
Fターム[4F207AA11]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリオレフィン (956) | ポリプロピレン系 (246)
Fターム[4F207AA11]に分類される特許
1 - 20 / 246
ウェザーストリップ
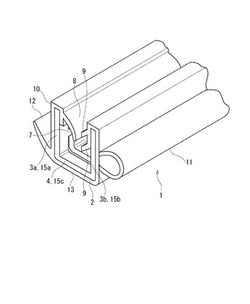
【課題】フランジのコーナー部から脱落しないウェザーストリップを提供する。
【解決手段】芯材2と被覆材13を有し略棒状に形成されるウェザーストリップ1であって、芯材2には、長手方向に沿って所定の間隔をおいて配列されるように形成される複数の短冊片を有し長手方向に対して直角な方向に所定の間隔をおいて対向するように形成される2つの側壁部3a,3bと、2つの側壁部3a,3bのうちの一方の側壁部3aにおいて、隣り合う短冊片どうしを一体に連結する連結部7とが形成され、被覆材13において、連結部7が形成される一方の側壁部3aの内周側には、連結部7が形成されない他方の側壁部3bに向かって突出する第一のリップ8が形成されるとともに、他方の側壁部3bの外周側には中空シール11が形成される。
(もっと読む)
発泡体、発泡体の製造方法、及び、発泡体の押出し成形機

【課題】断熱特性の向上を図ることができる発泡体等を提供する。
【解決手段】パルプ繊維成分と合成樹脂成分と補助剤としての澱粉成分とを発泡させ、多数の密閉された発泡セルより構成された発泡体1Aであって、発泡セルS3が密集配置された複数の発泡セル層3と、発泡セル層3の間に配置され、発泡セル層3より密度の高い発泡セルS1が密集配置された仕切皮膜層4とを厚み方向に備え、仕切皮膜層4が複数の発泡セル層3間を連続して仕切っている。
(もっと読む)
積層多孔性フィルムの製造方法
【課題】優れた透気特性と機械的強度を有し、従来のポリプロピレン多孔性フィルムよりも優れたブレイクダウン特性を発揮できる積層多孔性フィルムの製造方法を提供する。
【解決手段】少なくとも第1層と第2層の多孔質層を積層した積層多孔性フィルムの製造方法であって、β晶核剤を配合したポリプロピレン系樹脂に、結晶融解ピーク温度が170℃以上である熱可塑性樹脂を混合した組成物からなり、β活性及び/又はβ晶生成力を有する前記第1層と、β晶核剤を配合したポリプロピレン系樹脂に、前記結晶融解ピーク温度が170℃以上である熱可塑性樹脂は混合していない組成物からなり、β活性及び/又はβ晶生成力を有する前記第2層とを積層して積層無孔膜状物を作製し、ついで前記積層無孔膜状物を多孔化する。
(もっと読む)
脱揮されたポリオレフィンの製造方法及び成形品
【課題】ポリオレフィンを注水発泡脱揮する際に、二軸押出機に供給した水が押出機内で上流側に逆流することを防ぐことにより、注水配管内のキャビテーションが発生し難い脱揮されたポリオレフィンの製造方法、および低フォギング性に優れるポリオレフィン成形体を提供する。
【解決手段】シリンダー1の上流側から、樹脂供給口2、第1の溶融樹脂混練ゾーン6、溶融樹脂が充満しない溶融樹脂非充満ゾーン7、第2の溶融樹脂混練ゾーン8及び脱揮ゾーン9を有する二軸押出機を用いて、前記樹脂供給口からポリオレフィンを供給し、前記溶融樹脂非充満ゾーン7に、前記ポリオレフィン100重量部に対して、0.01〜50重量部の水を供給し、前記ポリオレフィンの発泡脱揮を行う、脱揮されたポリオレフィンの製造方法。
(もっと読む)
表面保護フィルムの製造方法
【課題】フィルムの片面に微粘着性を有し、フィルムをロール状に巻き取ったり、又は積み重ねたりする際にブロッキングし難く、およびフィルムのフィッシュアイを低減することができる表面保護フィルムの製造方法を提供する。
【解決手段】結晶性または半結晶性である熱可塑性樹脂をTダイから溶融押出しすることによって、熱可塑性樹脂溶融膜を得る工程(工程1)、該熱可塑性樹脂溶融膜を、特定の金属製冷却ロールと、特定の弾性ロールとで挟圧する際に、挟圧される部分の該熱可塑性樹脂溶融膜の幅を、該金属製冷却ロールの面長より小さく、該弾性ロールの面長より大きくなるように調整して挟圧することによって、フィルムを得る工程(工程2)、および該フィルムを巻き取る工程(工程3)を有する、フィルム厚みが30μm未満である表面保護フィルムの製造方法。
(もっと読む)
高圧電線保護管
【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
(もっと読む)
無機物質粉末高配合薄膜シートの製造方法
【課題】本発明の課題は、夾雑物の発生防止、厚さが均一なシートの作成、シートの表面性向上および見かけ比重の調整等ができる無機物質粉末高配合薄膜シートの製造方法の提供である。
【解決手段】薄膜シートの製造方法において、特定の無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、所定の配合率で配合した原料に強い剪断応力を作用させて混練する工程と、混練した原料を供給して、Tダイ方式押出成形機でシートを成形する工程と、特定の条件で延伸を行なって所望の見かけ比重に調整する工程と等を有する。
(もっと読む)
積層多孔性フィルムの製造方法
【課題】強度を保持しつつ連通性も十分に確保された多孔構造を有し、かつ従来のポリプロピレン多孔性フィルムよりも優れたブレイクダウン特性を発揮できる積層多孔性フィルムの製造方法を提供する。
【解決手段】少なくとも2層の多孔質層を積層し、かつ、β活性を有する積層多孔性フィルムの製造方法であって、ポリプロピレン系樹脂を含む層(PP層)を作製すると共に、該PP層の樹脂組成物の結晶融解ピーク温度より高い結晶融解ピーク温度を持つ樹脂組成物から耐熱層(HR層)を作製し、前記PP層と前記HR層の少なくとも2層からなる積層無孔膜状物を作製し、ついで、前記無孔膜状物を多孔化する。
(もっと読む)
熱可塑性樹脂シートの製造方法、製造装置、およびタッチロール
【課題】鏡面仕上げが可能であり、シートが白化を生じさせることなく、また曇りもなく、かつすぐれた透明性を有するシートを成形するための熱可塑性樹脂シートの製造方法を提供すること。
【解決手段】溶融状態の熱可塑性樹脂を供給ダイ11から連続的に供給し、供給ダイ11の下方に設けられた冷却ロール12とタッチロール13との間に形成される挟圧部において、熱可塑性樹脂を挟圧しつつ冷却してシート状にする、熱可塑性樹脂シートの製造方法において、当該タッチロール13を、金属製の芯部材13aと、当該芯部材の表面を覆う弾性層13bとを有し、前記弾性層13bは、アルミナを30〜70質量%の割合で含有した合成ゴムまたは合成樹脂であり、さらに、当該弾性層の表面部分13cの中心線平均粗さが0.3μm以上1.2μm以下であることを特徴とするタッチロール13とする。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、マット面における表面へイズの高い積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、プロピレン系ブロック共重合体からなる保護フィルムが直接積層されてなるものであり、前記マットフィルムと、前記保護フィルムとが、剥離可能でることが好ましい。また、前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
結晶性樹脂フィルム製造方法及び結晶性樹脂フィルム製造装置
【課題】安価な設備で均一性の優れる結晶性樹脂フィルムを得ることができる結晶性樹脂フィルム製造方法及び結晶性樹脂フィルム製造装置を提供する。
【解決手段】溶融された結晶性樹脂をTダイ12から押し出すことで成形された溶融状シートSを開口部52を有する囲い50によって囲繞しつつ金属弾性ロール14、キャスティングロール16,18によって搬送することで冷却固化させる。囲い50により囲繞することで、厚みや光学特性の均一性に優れる結晶性樹脂フィルムを得ることができる。囲い50は開口部52を有するため、Tダイ12の温度制御が容易となり、厚みや光学特性の均一性に優れる結晶性樹脂フィルムを得ることができる。囲い50で溶融状シートSを囲繞するだけの構成なため、不活性ガス等を用いる構成に比べて安価な設備とできる。
(もっと読む)
押出し成形体
【課題】ダイスの寸法との乖離が小さい、成形体を与え得る熱可塑性エラストマー組成物を提供すること。
【解決手段】 下記成分(A)30〜70重量部および下記成分(B)70〜30重量部を含有してなる熱可塑性エラストマー組成物を押出し成形して得られる成形体(ただし、成分(A)と成分(B)の合計を100重量部とする)。
成分(A):ポリプロピレン系樹脂
成分(B):125℃におけるムーニー応力緩和面積が100〜300であるエチレン−α−オレフィン共重合体
成分(A)の20℃キシレンに不溶の成分の固有粘度(135℃、テトラリン)[ηcxis]が0.8〜2.3dl/gである前記成形体。
成分(A)の20℃キシレンに可溶の成分の含有量が8〜30重量%であり、該成分の固有粘度(135℃、テトラリン)[ηcxs]が1〜10dl/gである前記成形体。
(もっと読む)
透明リサイクルシートの製造方法、および透明リサイクルシート
【課題】基材層と表面層とがともに結晶性樹脂からなる積層シートをリサイクル樹脂として用いても透明性を維持できる透明リサイクルシートの製造方法、および透明リサイクルシートを提供する。
【解決手段】ともに結晶性樹脂を含んでなる基材層と表面層とが積層された積層シートをリサイクル樹脂として用いて、透明リサイクルシートを製造する方法であって、結晶性樹脂からなるバージン樹脂と、前記リサイクル樹脂と、MFRが0.5g/10分以上6g/10分以下のメタロセン系エチレン-α-オレフィン共重合体と、を混合して溶融押出した原反シートを冷却することを特徴とする。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】導電付与材の含有量が少ないにもかかわらず、良好な導電性能を有し、かつ柔軟性に優れる樹脂発泡体、及び該樹脂発泡体を効果的に製造する方法を提供する。
【解決手段】(1)2種類の樹脂I及び樹脂IIと、導電付与材とを含む樹脂組成物からなる発泡体であって、該樹脂組成物が、前記導電付与材が多く含まれる樹脂相Iと、少なく含まれる樹脂相IIとからなる樹脂発泡体、及び(2)(a)導電付与材を、2種類の樹脂の内一方の樹脂Iに混練して樹脂組成物Iを調製する工程、(b)前記樹脂組成物Iと、もう一方の樹脂IIとを混練して、樹脂組成物IIを調製する工程、(c)前記樹脂組成物IIに物理発泡剤を含浸させて樹脂組成物IIIを調製する工程、及び(d)前記樹脂組成物IIIを発泡させて、樹脂発泡体を形成させる工程、を順次施す樹脂発泡体の製造方法である。
(もっと読む)
積層体およびその製造方法
【課題】ポリプロピレンをシーラント樹脂として用いても、またこれを押出ラミネート法で積層してシーラント層を形成しても、熱可塑性樹脂フィルムとシーラント層とが、十分な接着力を有する積層体を提供する。
【解決手段】熱可塑性樹脂フィルム、プライマー層、接着層、シーラント層がこの順に積層されてなる積層体であって、プライマー層が酸変性ポリオレフィンを含有し、接着層が酸変性オレフィンエラストマーを含有することを特徴とする積層体。
(もっと読む)
光学フィルムを製造する方法
【課題】プロピレン系樹脂を用いて、位相差均一性および透明性に優れ、かつ、局所的欠陥が少ない光学フィルムを製造する方法を提供する。
【解決手段】プロピレン系樹脂からなる光学フィルムを製造する方法であって、プロピレン系樹脂からなる溶融状フィルムを、弾性ロールとキャスティングロールとで挟圧する工程を含み、前記弾性ロールの表面における前記溶融状フィルムと接する部分が、金属酸化物および/または半金属酸化物を含む材料から形成されていて、かつ前記部分の表面粗度(Ra)が0.04μm以上0.12μm以下である方法。
(もっと読む)
ポリプロピレン系フィルムおよびその積層体
【課題】
本発明は、パウチの大型化に際しても、耐低温衝撃性、ヒートシール性、耐屈曲白化性、耐ユズ肌性、耐ブロッキング性等を高いレベルでバランス良く兼備したレトルト包装用シーラントフィルムおよびその積層体を提供することにある。
【解決手段】
本発明のポリプロピレン系フィルムは、(a)プロピレン・エチレンブロック共重合体80〜96重量%、(b)炭素数3〜10のα−オレフィンとエチレンとを含有し、密度が0.86〜0.90g/cm3であるエチレン・α−オレフィン共重合体エラストマー2〜10重量%、および(c)密度0.94〜0.97g/cm3のポリエチレン系重合体2〜10重量%からなる樹脂組成物を溶融製膜したポリプロピレン系フィルムであって、(a)プロピレン・エチレンブロック共重合体は、20℃キシレン不溶部の割合が75〜90重量%で、該不溶部の極限粘度([η]H)が1.8〜2.2dl/gであり、該可溶部の極限粘度([η]EP)が2.5〜3.3dl/gであって、かつ、[η]H+0.6≦[η]EPであることを特徴とする。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
樹脂成形品の成形方法、樹脂成形品及びダクト
【課題】カーテン現象の発生を抑制し、複雑な形状の中空樹脂成形品を成形する場合でも折れ肉が発生し難い樹脂成形品の成形方法を提供する。
【解決手段】 熱可塑性樹脂に無機フィラーを混合して溶融混練し、その溶融混練した熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を分割金型(32)間に配置し、分割金型(32)を型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する成形方法において、以下の条件を満足する。W≧2M2−11M+18(但し、M:熱可塑性樹脂の230℃におけるメルトフローレート(g/10分)、W:熱可塑性樹脂に混合する無機フィラーの量(重量%))
(もっと読む)
1 - 20 / 246
[ Back to top ]