
Fターム[4F207AB02]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 発泡剤、膨張剤 (247)
Fターム[4F207AB02]に分類される特許
201 - 220 / 247
ポリヒドロキシアルカノエート樹脂押出発泡体の製造方法および該製造方法により得られる押出発泡体
【課題】 環境適合性に優れ、更には生分解性を有する押出発泡体、およびその安定した製造方法を提供することである。
【解決手段】 微生物から生産される式(1)
[−O−CHR−CH2−CO−] (1)
(ここに、RはCnH2n+1で表されるアルキル基で、n=1以上15以下である。)
で示される一種以上の単位からなる共重合体(以下、ポリ(3−ヒドロキシアルカノエート):略称P3HA)と有機過酸化物とを混合してなる樹脂組成物(A)に、揮発性発泡剤を溶融混練して混合物を作製し、該混合物を融点Tm+20℃以下、80℃以上に調整された成形ダイを通じて低圧領域に押し出した直後、連続的に吐出物の表面温度を80℃未満になるように冷媒を使用して急冷することを特徴とするP3HA樹脂押出発泡体の製造方法。
(もっと読む)
ポリヒドロキシアルカノエート樹脂押出発泡体の製造方法および該製造方法から得られる押出発泡体
【課題】 環境適合性に優れ、更には生分解性を有する押出発泡体、およびその安定した製造方法を提供することである。
【解決手段】 微生物から生産される式(1)
[−O−CHR−CH2−CO−] (1)
(ここに、RはCnH2n+1で表されるアルキル基で、n=1以上15以下の整数である。)
で示される一種以上の単位からなる共重合体(以下、P3HA)とイソシアネート化合物、揮発性発泡剤と脂肪酸アミド系化合物を溶融混練して混合物を作製し、該混合物を成形ダイを通じて低圧領域に押し出すことを特徴とするP3HA樹脂押出発泡体の製造方法。
(もっと読む)
光反射物の製造方法
【課題】高い拡散反射率を有するポリマ−光反射物を提供する。
【解決手段】ポリマーと、高圧気体または超臨界流体と、を押出機の中で混合して均一単相の混合物とし、前記均一単相の混合物を、ダイを通して、平均空孔径が200ミクロン以下である微細空孔を備えたポリマー発泡材を包含する押出物を押出成形する。
(もっと読む)
ポリプロピレン系樹脂押出発泡シートの製造方法
【課題】 本発明の目的は、軽量であり食品容器などに好適に成形しうるポリプロピレン系樹脂押出発泡シートを、短時間の保管で加熱成形性を安定化でき、効率高く製造しうる製造方法を提供することにある。
【解決手段】 ポリプロピレン系樹脂とプロパンを押出機に供給し、混練及び冷却しながら発泡性ゲルを形成し、ダイを通じて該発泡性ゲルを低圧領域に押し出すことにより、上記特性を有するポリプロピレン系樹脂押出発泡シートを得ることができる。
(もっと読む)
発泡ポリエチレン被覆金属管
【課題】金属腐蝕を起こさず、かつ断熱性、衝撃吸収性に富んだ金属管被覆用発泡性ポリエチレン樹脂組成物を用いて得られる発泡ポリエチレン被覆金属管を提供する。
【解決手段】本発明の発泡ポリエチレン被覆金属管は、ポリエチレン系樹脂100重量部に、ハロゲン及びハロゲン系化合物からなる残留の不純物を含む化学発泡剤0.1〜10重量部、及び不純物捕集剤0.01〜1重量部を配合させてなる発泡性ポリエチレン樹脂組成物を、予熱された金属管の表面に押出機より押出し被覆させる製法、又は該発泡性ポリエチレン樹脂組成物を押出機よりシート状に押出して発泡シートとし、該発泡シートを金属管の外周と同じ長さに切断したのち円筒状に丸めて金属管に被覆させる製法のいずれかにより製造される。
(もっと読む)
包装材料の製造方法及び包装容器
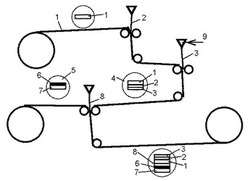
【課題】簡易に断熱発泡層を形成することができ、かつ、食品衛生上も安全に発泡層を得て、しかも、断熱性に優れ、人の手のひらに適合する微細な凹凸を有する包装容器及び包装材料製造法を提供する。
【解決手段】連続的に繰出される基材層1上に第1溶融樹脂2を押出して第1熱可塑性樹脂層2を形成し、形成された第1熱可塑性樹脂層2上に、溶融した樹脂に微量の水9を添加して発泡した第2溶融樹脂3を押出して第2熱可塑性最外層3を形成する。このように第2熱可塑性最外層3を形成して外側セミ包装材料4を得、次いで、最内シーラント層7とアルミニウム箔層6を含む内側セミ包装材料5を準備し、連続的に繰出される外側セミ包装材料4及び内側セミ包装材料5を、押出ラミネーション8で積層して包装材料を得る。
(もっと読む)
自動車用内装部品

【課題】積層構造体を少なくとも一部に採用した自動車用内装部品であって、製品の軽量化を図るとともに、廉価でかつ外観性能を良好に維持する。
【解決手段】ドアトリム10は、軽量でかつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が一体化され、表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成されている。そして、上記発泡樹脂基材21の素材である発泡樹脂シートSの表面側に予めトップ層23aと基布23bの積層体からなる加飾材23がラミネートされており、基布23bにより、発泡樹脂シートSと加飾材23との良好な接合が図れ、トップ層23aの薄肉化を可能とする等、軽量化、コストダウンに寄与でき、かつ基布23bの断熱作用により、成形不良も回避する。
(もっと読む)
変性ポリフェニレンエーテル系樹脂発泡体の製造方法及びサーキュラー金型
【課題】 本発明は、連続気泡率が高く且つ高発泡倍率である変性ポリフェニレンエーテル系樹脂発泡体を製造することができる変性ポリフェニレンエーテル系樹脂発泡体の製造方法を提供する。
【解決手段】 本発明の変性ポリフェニレンエーテル系樹脂の製造方法は、変性ポリフェニレンエーテル系樹脂を押出機に供給して発泡剤と共に溶融混練し、押出機の先端に取り付けたサーキュラー金型から押出発泡させて連続気泡率が70%以上で且つ発泡倍率が20倍以上である変性ポリフェニレンエーテル系樹脂発泡体を製造する製造方法であって、上記サーキュラー金型の外金型先端部に温調流路を形成し、この温調流路内に液体状の温調媒体を流通させて上記サーキュラー金型のランド部を温度調節することを特徴とする。
(もっと読む)
熱可塑性樹脂発泡体の製造方法および製造装置
【課題】 微細で均一な発泡セルを有する発泡体を得ることができる、熱可塑性樹脂発泡体の製造方法を提供する。
【解決手段】固体発泡材料を二軸スクリュ式押出機(3)の加熱シリンダの上流側に供給してスクリュを回転駆動して溶融すると共に、超臨界状態の不活性流体を注入口(4)から注入し、不活性流体が溶解・分散した溶融発泡材料を加熱シリンダの下流端部に設けられている押出用ダイ(20)から連続的に押し出して発泡成形品を得るとき、不活性流体の注入量は、粘度計(13)により計測される溶融発泡材料の粘度により、不活性流体の飽和溶解度以下の範囲になるよう制御し、加熱シリンダおよび押出用ダイ(20)の出口端部近傍までの内圧は、気泡の発生点が押出用ダイ(20)の下流端部近傍になるように制御する。
(もっと読む)
廃プラスチックの精製処理方法並びに廃プラスチックを原料とするプラスチック成形品の製造方法及びプラスチックボードの製造方法
【目的】 廃プラスチックから品質がよいプラスチック成形品を安定的に製造することができる方法を提供する。
【解決手段】 廃プラスチック103を減圧手段を備えた第1の押出機10へ装入し、加熱しながら減圧状態に保持して溶融し、その溶融物を濾過する処理を行った後、冷却・固化させて廃プラスチックの粒状品105を得、この粒状品105を、減圧手段を備えた第2の押出機20へ装入し、加熱しながら減圧状態に保持して溶融し、その溶融物を押出成形することを特徴とする。
(もっと読む)
発泡用樹脂組成物、発泡同軸ケーブル及び発泡同軸ケーブルの製造方法
【課題】 本発明は、発泡時の成核剤として金属不活性剤を用いた発泡用樹脂組成物を提供するものである。
【解決手段】 かゝる本発明は、ポリオレフィン系樹脂100質量部に発泡時の成核剤として金属不活性剤、例えば、3−(N−サリチロイル)アミノ−1,2,4−トリアゾールなどのトリアゾール系のものや、2’,3−ビス[3−[3,5−ジーtert−ブチル−4−ヒドロキシフェニル]プロピオニル]プロピオノヒドラジドなどのヒドラジド系のものを0.01〜1.0質量部添加してなる発泡用樹脂組成物にあり、これにより、発泡セルの微細化を図り、優れた特性の樹脂組成物を得ることができる。
(もっと読む)
スチレン系樹脂発泡体の製造方法およびスチレン系樹脂発泡体
【課題】発泡剤の少なくとも1種としてシクロペンタンを用い、押出発泡成形して発泡体を得る際に、押出発泡成形性に優れ、低密度で断熱性に優れたスチレン系樹脂発泡体の製造方法およびスチレン系樹脂発泡体を提供すること。
【解決手段】加熱溶融させたスチレン系樹脂に、発泡剤を含有させた組成物を押出発泡させてスチレン系樹脂発泡体を製造する方法であって、発泡剤の少なくとも1種がシクロペンタンであって、前記スチレン系樹脂の使用量が前記組成物100重量部に対して4.5〜10重量部であり、さらに、前記スチレン系樹脂100重量部に含水物質を0.1〜15重量部添加することを特徴とするスチレン系樹脂発泡体の製造方法。
(もっと読む)
発泡シリコーンゴム成形体
【課題】中空部を有する形状でありながらも、設計で意図した形状に成形が可能であり、使用時にも形状が崩れることのない発泡シリコーンゴム成形体を提供すること。
【解決手段】中空部2を有する筒形状の発泡シリコーンゴム成形体1であって、上記中空部2には、長手方向に連続した隔壁3が存在していることを特徴とする発泡シリコーンゴム成形体1。上記隔壁3が、上記中空部2の略中央部分に位置していることを特徴とする発泡シリコーンゴム成形体1。
(もっと読む)
塩化ビニル系樹脂発泡体の製造方法
【課題】発泡が微細均一であり、リサイクル樹脂を含有しても発泡が不均一とならず、プレートアウト等の成型不良が発生しない長期間の製造が可能な1台の押出機で製造できる塩化ビニル系樹脂発泡体の製造方法の提供。
【解決手段】押出機、不活性ガス発泡剤供給装置、温調アダプター、押出成形用金型から構成される装置において、塩化ビニル系樹脂組成物100重量部あたり不活性ガスを0.1〜3重量部添加し、押出機内でスクリュフライトの一部分を押出方向に対して逆フライト構造としてガスシールを行い、シリンダー温度160℃〜200℃、Q/Nsが0.7以上で溶融混練した後、樹脂温度180℃〜200℃で温調アダプターに供給し、樹脂温度180℃以下に冷却した後、押出成型用金型に供給し165℃〜180℃にて発泡倍率が1.1〜5.0倍、平均気泡径が30〜100μmである発泡体を成形する塩化ビニル系樹脂発泡体の製造方法。
(もっと読む)
複合スクリュ混練押出機および押出発泡成形方法
【課題】超臨界流体状態の不活性ガスを溶融樹脂中に効率良く混合・分散させて均一に含浸させるとともに、迅速に適切な発泡条件に整えて微細発泡成形できるようにする。
【解決手段】上流側に供給口5が設けられたシリンダ2と、シリンダ2内に回転自在に配設された2本の複合スクリュ3と、シリンダ2の下流端に配設されたダイ13とを有し、供給口側からダイ側へ順次、二軸スクリュ混練押出部A、混練度調整機構B、単軸スクリュ混練押出部Cを備えている。複合スクリュ3は二軸スクリュ混練押出部Aに対応する二軸スクリュ部3aと単軸スクリュ混練押出部Cに対応する単軸スクリュ部3bを有している。シリンダ2は、二軸スクリュ部3aが位置する一つの二軸スクリュ内径部6と単軸スクリュ部3bがそれぞれ位置する一対の単軸スクリュ内径部7を有し、単軸スクリュ内径部7には上流側部位に超臨界流体状態の不活性ガスの注入口8が開口されている。
(もっと読む)
複合管
【課題】押出発泡法で得られる、高い発泡倍率および接合強度を有し、高い断熱性と優れた施工性を兼ね備えた複合管を提供する。
【解決手段】管(12)の外表面に樹脂発泡体(11)を押出発泡法により被覆した複合管(1)であって、前記樹脂発泡体(11)が、管通路(23)の周囲のダイ(2)より押し出されて被覆され、そのダイの出口(21)は、管通路(23)の周囲において少なくとも1つの遮蔽部分(22)を有するダイ出口(21)より押し出されたものであり、かつ前記の管(12)の外表面に対する前記樹脂発泡体(11)の接合強度が0.003kg/cm2以上である複合管(1)。
(もっと読む)
発泡壁紙の製造方法
【課題】エチレン−酢酸ビニル共重合体(EVA)を含有する発泡剤含有樹脂層を押出し成形により形成する工程を含む発泡壁紙の製造方法であって、良好な発泡状態と紙質基材の焼け防止とを同時に達成する製造方法を提供する。
【解決手段】紙質基材上に、熱分解型発泡剤を含む発泡剤含有樹脂層を押出し成形により積層後、電子線照射により発泡剤含有樹脂層に含まれる樹脂を架橋し、次いで加熱することにより発泡剤含有樹脂層を発泡樹脂層とする発泡壁紙の製造方法であって、
発泡剤含有樹脂層は、樹脂成分としてエチレン−酢酸ビニル共重合体を含有し、且つ、第3級炭素原子を有するジアクリレートモノマーを更に含有することを特徴とする、発泡壁紙の製造方法。
(もっと読む)
発泡体製造方法、炭酸ガス濃度検出方法及び押出機
【課題】 押出機を用いて、炭酸ガスを注入し、発泡体を製造する場合に、出口での溶融樹脂中の炭酸ガスの量を正確、且つ連続的に簡便に計測することができる発泡体製造方法、炭酸ガス濃度検出方法及び押出機を提供する。
【解決手段】 押出機内の溶融樹脂に炭酸ガスを注入して押出すことで発泡体を製造する発泡体製造方法において、前記押出機の押出し口近傍より溶融樹脂を強制的に吸引し、該吸引された溶融樹脂中の炭酸ガス濃度を近赤外又は中赤外の検出センサで検出し、検出された炭酸ガス濃度に基づいて、前記押出機の溶融樹脂に注入する炭酸ガスの注入量を制御するようにしたことを特徴とする。
(もっと読む)
ポリスチレン系樹脂積層発泡シート及びその製造方法、並びに、成形品の製造方法
【課題】 本発明は、成形時においてドローダウン現象を生じさせることなく所望形状に正確に安定した成形条件下にて成形することができるポリスチレン系樹脂積層発泡シートを提供する。
【解決手段】 本発明の長尺状のポリスチレン系樹脂積層発泡シートは、押出発泡によって得られたポリスチレン系樹脂発泡シート層の一面にポリスチレン系樹脂非発泡シート層を共押出法により積層一体化してなり、125℃にて150秒間に亘って加熱すると、ポリスチレン系樹脂非発泡シート層の表面がその幅方向に−45〜−15%の寸法変化率で収縮し、ポリスチレン系樹脂非発泡シート層を内側にして幅方向に円弧状に変形するように構成されている。
(もっと読む)
高圧ストランド用ダイ
【課題】発泡体成形物品の製造において、高い押出機背圧にも耐えることができる一体型樹脂押出末端プレートを提供する
【解決手段】末端プレートが第一のポリマーメルト受入れ用の主表面及び、第一の主表面から間隔をあけた位置でそれにほぼ平行である第二のポリマーメルト排出用の主表面をもち、第一及び第二の主表面が、アーチ状に湾曲した部分を取り囲む周囲のフランジ部分内に位置しており、アーチ状に湾曲した部分のそれぞれの主表面が末端プレートから間隔をあけた位置の半径中心から引かれた曲率半径をもち、アーチ状に湾曲したポリマーメルトの複数の開口部をもち、そのそれぞれが第一及び第二の主表面の両方と流体連通している一体型樹脂押出用末端プレート。
(もっと読む)
201 - 220 / 247
[ Back to top ]