
Fターム[4F207AB02]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 発泡剤、膨張剤 (247)
Fターム[4F207AB02]に分類される特許
121 - 140 / 247
ポリオレフィン系樹脂発泡体
【課題】 本発明は、電子製品、精密機器、回路基盤、シリコン半導体、ディスプレイ用ガラス基板などの精密電子機器の包装材料として好適なものであって、精密電子機器に異物が転写しても水洗いや、水を含んだ布で拭う等の精密電子機器表面の汚染物質洗浄時に優れた洗浄性能を付与することができる、ポリオレフィン系樹脂発泡体を提供することを目的とする。
【解決手段】 本発明のポリオレフィン系樹脂発泡体においては、親水親油バランス(HLB値)8〜20の親水性化合物がポリオレフィン系樹脂発泡体中に該発泡体を構成しているポリオレフィン系樹脂100重量部に対して0.5〜10重量部の割合で添加されている。
(もっと読む)
改善された断熱性能を備えた発泡性ビニル芳香族ポリマー組成物、その調製方法及びその組成物から得られる発泡物品
50〜100質量%の1種以上のビニル芳香族モノマー及び0〜50質量%の少なくとも1種の共重合性モノマーを重合することによって得られるマトリックスと、このポリマーマトリックス中に包み入れられる、ポリマー(a)に対して1〜10質量%の発泡剤と、ASTM D−3037/89(BET)に準拠して測定した表面積5〜50m2/gを有するコークスを含む、ポリマー(a)に対して0.05〜25質量%の充填材とを含む発泡性ビニル芳香族ポリマー。 (もっと読む)
発泡壁紙
【課題】エチレン共重合体及び炭酸カルシウムを含む樹脂組成物を押出し製膜することによって発泡剤含有樹脂層を形成し、発泡工程に先立って電子線照射をしなくても十分な溶融張力が得られており、それを発泡させることで良好な発泡状態が形成された発泡壁紙を提供する。
【解決手段】紙質基材上に少なくとも発泡樹脂層を有する発泡壁紙であって、
(1)前記発泡樹脂層は、押出し製膜によって発泡剤含有樹脂層を製膜後、前記発泡剤含有樹脂層を発泡させることにより形成され、
(2)前記発泡剤含有樹脂層は、樹脂成分としてエチレン共重合体を含有し、前記樹脂成分100重量部に対して、脂肪酸により表面処理された平均粒子径が1〜5μmである炭酸カルシウムを10〜100重量部含有する、
ことを特徴とする発泡壁紙。
(もっと読む)
プロピレン系樹脂組成物およびこれから得られる発泡体
【課題】透明性に優れ、透過性と反射性のバランス性に優れ、発泡セル径のより小さな発泡シートまたはフィルムを提供すること。
【解決手段】シンジオタクティックプロピレン重合体(A)100〜50重量部と
プロピレン・α-オレフィン共重合体(B)0〜50重量部〔ただし、(A)と(B)との合計は100重量部)からなるプロピレン系樹脂組成物。
ここで、(A)はプロピレン単位90mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜10mol%を含むプロピレン系重合体(但し、合計して100mol%)であって、下記要件[1]〜[3]を満たし、[1] 13C−NMRにより測定される分率(rrrr)が85%以上。[2] 融点(Tm)が145℃以上であり、且つ融解熱量(ΔH)が40mJ/mg以上。[3] 135℃における極限粘度([η]、単位 dL/g)と、230℃における溶融張力(MT、単位 mN)とが下記関係式(Eq-1)を満たす。
0.25×[η]4.8≦MT≦2.00×[η]4.8 ---- (Eq-1)
(B)は、プロピレン単位50mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜50mol%を含むプロピレン系重合体(但し、合計して100mol%)である。
(もっと読む)
架橋ポリオレフィン系樹脂発泡シート及び粘着テープ
【課題】 本発明は、優れた柔軟性及び耐熱性を保持しつつ厚みを薄くすることができる架橋ポリオレフィン系樹脂押出発泡シートを提供する。
【解決手段】 本発明の架橋ポリオレフィン系樹脂発泡シートは、ポリオレフィン系樹脂及び熱分解型発泡剤を押出機に供給して溶融混練し、押出機からシート状に押出すことによって形成された発泡性ポリオレフィン系樹脂シートを発泡させて得られた架橋ポリオレフィン系樹脂発泡シートであって、該架橋ポリオレフィン系樹脂発泡シートの架橋度が5〜60重量%で且つ気泡のアスペクト比(MDの平均気泡径/CDの平均気泡径)が0.25〜1であり、上記ポリオレフィン系樹脂は、重合触媒として四価の遷移金属を含むメタロセン化合物を用いて得られたポリエチレン系樹脂を40重量%以上含有することを特徴とする。
(もっと読む)
光反射シートおよびその製造方法

【課題】押出法により光反射性および成形加工性に優れた樹脂発泡体からなる光反射シートを安価に製造する。
【解決手段】熱可塑性樹脂組成物と発泡剤とからなる樹脂/発泡剤混合物を押出機1の多孔ダイ4から押し出して得た多条発泡体をシート状に圧縮して光反射シート9を得る。
(もっと読む)
筒状樹脂軸の製造方法
【課題】切削性、内径寸法の安定性及び剛性等の所望の製品品質を安定して確実に得ることができる筒状樹脂軸の製造方法を提供すること。
【解決手段】熱可塑性樹脂と熱発泡剤と補強材とを混合し、得られた混合物を所定温度で加熱し熱発泡剤を発泡させて、筒状の樹脂軸を得る筒状樹脂軸の製造方法にあって、補強材を、無機材のみとすることで、熱可塑性樹脂、熱発泡剤、補強材の混合物が、熱発泡剤を発泡すべく所定温度で加熱されても、補強材から燃焼ガス(Co2)が発生しないようにし、熱発泡剤の発泡を所望の発泡倍率で行えるようにする。
(もっと読む)
ポリプロピレン系樹脂発泡シート
【課題】
帯電防止性能に優れ、かつ、薄く、剛性のある、自動包装ラインに好適に利用できる発泡シートを提供する。
【解決手段】
メルトフローレート(MFR)が1〜5g/10min、融点が150℃以上のポリプロピレン系樹脂100重量部に対して、メルトフローレート(MFR)が1〜15g/10min、融点が150℃以上の高分子型帯電防止剤を10〜25重量部含むポリプロピレン系樹脂組成物を押出発泡させたポリプロピレン系樹脂発泡シートである。そしてその発泡シートは、密度が0.05〜0.1g/cm3、厚みが0.5〜2mm、厚み方向の気泡数が1〜3個/mm、表面固有抵抗値が1×1013(Ω/□)未満であることを特徴とする。
(もっと読む)
ポリオレフィン系樹脂積層発泡シート及びその製造方法
【課題】熱可塑性エラストマー層が極めて薄い厚みで高発泡倍率のポリオレフィン系樹脂発泡体層に共押出ラミネートされており、摩擦係数が大きく、被包装物や接触物との粘着性が小さいポリオレフィン系樹脂積層発泡シートを提供する。
【解決手段】ポリオレフィン系樹脂発泡体層(ロ)の少なくとも片面側の最外層として熱可塑性エラストマー層(イ)が積層接着されている、厚みが0.3〜30mmで密度が0.018〜0.18g/cm3のポリオレフィン系樹脂積層発泡シート(ハ)であって、
(i)前記熱可塑性エラストマー層(イ)の平均厚みが10μm未満であり、
(ii)前記熱可塑性エラストマー層(イ)外表面に微細な不定形の凹みが多数形成されており、
(iii)前記熱可塑性エラストマー層(イ)外表面のJIS K7125に基づく静止摩擦係数が4〜15であることを特徴とするポリオレフィン系樹脂積層発泡シート。
(もっと読む)
ローラーおよびその製造方法
【課題】各層間の結合性に優れ、接着剤およびアウタースリーブ内で発泡材を発泡させる発泡工程を不要とし、使用後に再び回収して再利用することができる材料を用いることで将来的に容易に再利用され、円柱形芯材の仮固定や所定の位置からのずれといった問題を回避し、熱膨張による形成方法や加熱溶融による接着法、共押出し成形法を使用することができるローラーおよびその製造方法を提供する。
【解決手段】ローラーは、円柱形芯材1と、熱可塑性ポリウレタン系樹脂の発泡に基づき形成され、前記円柱形芯材の外周に配置される発泡体チューブ2と、前記発泡体チューブ2と同じ樹脂で形成されて、前記発泡体チューブの外周に配置される非発泡体アウタースリーブ3とを備える。前記発泡体チューブ2は、前記発泡体チューブと同じ樹脂で形成される非発泡体インナースリーブを介して前記円柱形芯材1の外周に配置されてもよい。
(もっと読む)
車両内装材用積層シート,ルーフライニング及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2を熱板溶着法にて貼合せて構成される。
(もっと読む)
車両内装材用積層シート,ルーフライニング芯材及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2をレーザー透過溶着法にて貼合せて構成される。
(もっと読む)
押出ダイおよびその製造方法
【課題】大型であっても、材料の流れを確実に所望の態様にすることができる、押出ダイを提供すること。
【解決手段】押出ダイ4は、溶融樹脂などの成形材料が流入する流入口47と、流入口47から流入した成形材料が通過する通路49と、通路49に接続された複数のコートハンガー部50と、各コートハンガー部50を通過した材料が流出する流出口51とを備えている。各コートハンガー部50は、実質的に同一形状をなしている。1つのコートハンガー部を備える検討用ダイを製作して、このコートハンガー部内における材料の流れを検証し、その後、検証したのと同サイズ同形状のコートハンガー部50を複数並べて押出ダイ4を製作する。
(もっと読む)
発泡ゴム積層体及びその製造方法
【課題】本発明の目的は、被シール材のシールを要する部分の形状に外方に凸の曲面状の部分が存在しても、その部分に沿わせることが容易な曲がりシール材としての発泡ゴム積層体を提供することにある。
【解決手段】異なる配合のゴム材料を押出成形により共押出して形成した二層からなる発泡ゴム積層体1において、前記二層は相対的に高発泡の高発泡層3と低発泡の低発泡層2とからなり、その高発泡層3が内側となって曲がっていることを特徴とするものである。
(もっと読む)
耐熱発泡シート及びその製造方法並びに食品用容器
【課題】 本発明は、熱可塑性樹脂フィルムを積層一体化させて用いた場合に、耐熱ポリスチレン系樹脂発泡層と熱可塑性樹脂フィルムとの界面において気泡膨れに伴う界面剥離を生じることがないと共に、熱成形時の二次発泡性に優れ、十分な厚みを有し且つ機械的強度に優れた熱成形品を得ることができる耐熱発泡シートを提供する。
【解決手段】 本発明の耐熱発泡シートは、アクリル酸、メタクリル酸及び無水マレイン酸からなる群から選ばれた少なくとも一種の成分とスチレンとの共重合体を含み且つガラス転移温度が110℃以上であるポリスチレン系樹脂、ポリプロピレン系樹脂及びスチレン系エラストマーを含有する耐熱ポリスチレン系樹脂組成物よりなると共に、表面粗さが15μm以下の平滑面を有し且つ連続気泡率が25%以下の耐熱ポリスチレン系樹脂発泡層を含有することを特徴とする。
(もっと読む)
ポリプロピレン系樹脂発泡体の製造方法
【課題】発泡倍率が高く、発泡セルが均一に分散し、表面外観が良好なポリプロピレン系樹脂発泡体の製造方法の提供。
【解決手段】230℃における溶融張力が5〜30gであり、メルトフローレート(MFR)と、溶融張力(MT)との関係が、下記式(1)を満たす直鎖状のポリプロピレン系樹脂を、押出装置により溶融押出ながら、該溶融樹脂に二酸化炭素を注入して、該溶融樹脂を発泡させる発泡体の製造方法において、押出装置における二酸化炭素の導入箇所のシリンダーバレル温度を200〜240℃として、発泡前のシリンダーバレル温度が175〜190℃となるように温度調節した後に、ダイスの開口面積あたりの上記樹脂の吐出量を、ダイス開口部の直近の樹脂圧力が5〜20MPaとなるようにして、溶融樹脂を大気下に吐出して発泡させる樹脂の発泡体の製造方法。
Log(MT)>−1.33Log(MFR)+1.2 (1)
(もっと読む)
装飾体及びその製造方法
【課題】意匠面を構成する材料からなる成形部分の端部にささくれが生じる事象を抑え、且つ良好な意匠的効果を発揮する装飾体及びその製造方法を提供する。
【解決手段】本発明に係る長尺の装飾体10は、被取付体に取り付けられる係合部30と、該係合部30と一体的に形成された装飾部20とを有する。係合部30は、熱可塑性樹脂材料により形成された成形部を備える。装飾部20のうち少なくとも意匠面12を成す外表面部分24は、溶融張力が120mN〜300mNの熱可塑性エラストマー100質量部に対して熱膨張性カプセル2〜10質量部を含有する外表面部分成形材料により形成されている。そして、装飾部20の意匠面12には、膨張した上記カプセルの突出によって複数の突起が形成されている。
(もっと読む)
木質系樹脂発泡成形体の製造方法、木質系樹脂発泡成形体、及びこれを用いた床材
【課題】生産工程を増やすことなく、熱寸法安定性に優れ、加えて引取方向の熱寸法安定性と、基材巾方向の熱寸法安定性の差も少なくした木質系樹脂発泡成形体の製造方法、該製造方法により製造された木質系樹脂発泡成形体、及びこれを用いた床材を提供する。
【解決手段】少なくとも熱可塑性樹脂および木質系フィラーおよび発泡剤を含有する木質系樹脂組成物を溶融して発泡させた木質系樹脂発泡材料を金型11から押出し、滑りサイジング金型14を通過させて成形するとともに、前記熱可塑性樹脂と同系統の熱可塑性樹脂からなる不織布13を前記木質系樹脂発泡材料と滑りサイジング金型14との間に通過させて、前記木質系樹脂発泡材料の表面に不織布13を張り合わせて木質系樹脂発泡成形体Sに一体成形することを特徴とする。
(もっと読む)
窓構造のための断熱性が改善された強化プラスチック断面の製造方法
本発明は、発泡コア(5)を有するプラスチック断面を共押出法で製造するための方法に関する。発泡材料は特に固体状でプラスチック中空断面の空洞内に共押出され、空洞内で発泡する。本発明に係る方法は、特に窓のサッシ及び枠断面の製造に適している。 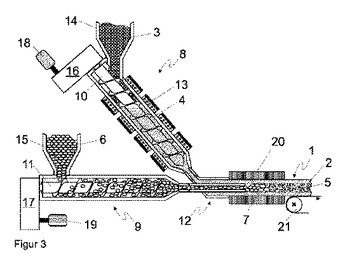 (もっと読む)
(もっと読む)
ポリプロピレン系樹脂押出発泡体及びその製造方法
【課題】15倍以上の高い発泡倍率を有し、かつ70%以上の独立気泡率である断熱性に優れたポリプロピレン系樹脂押出発泡体及びその製造方法が提供する。
【解決手段】230℃における溶融張力が5〜30gである直鎖状のポリプロピレン樹脂を含むポリプロピレン系樹脂組成物を、少なくとも炭化水素系ガスを含む発泡剤を用い押出発泡した発泡倍率が15倍以上であり、独立気泡率が70%以上であることを特徴とするポリプロピレン系樹脂押出発泡体。
(もっと読む)
121 - 140 / 247
[ Back to top ]