
Fターム[4F207AB02]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 発泡剤、膨張剤 (247)
Fターム[4F207AB02]に分類される特許
141 - 160 / 247
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
発泡半透明収集袋
【課題】廃棄物を投入した収集袋を水面に落としても水中に沈降せずに浮いている発泡半透明収集袋を提供することを目的とする。
【解決手段】ポリエチレン樹脂100重量部に対し、少なくとも熱膨張性マイクロカプセル0.05〜0.80重量部を配合して発泡させて形成された収集袋であって、比重0.60〜0.90、ヘーズ(曇価)10〜60%、且つ残渣灰分0.1重量%以下である発泡半透明収集袋である。特にシート厚さが30〜120μmであることが好ましい。
(もっと読む)
熱可塑性樹脂発泡体およびその製造方法

【課題】厚みの均一性に優れた熱可塑性樹脂発泡体を提供すること。
【解決手段】複数の吐出孔を有するダイプレートから発泡性熱可塑性樹脂を押出し、押し出された発泡ストランドを集束させる熱可塑性樹脂発泡体の製造方法であって、吐出孔群が、幅(La)が200mm以上、厚み(Da)5mm以上、かつLa/Daが5以上であり、吐出孔群の中で、両側部の吐出孔群(a、c)の吐出孔径が、中央部の吐出孔群(b)の吐出孔径よりも大きいダイプレートを用いることを特徴とする熱可塑性樹脂発泡体の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】 本発明は、凹凸の縞模様が殆どなく熱融着性に優れた低密度なポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートは、ポリスチレン系樹脂を押出機に供給して発泡剤の存在下にて溶融混練して押出発泡して円筒状発泡体を製造し、この円筒状発泡体の外表面を冷却した後に上記円筒状発泡体をその径方向に押し潰して、上記円筒状発泡体の内面同士を熱融着させて二枚合わせのポリスチレン系樹脂発泡シートを製造するポリスチレン系樹脂発泡シートの製造方法であって、上記ポリスチレン系樹脂は、そのメルトフローレイトが0.5〜3.0g/10分で且つZ平均分子量(Mz)が6.0×105〜10.0×105であると共に、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2.0〜4.0であることを特徴とする。
(もっと読む)
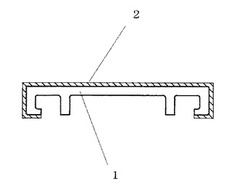
発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋
【課題】低コストで、複雑な凹凸形状を付与した発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋を提供する。
【解決手段】非発泡性樹脂1の表面にランダムに凹凸形状を有する発泡層21が形成されている二層押出成形品であって、非発泡性樹脂1に熱接着する発泡樹脂2をもって非発泡性樹脂1の表面に形成されている。
(もっと読む)
スチレン系樹脂押出発泡体およびその製造方法
【課題】 本発明は、極めて優れた断熱性能を有し、かつ、建築資材、産業資材に適正な強度を有するスチレン系樹脂押出発泡体を提供する。
【解決手段】 特定のハイドロフルオロカーボンおよび炭素数3〜5の飽和炭化水素を含む発泡剤を用いて、特定の3方向平均気泡径および厚み方向気泡異方化率を有する気泡構造とすることにより、極めて優れた断熱性能を有し、かつ、建築資材、産業資材に適正な強度を有するスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
良好な表面品質、高断熱性および低密度を有するアルケニル芳香族発泡体
良好な表面品質、高い断熱特性および低密度を有するアルケニル芳香族発泡体を、押出法を用いて、20質量パーセント未満の共有結合しているハロゲンを含有し、多分散性2.5未満および摂氏130度にて101キロパスカル圧で水溶解度0.09モル毎キログラム超かつ2.2モル毎キログラム以下を有し、そして0.4モル毎キログラム以上の塩素不含有フッ素化発泡剤を含有する0.8〜2モル毎キログラムの発泡剤、ならびに少なくとも0.22モル毎キログラムの濃度の水(ここで、モル毎キログラムは、アルケニル芳香族ポリマーのキログラムに対する)を含有する、アルケニル芳香族ポリマー組成物の発泡性ポリマー組成物を膨張させることにより製造する。得られる発泡体の密度は64キログラム毎立方メートル以下であり、180日後の熱伝導性は32ミリワット毎メートルケルビン以下である。 (もっと読む)
塩化ビニル系樹脂発泡成形体の製造方法。
【課題】発泡塩化ビニル系樹脂壁紙の廃材を粉砕後、分離した発泡塩化ビニル樹脂成分を再資源として有効利用した塩化ビニル系樹脂発泡成形体およびその製造方法を提供する。
【解決手段】せん断粉砕機又は衝撃粉砕機で、発泡塩化ビニル系樹脂壁紙の廃材の大きさが1〜25mmとなるように粉砕された後、乾式分離回収された発泡塩化ビニル系樹脂成分100〜20重量部と、壁紙以外の塩化ビニル系樹脂製品から回収された塩化ビニル樹脂成分0〜80重量部を混合し、回収された発泡塩化ビニル系樹脂成分に含まれる化学発泡剤の未分解物及び/又は残渣を利用して発泡させた塩化ビニル系樹脂発泡成形体を製造することが出来る。
(もっと読む)
保護カバーの製造方法及びその保護カバー
【課題】復元力に優れた発泡体であって、装着性が高く、高い保持性で被保護材を長期間に亘り保護できる保護カバーの製造方法及びその保護カバー、並びにその保護カバーの製造装置を提供する。
【解決手段】熱可塑性樹脂を押出発泡し、断面が環状であり、かつ壁部が軸方向に切断された筒状発泡体1を成形する成形工程と、切断部に隣接する一方の側壁を他方の側壁側に折り曲げる折曲工程とを経て保護カバーを製造し、前記折曲工程において、前記一方の側壁の内壁を冷却し、内外壁の収縮差を利用して他方の側壁側に折り曲げて製造する。
(もっと読む)
無架橋高密度ポリエチレン系樹脂発泡体およびその製造方法
【課題】断熱性が高く、耐熱性、低温脆性およびリサイクル性を備えた無架橋ポリエチレン系樹脂発泡体およびその製造方法を提供する。
【解決手段】160℃における溶融張力が80mN以上の高密度ポリエチレン系樹脂Rを、発泡剤を炭酸ガスとし、押出機2に供給する炭酸ガス量を6〜7重量%の範囲とし、押し出し時の樹脂温度を樹脂Rの融点の−9〜−7℃の範囲とした条件下で押出発泡させてなる。
(もっと読む)
樹脂発泡シート製造装置用プラグ及び樹脂発泡シート製造方法
【課題】発泡シートの引き取り抵抗が小さくなり、切断回数が少なくなり、メンテナンスが簡略化でき、低倍で引き取り速度の高い発泡シートも安定して製造が可能となるプラグの提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、プラグの外周面に沿わせて延伸させて樹脂発泡シートを製造する樹脂発泡シート製造装置に用いるプラグにおいて、プラグ外面にセラミック材料が溶射されてなるセラミック溶射部が形成されていることを特徴とする樹脂発泡シート製造装置用プラグ。
(もっと読む)
発泡押出成形のサイジング装置及び板状発泡成形体の発泡押出成形方法
【課題】コンパネ等に適した熱可塑性樹脂板状発泡成形物を効率良く生産することができるサイジング装置を提供する。
【解決手段】発泡押出成形において、成形物の寸法を規制して冷却固化を行なうサイジング装置6の冷却盤7に送通する冷媒として低温の液化ガスおよび/または不凍液を使用して成形物の冷却固化を早め、また該冷却盤7を予備冷却部8と主冷却部9とから構成し、該予備冷却部8を該主冷却部9よりも高温にして発泡を阻害しないようにしながら発泡熱可塑性樹脂溶融物を急速に冷却固化する。
(もっと読む)
熱収縮性フォームシート
【課題】表面平滑性に優れ印刷特性の良好な熱収縮性フォームシートを提供する。
【解決手段】熱収縮フォームシートは、コア層を構成する発泡層(2)と、前記コア層に一体的に形成され、表面スキン層を構成する非発泡層(3)とを有する。前記非発泡層(3)は、ISO8791−4に準拠して測定した最大表面平滑度が約1.55μm未満である。或いは、前記発砲層(2)を構成するフォームセルの他のディメンジョンを所定の範囲に規定することにより、表面平滑性に優れ印刷特性の良好な熱収縮性フォームシートを提供することができる。
(もっと読む)
建築用配管材およびこの建築用配管材の成形方法
【課題】配管材そのもので防火措置が可能な施工性に優れた建築用配管材、およびこの建築用配管材の成形方法を提供することを目的としている。
【解決手段】本発明の建築用配管材は、ポリ塩化ビニル系樹脂に熱膨張性黒鉛を含有させた耐火性樹脂組成物で構成されており、その配合比が、ポリ塩化ビニル系樹脂100重量部に対して、熱膨張性黒鉛が1〜10重量部であることを特徴とする。
(もっと読む)
耐熱性押出発泡ボードおよびその製造方法
【課題】耐熱性、耐吸水性、耐薬品性、耐燃焼性、外観性、強度に優れ、押出発泡成形時の臭気の少ない耐熱性押出発泡ボードおよびその製造方法を提供すること。
【解決手段】下記のスチレン−マレイミド系共重合体(A)とスチレン−アクリロニトリル系共重合体(B)とからなることを特徴とする耐熱性押出発泡ボードを構成とする。
スチレン−マレイミド系共重合体(A):スチレン系単量体単位30〜65質量%とマレイミド系単量体単位70〜35質量%とからなる共重合体
スチレン−アクリロニトリル系共重合体(B):塊状連続重合により得られたスチレン系単量体単位65〜82質量%とアクリロニトリル系単量体単位35〜18質量%とからなる共重合体
(もっと読む)
プロピレン系樹脂押出発泡体およびその製造方法
【課題】断熱性能、吸音特性及びエネルギー吸収性能を兼ね備えたプロピレン系樹脂押出発泡体を提供すること。
【解決手段】ポリプロピレン系樹脂と発泡剤からなる組成物を押出機内で溶融混練し、低圧領域に吐出させて製造されるプロピレン系樹脂押出発泡体であって、厚み方向に下記の第1層および第2層を含む少なくとも2層以上の多層構造であることを特徴とするプロピレン系樹脂押出発泡体。
(第一層)発泡体の断面を観察面として、この観察面に現れるセル壁の穴(破泡部)の総面積が、前記観察面に現れる全セルの断面の総面積の2%未満であり、発泡倍率が10倍以上であるポリプロピレン系樹脂発泡体からなる層。
(第二層)発泡体の断面を観察面として、この観察面に現れるセル壁の穴(破泡部)の総面積が、前記観察面に現れる全セルの断面の総面積の2%以上であり、発泡倍率が10倍以上であるポリプロピレン系樹脂発泡体からなる層。
(もっと読む)
発泡カバーシートを備える熱可塑性フィルム
圧刻加工された3次元構造化表面(2)を外側のカバー層に備える熱可塑性フィルムが開示されている。カバー層は、発泡層として設計され、カバー層の層厚にわたって変化しかつ表面に向かって増加する発泡体密度を有する。 (もっと読む)
樹脂発泡体の製造方法及び樹脂発泡体
【課題】 表面外観に優れ、且つ高発泡倍率を有する樹脂発泡体を容易に製造することができる樹脂発泡体の製造方法を提供する。
【解決手段】 樹脂発泡体の製造方法は、(I)熱可塑性樹脂組成物を加熱により溶融させる溶融工程と、(II)溶融樹脂組成物に定量的に不活性ガスを供給するガス供給工程と、(III)不活性ガスと、溶融樹脂組成物とを混合・混練する混練工程と、(IV)混練物を冷却する冷却工程と、(V)冷却された混練物を発泡させる発泡工程とを具備する樹脂発泡体の製造方法であって、前記発泡工程(V)が、(V-a)セルを生成させるセル生成工程と、(V-b)生成したセルの成長及び表面の平滑化を行う発泡体形成工程とを有していることを特徴とする。前記発泡工程(V)で、冷却された混練物を発泡させる際にダイ(特に円環状ダイ)を好適に用いることができる。
(もっと読む)
発泡断熱ボードおよびその製造方法
【課題】優れた緩衝性と施工性を有し、部材間へ施工した後の隙間の発生が少なく、最終製品形態としてマテリアルリサイクル可能なストランド集束型部材間挿入発泡断熱ボードを提供する。
【解決手段】ストランド配列が厚み方向と幅方向に対して垂直になるように格子状に集束するよう設計されたマルチストランドダイを使用して発泡させ、発泡直後に隣接するストランドを即座に熱融着させて集束させ、優れた緩衝性と施工性を有し、部材間へ施工したとき部材との間に隙間の発生が少ないストランド集束型部材間挿入発泡断熱ボードを得る。
(もっと読む)
ポリスチレン系樹脂押出発泡体およびその製造方法
【課題】 環境に優しい水および二酸化炭素を発泡剤として有効に使用し、環境に影響のある発泡剤の使用量を減らす。また、大小気泡の存在する発泡体における小気泡の発生比率を向上する事を可能とし、断熱性能に優れたポリスチレン系樹脂押出発泡体及びその製造方法を提供する。
【解決手段】 加熱溶融したポリスチレン系樹脂中に、発泡剤を圧入し、押出発泡させて得られるポリスチレン系樹脂押出発泡体において、ポリスチレン系樹脂100重量部に対し、ポリビニルピロリドンを0.05〜10重量部含有したポリスチレン系樹脂押出発泡体であり、発泡剤としての水の使用量が、ポリスチレン系樹脂100重量部に対し、0.2〜4重量部であるのが好ましい。
(もっと読む)
141 - 160 / 247
[ Back to top ]