
Fターム[4F207AB02]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 発泡剤、膨張剤 (247)
Fターム[4F207AB02]に分類される特許
61 - 80 / 247
一体発泡微細構造物品
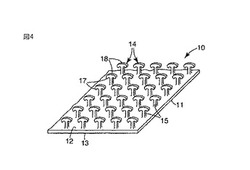
【課題】良好な表面微細構造の提供
【解決手段】本発明は、一部は、表面微細構造(14)のある表面を有するポリマー発泡体を備える物品に関し、表面微細構造は、少なくとも1つの大きさ又は寸法が約10ミクロン以上である。微細構造の大きさは(連続的なリブ状の構造でない場合)、最大で約300ミクロン以下であり、概ね、高さが最大で1000ミクロン以下であり、高さが最小で200ミクロン以上である。発泡物品は、ロッド、シリンダ、シートなどを包含する様々な形状で提供されてもよい。発泡体がシートの形態で提供される好ましい実施形態では、発泡体は1対の主面を有し、その一方又は両方に表面微細構造を設けることができる。発泡体支持体および微細構造は、複数の空隙を備え、その空隙の平均サイズは、好ましくは微細構造の最小断面寸法又は大きさよりもかなり小さい。
(もっと読む)
熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブル

【課題】1台の押出成形機で多層構造の押出成形品を安価に製造することができ、しかもその製品における各層間の密着性を確実に高めることができる、熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブルを提供すること。
【解決手段】軸方向周上に所定の高さを持った螺旋構造のフライト2を有する単軸スクリュ3を備えた一台の押出成形機1に、夫々押出材料である複数種類の熱可塑性樹脂組成物A、Bを供給すると共に、これら複数種類の熱可塑性樹脂組成物A、Bを前記押出成形機1内に設けられた夫々別々の流路9、10を通して混合させることなく同時に搬送して、前記押出成形機1から前記複数種類の熱可塑性樹脂組成物A、Bを夫々溶融押出成形する、熱可塑性樹脂組成物の多層押出方法。
(もっと読む)
ウィンドウおよびドアシステムのための一体化された絶縁押出物と押出技術
一体化された絶縁体を有する押出プラスチックプロファイル材、そのような生成物を押出す方法、およびそのようなプラスチック押出物で作られた窓およびドア。プラスチック押出物は、実質的にIR透過性のアクリルキャップと顔料を含む、低熱蓄積性のキャップストックシステムを含む。一体化された絶縁体を有する押出プラスチックプロファイル材は公知のプラスチック押出技術を使用してリサイクル可能であり、公知の窓およびドア製造において十分に使用することができる。  (もっと読む)
(もっと読む)
ポリスチレン系樹脂板状発泡シートとその製造方法及びディスプレイパネル
【課題】インクジェット印刷によって表面に直接印刷することができ、UVインクだけでなく水性インクも使用できる汎用性に優れたポリスチレン系樹脂板状発泡シートの提供。
【解決手段】ポリスチレン系樹脂を円筒状に押出発泡させ、押出直後の円筒の外表面を冷却したのち、冷却した円筒を押しつぶし、2層に重ね合わせて融着させる融着法によって製造され、表皮層を備えた、全体の密度が0.05〜0.12g/cm3で厚さ3〜10mmの板状又はシート状のポリスチレン系樹脂板状発泡シートであって、該シート表面の算術平均粗さRaが5〜15μmの範囲内であり、表面から深さ250μmまでの範囲に存在する気泡の押出流れ方向の平均気泡径MD、前記押出流れ方向と垂直方向の平均気泡径TD、厚さ方向の平均気泡径VDが、4<MD/VD<10、3<TD/VD<8の関係を満たすことを特徴とするポリスチレン系樹脂板状発泡シート。
(もっと読む)
育苗箱用シート及びその使用方法
【課題】生分解性を有すると共に、長期保存が可能であり、製造コストが安く、しかも、育苗箱から苗を取り出した際にバラバラになり難く、田植機の掻き取り爪への絡みも抑えた育苗箱用シートを提供する。
【解決手段】育苗箱の内底に配置するシートであって、澱粉を55〜85重量部、ポリ乳酸を15〜45重量部、及び発泡用核剤を0.5〜5重量部の割合で混合し、水を加えて押出機1で押し出し発泡させ、シート状に形成した発泡性シートであることを特徴とする育苗箱用シートである。
(もっと読む)
光拡散シート、光拡散シートの製造方法、および発光装置
【課題】 高い光拡散性及び高い光透過性を有する光拡散シートを提供することにある。
【解決手段】 ポリプロピレン系樹脂が含有され、密度が30〜100kg/m3 であり、シートの面1cm2 当たりの気泡個数が1×106 個以上であることを特徴とする光拡散シートを提供する。
(もっと読む)
改善された断熱性能を備えた発泡性熱可塑性ナノコンポジットポリマー組成物
(a)1種以上の重合性モノマーを含むベースの重合によって生成されるポリマーマトリックスと、(b)このポリマーマトリックスに球状に取り込まれた、ポリマー(a)に対して1〜10質量%の発泡剤と、(c)ポリマー(a)に対して0.004〜15質量%の、150nm以下の厚さ(グラフェンシートに対して直角)、10μm以下の平均寸法(長さ、幅又は直径)及び>50m2/gの表面積を有するナノスケールグラフェンプレートを含む不透熱性充填材とを含む発泡性熱可塑性ポリマーをベースとした、ナノコンポジット組成物。 (もっと読む)
広いコモノマー含量分布を有する押出ポリスチレンフォーム
20重量%又はそれ以下の共重合アクリロニトリルコモノマー含量、中央アクリロニトリルコモノマー含量を超える平均アクリロニトリルコモノマー含量及びスチレン−アクリロニトリルコポリマーについての共重合アクリロニトリルコモノマー分布曲線の半ピーク高さで測定したとき、2.5重量%よりも大きい半高さでの幅を有する平均共重合アクリロニトリルコモノマー分布を有する、スチレン−アクリロニトリルコポリマーの熱可塑性ポリマー組成物を使用して、押出ポリマーフォームを製造する。 (もっと読む)
光拡散シート、光拡散シートの製造方法、および発光装置
【課題】 高い光拡散性及び高い光透過性を有する光拡散シートを提供することにある。
【解決手段】 ポリスチレン系樹脂が含有され、シートの面1cm2 当たりの気泡個数が1×107 個以上であり、厚さが0.3〜1.0mmであることを特徴とする光拡散シートを提供する。
(もっと読む)
押出成形装置
【課題】反りや歪み等の変形を生じさせることなく,強度に優れた成形体を生産性を低下させることなく製造する押出成形装置を提供する。
【解決手段】スクリュ式の押出機12により押し出された成形生地25aを冷却固化して成形する成形ダイ30間に,押出ダイ20を配置し,この押出ダイ20で押出機12によって押し出された前記成形生地25aの溶融状態を維持しながら前記成形ダイに導入する。押出ダイ20内に形成された空間21内には,成形生地に流動抵抗を与える抵抗体26を配置し,該抵抗体26の外周と前記押出ダイ内周間の間隔を前記成形生地の流路21aと成すと共に,前記抵抗体26の前記押出機12側の端部に,前記成形生地25aの押出方向に対して直交方向を成す端面261aを設け,押出ダイ20内を流れる成形生地を前記端面と衝突させて攪拌し,これにより成形生地の流れを成形ダイに導入する前に均一化する。
(もっと読む)
発泡シート製造用マンドレル、ポリオレフィン系樹脂発泡シート製造装置及びポリオレフィン系樹脂発泡シート製造方法
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いたポリオレフィン系樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させてポリオレフィン系樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、前記マンドレルは、発泡シート流れ方向上流側から下流側に向けて少なくとも前部、中部及び後部の各領域が順に設けられ、前記中部には、発泡中間体の内面側に気体を吹き付ける気体供給手段が設けられたマンドレル本体と、該マンドレル本体の前記前部と後部の一方又は両方の外面に着脱可能に固定される拡径リングとを有する。
(もっと読む)
発泡シート製造用マンドレル、熱可塑性樹脂発泡シート製造装置及び熱可塑性樹脂発泡シート製造方法
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いた熱可塑性樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させて熱可塑性樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、駆動手段によって前記マンドレルの径方向に沿って進退可能に移動する複数の可動片が、マンドレルの周方向に沿って連設されてなる外径変動部が設けられたことを特徴とする発泡シート製造用マンドレル。
(もっと読む)
スチレン系樹脂押出発泡体
【課題】発泡剤としての可燃性ガスを適量使用しながら気泡膜の厚みを一定以上にし熱伝導率および難燃性(特にガス燃焼)を良好なものとしたスチレン系樹脂押出発泡体を提供する。
【解決手段】気泡膜の厚みが2μm以上であり、JIS A1412−2:1999に規定された測定法において測定した熱伝導率が28w/K以下であり、JIS A9511:2006Rに規定された燃焼性の測定方法Aに合格する、スチレン系樹脂押出発泡体。
(もっと読む)
熱可塑性樹脂発泡管の製造方法
【課題】 本発明は、平滑な内周面を有する熱可塑性樹脂発泡管を製造することができる熱可塑性樹脂発泡管の製造方法を提供する。
【解決手段】本発明の熱可塑性樹脂発泡管の製造方法は、熱可塑性樹脂を押出機に供給して発泡剤の存在下にて溶融混練して上記押出機の先端に取り付けたサーキュラダイから押出発泡させる熱可塑性樹脂発泡管の製造方法であって、サーキュラダイの内ダイの先端に冷却マンドレルが接続されており、上記冷却マンドレルの外周面には、所定間隔を存して環状の冷却媒体排出用溝部及び冷却媒体供給用溝部が形成されていると共に、冷却媒体供給用溝部と冷却媒体排出用溝部とが連結溝部を介して連結、連通しており、冷却媒体供給用溝部から冷却媒体を供給して冷却媒体排出用溝部から吸引し排出することによって熱可塑性樹脂発泡管の内周面を冷却することを特徴する。
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡体を提供することを課題とする。
【解決手段】 該押出発泡体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有する押出発泡体であって、密度が20〜65kg/m3であり、厚み方向中央部に位置する該発泡層を構成する気泡において、厚み方向の平均気泡径(A)と押出方向の平均気泡径(B)の比(A/B)が0.3〜1.5を満たすことを特徴とする押出発泡体。
(もっと読む)
断熱パネル複合材
キャビティを設けた押出し熱可塑性ポリマー発泡体を準備し、真空断熱パネルの全体がキャビティ内に入るように配置することにより、物品を調製する。 (もっと読む)
断熱性能に優れた押出発泡成形体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡成形体を提供することを課題とする。
【解決手段】 厚み方向に押出発泡成形体の厚み方向に発泡層が非発泡層を介して積層された構造を有する押出発泡成形体であって、該押出発泡成形体が、厚み方向に押出発泡成形体の厚み方向に発泡層が非発泡層を介して積層された構造を有すると共に、該発泡層が、気泡径0.25mm以下の小気泡と、平均気泡径(D1)の1.2倍以上の気泡径の大気泡より構成される気泡構造を有する押出発泡成形体を使用する。
(もっと読む)
ポリエチレン系樹脂発泡シート
【課題】ロール状に形成されるなどした場合における厚みの変動を抑制しつつ熱融着される用途に適したポリエチレン系樹脂発泡シートの提供を課題としている。
【解決手段】0.925g/cm3以上0.935g/cm3以下の密度を有するポリエチレン系樹脂と発泡剤とを含んだポリエチレン系樹脂組成物を見掛密度が0.06g/cm3以下となるようにシート状に押出し発泡させてなり、表面どうしを熱融着させて用いられるポリエチレン系樹脂発泡シートであって、前記ポリエチレン系樹脂のメルトマスフローレートが、0.2g/10分以上2.0g/10分未満であることを特徴とするポリエチレン系樹脂発泡シートなどを提供する。
(もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法
【課題】性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーを提供すること。
【解決手段】エクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなる。
(もっと読む)
61 - 80 / 247
[ Back to top ]