
Fターム[4F207AB02]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 発泡剤、膨張剤 (247)
Fターム[4F207AB02]に分類される特許
21 - 40 / 247
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物を押出機で前記押出発泡させる際に、前記押出機内での前記溶融物の最高到達温度を340℃以下にすることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物がブレーカープレートを通過する際の樹脂温度について、ブレーカープレートの中心部から外周部までの温度の最高温度から最低温度を引いた値が20℃以下になるようにすることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物を押出機で前記押出発泡させる際に、該押出機のスクリューとして、先端部を外周部から中心に向けて延びる複数本の溝が設けられた形状とするスクリューを用いることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】導電付与材の含有量が少ないにもかかわらず、良好な導電性能を有し、かつ柔軟性に優れる樹脂発泡体、及び該樹脂発泡体を効果的に製造する方法を提供する。
【解決手段】(1)2種類の樹脂I及び樹脂IIと、導電付与材とを含む樹脂組成物からなる発泡体であって、該樹脂組成物が、前記導電付与材が多く含まれる樹脂相Iと、少なく含まれる樹脂相IIとからなる樹脂発泡体、及び(2)(a)導電付与材を、2種類の樹脂の内一方の樹脂Iに混練して樹脂組成物Iを調製する工程、(b)前記樹脂組成物Iと、もう一方の樹脂IIとを混練して、樹脂組成物IIを調製する工程、(c)前記樹脂組成物IIに物理発泡剤を含浸させて樹脂組成物IIIを調製する工程、及び(d)前記樹脂組成物IIIを発泡させて、樹脂発泡体を形成させる工程、を順次施す樹脂発泡体の製造方法である。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】低密度で、且つ、坪量が100g/m2以下となるような軽量性を有するポリスチレン系樹脂発泡シートを連続気泡の形成を抑制しつつ製造することができるポリスチレン系樹脂発泡シートの製造方法を提供すること。
【解決手段】ポリスチレン系樹脂と発泡剤とを含有するポリスチレン系樹脂組成物を押出発泡させてポリスチレン系樹脂発泡シートを作製するポリスチレン系樹脂発泡シートの製造方法であって、前記ポリスチレン系樹脂として、温度160℃、一定ひずみ速度0.1/秒の条件で一軸伸長粘度を測定して求められる時間−伸長粘度曲線の対数プロットにおける非線形領域の一次近似直線の傾き(a1)と上記曲線における線形領域の一次近似直線の傾き(a2)との比(a1/a2)が1.2以上2.0以下となるポリスチレン系樹脂を用いて、密度0.035g/cm3〜0.065g/cm3、坪量100g/m2以下のポリスチレン系樹脂発泡シートを作製することを特徴とするポリスチレン系樹脂発泡シートの製造方法を提供する。
(もっと読む)
表面保護フィルムの製造方法
【課題】粘着層へのゴミ等の異物の付着が抑制された表面保護フィルムの製造方法を提供する。
【解決手段】共押出しインフレーション法により少なくとも基材層構成樹脂と粘着層構成樹脂とを環状ダイから押出し、外層に基材層構成樹脂が配置され内層に粘着層構成樹脂層が配置されたチューブ状積層フィルムを得、次いで、チューブ状積層フィルムを平坦化して2枚の積層フィルムの粘着層同志を重ね合わせた後、所定形状に打ち抜き加工することにより2枚の積層フィルムの粘着層同志を剥離可能にする。
(もっと読む)
樹脂製サッシ、樹脂製サッシ用形材及び樹脂製サッシ用形材の製造方法
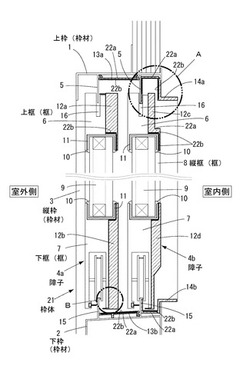
【課題】 本発明は、万全な耐火性能を効率的に備えることができる樹脂製サッシ及び樹脂製サッシ用形材、樹脂製サッシ用形材の製造方法を提供することにある。
【解決手段】 枠体1〜3と障子4a,4bとを備えており、枠体1〜3及び障子4a,4bを形成する枠材1〜3や框6〜8の樹脂製サッシ用形材形成部22aの任意の箇所に、熱膨張耐火成分を含有する熱膨張耐火成分含有部22bを一体成形してあることを特徴とする。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】歪回復性に優れ、特に、高温で樹脂の復元力による気泡構造の収縮が少なく、高温での歪回復性に優れる樹脂発泡体を提供する。
【解決手段】本発明の樹脂発泡体は、エラストマー及び活性エネルギー線硬化型化合物を含む樹脂組成物から得られ、未発泡状態の測定サンプルについての動的粘弾性測定により求められるガラス転移温度が30℃以下であり、未発泡状態の測定サンプルについての動的粘弾性測定により求められる20℃における貯蔵弾性率(E’)が1.0×107Pa以上であることを特徴とする。
(もっと読む)
スチレン系樹脂押出発泡積層体及びその製造方法

【課題】 軽量性、圧縮強度、施工性、リサイクル性に優れたスチレン系樹脂押出発泡積層体を提供する。
【解決手段】スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層の少なくとも片面に、厚みが0.015〜0.7mmである非発泡層が形成されてなるスチレン系発泡積層体であって、非発泡層の直下1mmにおける発泡倍率を1.5〜4倍に調整し、非発泡層を含む発泡積層体全体の発泡倍率を3〜10倍にすることにより、軽くて、圧縮強度に優れ、釘、木ネジ等による施工性に優れるスチレン系樹脂押出発泡積層体を得ることができる。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
エラストマー性積層体およびその製造方法
【課題】積層体の弾性特性を改善すること。
【解決手段】本発明は、熱可塑性エラストマーから成るエラストマー性支持層(2)と、支持層(2)の材料より低い弾性を示すポリマーから成る少なくとも1層のマイクロテクスチャ加工された被覆層(3)とを備えたエラストマー性積層体(1)に関する。マイクロテクスチャは、被覆層(3)の弾性限界を超えて積層体(1)を延伸し、この延伸された積層体(1)が弾性回復することによって形成される。本発明によれば、マイクロテクスチャー化された被覆層(3)は多数の孔(4)を含む。さらに本発明は積層体の製造方法をも対象とする。
(もっと読む)
ポリスチレン系樹脂積層発泡シート
【課題】熱成形成に優れ従来品よりも軽量で、プリンやヨーグルトのような深絞り容器に成形したとき、実用上十分な剛性を有する容器を得ることのできるポリスチレン系樹脂発泡積層シートを提供する。
【解決手段】下記の(1)〜(3)で規定される気泡を有し、ポリスチレン系樹脂発泡層(A層)2の両面に、グラフトゴム成分を3〜15質量%含有するポリスチレン系非発泡樹脂からなる表面層(B層)1が積層され、前記A層とB層の厚みの比(B/A)が0.3〜1.0であり、シート全体の平均の密度が0.7〜0.9g/cm3で、総厚みが0.3〜1.0mmのポリスチレン系樹脂積層発泡シート。(1)A層の厚み方向の平均径(Rt):40〜70μm(2)A層の引き取り方向の平均径(Rmd):90〜140μm(3)アスペクト比(Rmd/Rt):1.5〜3
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
発泡剤を含むプラスチックの押出成形方法及び押出成形機
【課題】発泡剤を含むプラスチックの押出成形方法において、発泡剤としての水をシリンダ内の可塑化したプラスチックに供給する場合に、水の添加量を安定させ、発泡ムラや過大な発泡セルが生じるのを防止し、かつ注水ノズルの詰まりを防止する。
【解決手段】押出成形機のシリンダ1壁に直径200μm以下のノズル穴15aを有する注水ノズル15を設置し、注水ノズル15からシリンダ1内の可塑化したプラスチックに発泡剤としての水を供給する。
(もっと読む)
発泡断熱材及びその製造方法
【課題】紙を原料に用いた発泡断熱材であって、厚みの大きい製品を効率よく製造する。
【解決手段】紙を含む植物性材料と熱溶融性樹脂材料とに水を加えた原料を押出機で押出発泡させて発泡板を成形し、2枚の発泡板それぞれの一表面を加熱して溶融させたのち、この溶融させた面どうしを当接させて融着することにより、厚みの大きい一枚の発泡断熱材を製造する。一次製品である発泡板は厚みが薄くても、貼り合わせにより、幅と厚みとが共に大きい発泡断熱材製品を提供できる。この発泡断熱材は、元の発泡板と比較して柔軟性が低下しないから、施工性が良好である。本発明で得られた発泡断熱材は、2枚の発泡板を接着剤で貼り合わせたものよりも熱伝導率が低くなり、条件によっては、元の発泡板より熱伝導率が低下する。
(もっと読む)
着色ポリ乳酸系樹脂発泡体、着色ポリ乳酸系樹脂発泡成形体および着色ポリ乳酸系樹脂発泡体の製造方法
【課題】発泡性、成形性に優れ、色むらの少ない着色ポリ乳酸系樹脂発泡体を提供することを課題とする。
【解決手段】メルトフローレート0.5〜15g/10分および軟化点60〜180℃の熱可塑性樹脂、ポリ乳酸系樹脂ならびに着色剤を含み、
前記着色剤を、前記熱可塑性樹脂と前記着色剤との合計量100重量部に対して3〜50重量部含むことを特徴とする着色ポリ乳酸系樹脂発泡体により課題を解決する。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
樹脂発泡シートの製造方法、樹脂発泡シート、及び、押出設備の改修方法
【課題】樹脂発泡シートの厚みを均一化させ得る樹脂発泡シートの製造方法を提供する。
【解決手段】発泡剤を含んだ樹脂組成物を溶融混練するための押出機と、該押出機の先端部に装着されたサーキュラーダイ100と、該サーキュラーダイ100のダイスリット111から前記樹脂組成物が押し出されてなる筒状の発泡体FBを内面側から冷却するための冷却マンドレル200とが備えられ、該冷却マンドレル200によって冷却される前の発泡体FBに外側から風を吹き付けて該発泡体FBを外側から冷却する冷却機構がさらに備えられている樹脂発泡シートの製造方法であって、前記押出設備には、前記押出機側から前記冷却マンドレル200側への空気の流れを規制する規制部材がさらに備えられており、該規制部材によって前記押出機側の空気が前記風に誘引されることを抑制させつつ樹脂発泡シートを製造することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
人工萱状物、及びその製造方法
【課題】 萱葺き屋根の維持コストを抑えることができ、また火事の危険も軽減できる萱の代替品として使用することができ、しかも、天然の萱に非常に近い外観で萱の雰囲気が損なわれない人工萱状物およびその効率的な製造方法を提供すること。
【解決手段】 熱可塑性樹脂から成る芯部1と;表面に不規則なシワ21が形成された熱可塑性樹脂から成る外層部2とから人工萱状物Rを構成し、またこの人工萱状物Rの製造において、押出成形機Mによって棒状の芯部1と筒状の外層部2を形成する第一のステップと;外部の開放空間において、外層部2をバルーン状に膨らませる第二のステップと;サイジング装置Sのダイス孔H3の入り口で膨張した外層部3を圧搾して表面に不規則なシワ21を形成する第三のステップと;サイジング装置Sで冷却賦形して芯部1と外層部2を一体化する第四のステップとを含む工程を採用した。
(もっと読む)
押出発泡シート及びそれからなる容器
【課題】剛性に優れ、均一な気泡径を有する押出発泡シートを提供する。
【解決手段】高密度ポリエチレン99〜50重量%及び下記(A)、(B)を満足するポリエチレン系樹脂1〜50重量%からなるポリエチレン系樹脂組成物を用いてなる押出発泡シートを用いる。
(A)JIS K6760に準拠して密度勾配管法により測定した密度(d)が935kg/m3以上970kg/m3以下。
(B)150℃、せん断速度60.8s−1で測定したスウェル比が1.60以上。
(もっと読む)
21 - 40 / 247
[ Back to top ]