ50のドアトリムアッパー・フロント30の端縁側に相当する箇所は、発泡樹脂基材31周縁の巻込みシロ35による既存の巻込み処理を利用し、ウエストガーニッシュ50の上側端末50aを巻込みシロ35により巻込み保持することでウエストガーニッシュ50の保持形態を簡素化する。
(もっと読む)
射出成形品の矯正システム
【課題】樹脂原材料の組成や物性値および射出成形条件の変動等に応じて矯正レベルを適切に選択し設定することができる射出成形品の矯正システムを提供する。
【解決手段】この矯正システムの制御手段Cは、樹脂原材料の組成や物性値および成形条件の変動等に応じて最適な矯正レベルを選択するとともに、射出成形された高温の樹脂部品の各部を固定する各固定手段20,30を駆動手段62によって駆動して、選択された矯正レベルに対応する相対位置へと変位させる。最適な矯正レベルは、樹脂原材料の組成や物性値および射出成形条件に対応したマップとして制御手段Cに記憶されている。
(もっと読む)
樹脂インプリントスタンパおよびその製造方法
【課題】基板上の薄いレジストに対して良好にパターンを転写できる樹脂インプリントスタンパを提供する。
【解決手段】中心部に貫通孔を持つドーナツ状の樹脂材料からなり、表面の一部にトラックピッチ100nm以下で複数のランド/グルーブが円周上に配列したパターン部を有し、前記パターン部の端から内周側へ向かって3mm未満の領域に、前記パターン部の上面に対して10μmを超える高さをもつ突起および段差を持たないことを特徴とする樹脂インプリントスタンパ50。
(もっと読む)
帯電部材の製造方法
【課題】導電性支持体をキャビティに入れ、ゴムを主成分とする材料を充填して導電性支持体に半導線性弾性層を成形する帯電部材の製造方法において、キャビティに材料を充填する時間を遅くすると表面にヘジテーションマークが着くという問題がある。また、キャビティに材料を充填する時間を早くすると反りが大きくなるという問題がある。
【解決手段】キャビティへのゴムを主成分とする材料の充填時間を、キュラストメーターの測定で10%の硬化反応が進行する時間(T10)の60%〜76%(0.60×T10〜0.76×T10)とした。
(もっと読む)
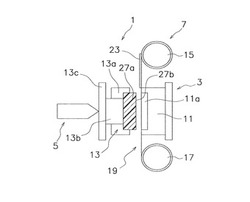
樹脂材の射出成形方法および射出成形装置
【課題】射出成形されたレンズ部2を第一金型6から脱型した場合に熱収縮により発生する該レンズ部2の歪を補正する。
【解決手段】互いに型合わせされる第一、第二の金型6、7を用いてレンズ部2とハウジング3をそれぞれ射出成形した後、レンズ部2とハウジング3とを突き当てて一体化する前のハウジング3に成膜を施す工程と並行して、第二金型7に残るレンズ部2の第一金型6脱型面に、可動金型8の先端型面8aを押し当てて歪を補正するようにした。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
樹脂成形品の切断装置および切断方法
【課題】樹脂成形品の製品部からゲート部とオーバーフロー部とを効率的に切り離すことができる樹脂成形品の切断装置および切断方法を提供する。
【解決手段】樹脂成形品1が製品部2の外周部にゲート部3とオーバーフロー部4とを備えており、製品部2からゲート部3とオーバーフロー部4とを切り離す樹脂成形品の切断装置であって、樹脂成形品1は熱硬化性樹脂から形成されかつ複数個の製品部2を備えているとともに、各製品部2からそれぞれゲート部3とオーバーフロー部4とをレーザービームLBを照射して切断するレーザー加工機8を備えている。
(もっと読む)
加飾樹脂成形品及びその製造方法
【課題】十分な本物感と一層高級な印象を与え得る構造が有利に実現され得る加飾樹脂成形品を提供する。
【解決手段】樹脂成形品からなる基材12の意匠面18に、多数の微細な凹部30,36及び/又は凸部によって形成された模様を有する被加飾模様形成面部32,38の複数種類と、凹凸のない被加飾平滑面部26のうちの少なくとも2種類の被加飾部を、互いに隣り合って設けると共に、それら少なくとも2種類の被加飾部に対して、物理蒸着法や化学蒸着法により金属薄膜20を形成することによって、該意匠面18に、互いに外観が異なる複数種類の金属調の加飾を施して、構成した。
(もっと読む)
1 - 20 / 55
[ Back to top ]