
Fターム[4F207AA28]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリカーボネート (165)
Fターム[4F207AA28]に分類される特許
141 - 160 / 165
多層熱可塑性フィルムおよび製造方法
耐候性組成物を含む第1の層と、視覚効果充填剤を含むポリカーボネート組成物を含むポリカーボネートを含む第2の層とを共押出する工程であって、第1および第2の層は、耐候性組成物およびポリカーボネート組成物の各々を多重マニホールド共押出ダイにおける個別の流路に流すことによって形成される工程を含む多層フィルム形成方法が開示されている。ポリカーボネート組成物に対する押出時の剪断応力は、40キロパスカル以上である。  (もっと読む)
(もっと読む)
プラスチック薄膜の製造方法
ある実施形態において、薄膜製造方法は、プラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、前記弾性ロールの外側表面を能動的に冷却することによって、前記薄膜の粗度を制御するステップとを含むことができる。別の実施形態では、薄膜製造方法は、ある溶融温度を有するプラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、一定の製造速度と一定のロール間隙圧において薄膜の粗度を調節するステップとを含むことができる。 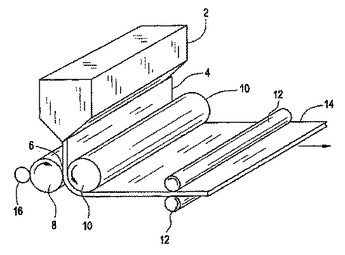 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】耐熱性および耐衝撃性に優れ、かつその成形品や、繊維又はフィルム化する場合に特異な粘弾特性を示す熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を含む熱可塑性樹脂組成物(I)または熱可塑性樹脂(A)、該熱可塑性樹脂(A)と異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を含む熱可塑性樹脂組成物(II)の製造方法であって、スクリュー長さLとスクリュー直径D0の比L/D0が、50以上である二軸押出機を用い、該二軸押出機に原料樹脂を供給してから押出すまでの滞留時間を1分〜30分、押出量をスクリュー回転1rpm当たり0.01kg/h以上の条件で溶融混練する熱可塑性樹脂組成物の製造方法である。
(もっと読む)
光反射材及びその製造法
【課題】 ポリカーボネート樹脂の特性を損なうことなく耐紫外線性や遮光性に優れ、光線反射率が高く、耐久性に優れ、特に薄肉・大型の光線反射板やその周辺部品として好適な光反射材及びその製造法を提供する。
【解決手段】 芳香族ポリカーボネート樹脂(a)100重量部に対し、酸化チタン(b)5〜50重量部を含有するポリカーボネート樹脂組成物からなる光反射層の一方の面に、紫外線吸収機能のある厚みが25μm以上の耐候層を有し、他方の面に遮光層を有する光反射材。
(もっと読む)
耐燃性のための層状透明熱可塑性物質
透明な耐燃性部品において使用される層状材料では、薄い耐火性の外側ポリマーフィルムがより厚い透明の内側ポリマー材料に結合される。これにより得られる透明な層状材料は、OSUによる放熱に関するFAA可燃性要件を満たし、優れた耐溶剤性および洗浄可能性を有し、傷がつきにくく、航空産業において室内での用途に使用されるのに十分な透明性を有している。層状材料は、共押出しまたは共積層プロセスにより形成される。  (もっと読む)
(もっと読む)
光ディスクの光透過層用フィルムおよびポリカーボネートフィルムの製造方法
【課題】光ディスクの光透過層用フィルムとして好ましい物性及び光学的特性を有するフィルムおよびかかるポリカーボネートフィルムの製造方法を提供する。
【解決手段】ポリカーボネート樹脂を溶融押出しして作成した光ディスクの光透過層用フィルムであって、フィルムの厚みが10〜150μm、厚み斑が±2μm以下、140℃で1hr熱処理後の熱寸法変化率が0.08%以下、全光線透過率が89%以上、面内レターデーションが1〜15nm、厚み方向のレターデーションが100nm以下、中心線平均表面粗さが両面共に1〜5nmの範囲であることを特徴とする光ディスクの光透過層用フィルム。
(もっと読む)
再帰反射性シーティングの製造方法およびスロットダイ装置
本発明は、スロットダイ装置を使用して流動性合成樹脂を微細構造化面を有する工具上に注型することによって製造される再帰反射性シーティングおよびその他の物品の製造方法に関する。本発明はさらに、スロットダイ装置に関する。  (もっと読む)
(もっと読む)
熱成形用ポリカーボネートシート
【課題】 本発明は、優れた熱成形性を有し、かつ、優れた耐衝撃性を有する熱成形に好適なポリカーボネートシートを提供する。
【解決手段】 粘度平均分子量が24,000〜29,000からなるポリカーボネートシートをガラス転移温度よりも15〜25℃高い温度で8分間加熱したときにシートが一方向に反ることを特徴とする板厚が1.5〜2.5mmの熱成形用ポリカーボネートシート。
(もっと読む)
ポリカーボネート系樹脂押出発泡体の製造方法及びポリカーボネート系樹脂押出発泡体
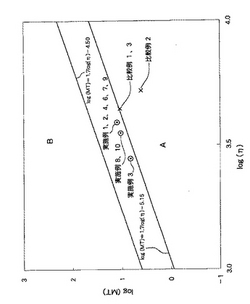
【課題】 本発明は、建築分野、土木分野等で十分に活用できる程度の押出方向に対する垂直断面の面積が大きく、低い見掛け密度、優れた機械的物性を有するポリカーボネート系樹脂押出発泡体及びその製造方法を提供することを目的とする。
【解決手段】 ポリカーボネート系樹脂を主成分とする基材樹脂を押出機に供給して、加熱、混練し、物理発泡剤を圧入して発泡性溶融樹脂混練物とし、該発泡性溶融樹脂混練物を押出機の出口に取り付けられたダイから低圧域に押出して押出発泡体を製造する方法において、特定の溶融粘度η(Pa・s)と、特定の溶融張力MT(cN)が特定の関係を満足させることにより、本発明のポリカーボネート系樹脂押出発泡体は製造される。
(もっと読む)
構造化ポリマーフィルムおよびその製造方法
構造化ポリマーフィルムの両側に複数の長手方向に間隔のあいた構造を有する構造化ポリマーフィルムを製造する方法が記載されている。この方法は、複数のツール突出部(204)を含む外周面を有する回転可能なツール(200)を提供する工程と、ツールの外周面の反対に平滑な順応可能な外周面(212)を有するニップロール(210)を提供する工程と、ツールとニップロールとの間のニップにポリマー層を導入する工程と、周囲表面にツール突出部のあるツールとニップロールとの間にポリマー層をプレスして、ポリマー層の第1の側へウェブ凹所およびポリマー層の反対側の第2の側から離れるように延在するウェブ突起を形成して、構造化ウェブを形成する工程と、構造化ウェブをツールから取り出す工程と、を含む。試料処理物品も記載されている。 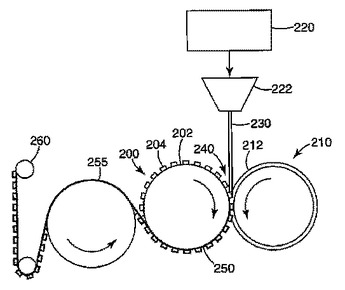 (もっと読む)
(もっと読む)
光反射板およびその製造方法

【課題】 光反射板を、簡易な方法により、安定して効率よく製造することのできる、光反射板の製造方法、および、その製造方法により製造された光反射板を提供すること。
【解決手段】 タンデム型押出発泡成形装置1を用いて、熱可塑性樹脂を含む成形材料を溶融し、溶融された成形材料に、超臨界状態の不活性ガスを混合し、高分散状態で溶解させた後、ダイ4から発泡させながら押し出して、マイクロセルラーフォームを押出発泡成形する。次いで、得られたマイクロセルラーフォームを、圧縮または延伸することにより、光反射板を得る。
(もっと読む)
構造化表面物品の製造方法
構造化表面を有する物品の製造プロセスである。プロセスは、所望の構造化表面のネガティブを含むツールを提供する工程と、ツールのネガティブ表面をフルオロケミカルベンゾトリアゾールと接触させてコートされた表面を形成する工程と、コートされたツールと樹脂とを接触させて樹脂上に構造化表面を形成する工程と、樹脂をツールから除去して所望のポジティブ構造化表面を有する表面を有する物品を形成する工程とを含む。 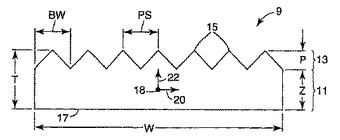 (もっと読む)
(もっと読む)
樹脂ベルト製造方法
【課題】 押出し成形直後の樹脂ベルトに迅速に硬化処理を行える作業効率が高い樹脂ベルト製造方法を提供することを目的とする。
【解決手段】 導電性材料Cを配合した樹脂材料Jが混練されつつ加熱され、溶融樹脂材料として成形ダイ52を経て筒状に押し出される樹脂ベルト製造方法において、前記成形ダイ52直後の筒状成形部67に電子線照射手段18を設置し、該電子線照射手段18の照射により筒状の樹脂ベルトを硬化することにより、成形ダイ52から筒状に押し出された直後の筒状部が即座に架橋・硬化されるので、格別な別途の工程を設定することなく、簡素な製造装置にて機械的な強度が向上したエンドレスベルトが得られる。
(もっと読む)
表面に微細な凸形状を有するポリカーボネート樹脂シートの製造方法および表面に微細な凸形状を有するポリカーボネート樹脂シート
【課題】プロジェクションテレビ等のシート用やモアレ現象を利用した装飾表示板等に有用な表面に微細な凸形状を有するポリカーボネート樹脂シートNの溶融押出方法を提供する。
【解決手段】第1ロール2として鏡面ロールおよび第2ロール3として型付ロールを第2ロールが引取ロール側になるように配置し、溶融押出されたシート状のポリカーボネート樹脂を当該2本のロールの間に挟持押圧し、このシートを引き取り、シート表面が微細な凸形状を有するシートを製造するに当たり、(i)型付ロールとしてロール表面に底面積が0.00785〜0.785mm2、最大深さが0.005〜0.5mmの微細な凹形状をロール表面の単位面積{2.54cm×2.54cm(1インチ×1インチ)}当り30〜80%の範囲で彫刻したロールを使用し、(ii)第1ロールの線速度V1と第2ロールの線速度V2との比率(V1/V2)を0.60〜0.95にする。
(もっと読む)
楔形板の成形装置
【課題】 成形速度が速く、かつ内部応力の残留が発生しにくい楔形板の成形装置を提供する。
【解決手段】 射出器10は、ホッパー12から送入され熱電対14で加熱して溶かされたプラスチックをスクリュー16で出口18から射出する。金型20は湯道22の湯口24が射出器10の出口18に連接される。ロールフォーミング装置30は、間の空間が高空間部と低空間部を少なくとも一つ有するローラー32、34を少なくとも二つ有する。金型20の出口26は空間に照準を合わせ、かつ出口26の形が空間に対応する形状を呈することで、溶けたプラスチックは金型20の湯道22から空間に流れ、二つのローラー32、34はそのプラスチックをロールフォーミングする。裁断装置40はロールフォーミング装置30の後方に設置され、ロールフォーミングされた後のプラスチックを裁断し、複数個の楔形板42を形成する。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができる。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を、型ローラ16と該型ローラ16に対向配置される少なくとも1つのニップローラ18とで挟圧すると共に、型ローラ16と樹脂材料14との間のエアーを吸引手段22で吸引しながら、型ローラ16表面の凹凸形状を樹脂材料14に転写する。
(もっと読む)
擬竹及びその製造方法
【課題】 擬竹において深みがあって明瞭な筋模様を安定して呈することができるようにする。
【解決手段】 まず、第1の熱可塑性合成樹脂6により、その表面に長手方向に延びる複数本の突条部2aとこれら突条部2aの間に位置する凹溝2bとを有する形状のベース層2を押出し成形する。次に、このベース層2の表面上に、当該ベース層2の表面の色よりも濃い色の第2の熱可塑性合成樹脂を溶融状態で供給して上記凹溝2bに入り込ませることにより、当該凹溝2bに入り込ませた部分の厚みがこれに隣接する突条部2aの表面上に位置する部分の厚みよりも厚くなる形状の表層3を形成する。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を第1の型ローラ16と第1の型ローラに対向配置される第1のニップローラ18とで挟圧し、第1の型ローラ表面の凹凸形状を樹脂材料に転写し、樹脂材料を第1の型ローラに対向配置される剥離ローラ24に巻き掛けることにより第1の型ローラより剥離し、樹脂材料を第2の型ローラ26と第2の型ローラに対向配置される第2のニップローラ27とで挟圧し、第2の型ローラ表面の凹凸形状を樹脂材料に転写する。
(もっと読む)
成形可能な熱可塑性積層体を製造する方法
【課題】
レゾルシノールアリーレートポリエステル鎖成分を含む第1表面層と、基材に接合するのに適した第2表面層とを含む積層材を作成する方法。
【解決手段】
第1表面層ポリマー材料及び第2表面層ポリマー材料を、ダイを通して、第1のニップを定める第1の表面ロール及び第2の表面ロールからなるカレンダーロールスタックの第1のニップ中に共押出して積層材を形成する。第1のニップで約400N/cm以上のニップ荷重を積層体にかけることができ、そのロールスタックから積層材を回収することができる。第1のロールと第2のロールは、各々、約5マイクロメートル以下の表面平滑度及び約40〜約150℃の温度を有することができる。
(もっと読む)
光散乱性および光透過率の高い成形物体
本発明は、透明な熱可塑性樹脂、特にポリカーボネート、および二酸化ケイ素ベースの無機粒子とコア-シェル形態を有するアクリレートベースのポリマー粒子との組み合わせから成る組成物に関する。本発明は更に、上述の組成物から製造される成形物体にも関する。 (もっと読む)
141 - 160 / 165
[ Back to top ]