
Fターム[4F207AG09]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 管状体(←配管パイプ) (362) | 異形管(←非円形断面) (19)
Fターム[4F207AG09]に分類される特許
1 - 19 / 19
押出成型装置

【課題】内部に中空部とリブを有する押出成型品を、良好な寸法精度で成型することができ、メンテナンス頻度が低く、生産性が高い押出成型装置を提供することを目的とする。
【解決手段】 押出成型装置を、樹脂部材の外形を規制する外型と樹脂部材の内形を規制するコアを有する押出成型金型と、押出成型金型に溶融した樹脂を注入する押出機と、貫通穴が開口され磁性を有するサイジングコアと、サイジングコアを囲むサイジング外型と、一端側はサイジングコアの貫通穴に挿入され他端側は押出成型金型のコアに固定された支持棒と、サイジングコアの支持棒の軸方向への動きを規制するストッパから構成した。サイジング外型には複数の磁石と複数の電磁石が固定されており、電磁石の磁力を調整してサイジング外型に対するサイジングコアの位置を調節する。
(もっと読む)
細径脱気チューブ及びその製造方法

【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、引張強度が高く、かつ、生産性の高い速度で連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂と、連続状の抗張力体からなり、該抗張力体を被覆した内環状部と、該内環状部から放射状に延設された複数のリブ部と、該複数のリブ部を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下の細径脱気チューブである。
(もっと読む)
極細多孔チューブ及びその製造方法
【課題】外径精度に優れた極細多孔チューブを安定して製造する方法を提供すること。
【解決手段】極細多孔チューブの製造方法であって、該製造方法は以下の(1)〜(2)の工程を有することを特徴とする。
(1)ダイス直下の、40℃以上で樹脂部を形成する樹脂の融点近傍未満に加熱した加熱筒中で押出成形物を引き落とす徐冷工程、(2)次いで、室温付近の空冷ゾーンを少なくとも1段階以上設け、空冷しつつ通過させ樹脂部を室温付近まで冷却するか、又は空冷ゾーンの後、さらに必要に応じて水冷し室温付近まで押出成形物を冷却する冷却工程。
(もっと読む)
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂からなり、前記熱可塑性樹脂が充実した芯部と、該芯部から放射状に延設された複数のリブ部と、該複数のリブ部の外端間を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部(通液部)が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下である、ことを特徴とする細径脱気チューブ。
(もっと読む)
異型コルゲートチューブ製造装置、異型コルゲートチューブ製造方法及び異型コルゲートチューブ
【課題】長短比が大きい扁平な異型コルゲートチューブを製造すること。
【解決手段】溶融した樹脂材料8をシート状に押出して供給する供給部30と、異型コルゲートチューブ10の断面視長手方向に沿った一側部に対応する部分を有する金型面をそれぞれ有する異型コルゲートチューブ成形用の対の金型40と、対の金型40を、金型面同士が開いて供給部30から供給されるシート状の成形体を受取可能な受取姿勢と、金型面同士が閉じた成形姿勢とで姿勢変更可能で、供給部30から供給されるシート状の成形体が受取姿勢で受け取られてから、対の金型40を成形姿勢に姿勢変更させる駆動機構部50と、供給部30から供給されるシート状の成形体を、受取姿勢の対の金型40の金型面に対して密着させる密着成形部とを備える。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
筒状製品を押出成形するダイ工具
ダイ工具が、該工具の長さに延びる一連の通路を形成することによって形成され、各通路は該工具のボディ部材内に円周が画定されている。好ましくは、通路は主として、穿孔方法を用いて形成される。通路は、一の又は複数の押出口に隣接する出口の所定パターンを画定している。入口と出口との間の通路は、一連の接続されたボディ部材内に形成することができ、各通路がそれぞれのボディ部材を通って延びている。この設計のダイ工具はより頑丈(robust)であり、製造の費用効率が高い。  (もっと読む)
(もっと読む)
長尺な押出成形品とその製造方法
【課題】安定した形状に押出成形可能で、突出部の弾性反発力の程度を調節することができる押出成形品及び製造方法を提供する。
【解決手段】本発明の押出成形品(ベルトモール50)は、本体部52と、該本体部と一体的に成形される突出部56,62とを備え、該突出部には、弾性反発力の程度を調節する分離部60,66が長手方向にわたって形成されている。そして、突出部は、突出部の厚さ方向の肉厚が押出成形時の所定の厚さである基礎肉厚部60W,66Wと押出後に該厚さ方向に肉の一部または全部を分離することにより形成された分離部とが組み合わされて構成されている。これにより、分離部が形成された部分の突出部の長手方向における単位長さ当たりの弾性反発力は、突出部全てが基礎肉厚部により形成されている状態の弾性反発力と比較して小さくなっている。
(もっと読む)
芯材を有する押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する押出し成形品及びその製造方法。
【解決手段】芯材を有する押出し成形品は、長手方向に断面略U字状の芯材と熱可塑性エラストマーからなる中空状シール部を有する被覆層とを形成し、該芯材の断面略U字状の内側に粘着性を有する熱可塑性エラストマー組成物からなる圧接部を押出し成形によって一体成形した事を特徴とする。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
回転ダイを用いるプロファイル製造のためのデバイスと方法
本発明は、回転ダイ(10)を用いるプロファイルの連続的な工業生産のために流出プロファイル(12)をつかんで、誘導して、引張るためのデバイス(30)と方法に関する。本発明は、主に開始時に、粘着性があり、摩擦差があり、不均一な物質流によって引き起こされる問題を解決する。本デバイスと方法は、回転ダイを用いるプロファイルの製造時の問題の90〜95%以上を引き起こす、開始時とビレット変化において引き起こされる問題のたいていの問題を解決する。 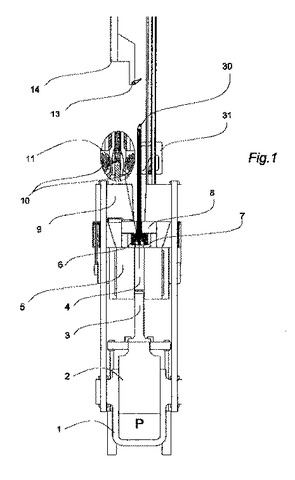 (もっと読む)
(もっと読む)
押出成形品
【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋
【課題】低コストで、複雑な凹凸形状を付与した発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋を提供する。
【解決手段】非発泡性樹脂1の表面にランダムに凹凸形状を有する発泡層21が形成されている二層押出成形品であって、非発泡性樹脂1に熱接着する発泡樹脂2をもって非発泡性樹脂1の表面に形成されている。
(もっと読む)
キャリブレータ
本発明は、主として矩形の断面を有する押出し成形中空熱可塑性プロファイル(1)の製造用のキャリブレータに関し、当該キャリブレータは、協働で前記キャリブレータを通して延出しその断面が製造されるべき前記熱可塑性プロファイル(1)の外形を決定する通路(K)を形成するべく互いに離間して配置された多数の層状プレート(S)を支持する固定フレーム構造体(7)を有する。本発明に拠れば、前記通路(K)の壁の少なくとも1つは前記キャリブレータ・プレート(5)の可動部分(8;9)によって区画形成され、この部分は、キャリブレータ(4)を異なる高さ/幅比を有する熱可塑性プロファイル(1)に適合させるべく前記通路に対して垂直方向に調節可能である。  (もっと読む)
(もっと読む)
木粉配合樹脂成形体
【課題】基材部の一部分のみを表層によって被覆するような木粉配合製品において、表層部の樹脂と基材部の樹脂との間の流速差を低減し、所望の成形体を成形することが可能である木粉配合樹脂成形体を提供する。
【解決手段】基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体において、基材部を20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成し、表層部を70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成し、表層部および基材部を構成する樹脂混合物の溶融粘度比(見かけ粘度比)を180℃、せん断速度10(1/s)以上100(1/s)以下の測定条件で、1/10以上1/1.1以下(表層部/基材部)とする。
(もっと読む)
ポリオキシメチレン樹脂製異形押出成形品の製造方法
【課題】結晶化による寸法変化を考慮した特定形状のサイジングダイを用いることで、ポリオキシメチレン樹脂からなる、歪が小さく、寸法精度の優れた異形押出成形品、及びその生産効率の良い異形押出成形品の製造方法を提供する。
【解決手段】ポリオキシメチレン樹脂製異形押出成形品を製造するに際し、入り口面積に対して出口面積が81〜92%の範囲になるように樹脂流路の断面積が連続的に減少する形状のサイジングダイを使用する。
(もっと読む)
軒樋の製造方法
【課題】 成形時の変形や成形歪みの発生を防止可能であり、部分的に多層成形された複合軒樋に好適な軒樋の製造方法を提供する。
【解決手段】 押出機から押出された合成樹脂製の軒樋本体1の一部分に耐候性樹脂が被覆され、第1〜第3フォーミングダイ23,24,25により冷却賦形される軒樋の製造方法であって、(1)第1フォーミングダイ23で急冷すること、(2)第2フォーミングダイ24の軒樋通過部のクリアランスが、第1及び第3フォーミングダイ23,25の軒樋通過部のクリアランスに対して1.1〜1.5倍であること、及び(3)第2フォーミングダイ24でアニーリング処理をする。
(もっと読む)
開放チャネル形のプラスチック押出し装置及び方法
本発明は、プラスチック材料の開放チャネル形押出し品に関する。一特徴では、開放したチャネルを有する細長い管を形成する第1のプラスチック材料を押出し成形し、開放チャネルを充填する第2のプラスチック材料を押出し成形し、第2のプラスチック材料が、第1のプラスチック材料と弱い結合部を形成し、次に、弱い結合部が、第1のプラスチック材料の開放チャネルを出現させるよう選択的に破られ又は溶かされることによって、開放チャネル形チュービングを形成する。第1のプラスチック材料と第2のプラスチック材料は、互いに異なっており、各プラスチック材料は、ポリエステル、ポリエチレン、ナイロン、ポリウレタン、HDPE、プラスチックエラストマー(TPE)及びクラトン(Kraton)のうち少なくとも1つから成る。第1のプラスチック材料及び第2のプラスチック材料は好ましくは、ほぼ同時に押出し成形される。別の特徴では、第1のプラスチック材料及び第2のプラスチック材料のうち少なくとも一方に、第1のプラスチック材料と第2のプラスチック材料との間に弱い結合部を形成するよう添加剤をドープするのがよい。本発明の方法は、第2のプラスチック材料を第1のプラスチック材料から機械的に剥ぎ取り又は除去する段階、化学溶剤を用いて第2のプラスチック材料を化学的に溶解させる段階、又は第2のプラスチック材料を熱溶融法で分離する段階を更に含むのがよい。第2のプラスチック材料を第1のプラスチック材料から機械的に剥ぎ取り又は除去する段階は、押出し成形された細長い管を加圧し又は排気する段階を更に含むのがよい。第2のプラスチック材料を化学的に溶解させるため、第1のプラスチック材料は、アラミドプラスチックを含むのがよく、第2のプラスチック材料は、スチレンプラスチックを含むのがよく、化学溶剤は、アセトン又はMEKであるのがよい。耐熱性及び耐寒性プラスチックを用いると、熱溶融法でこれらを分離させることができる。 (もっと読む)
加熱膨径管、加熱膨径管の製造方法及び既設管路の更生工法
【課題】 凹入変形された加熱膨径管を所定の温度で原管の形状に形状復元したあと、更に加熱するのみで加圧することなく膨径する加熱膨径管とその製造方法、及びその加熱膨径管を用いて安価に且つ容易に老朽化した既設管路の内周面をライニングする既設管路の更生工法を提供する。
【解決手段】 熱可塑性合成樹脂管が所定の縮径変形温度で縮径変形され、縮径変形された管の管壁が縮径変形温度より1℃〜25℃低く且つガラス転移温度若しくは融点より高い形状回復温度で管軸に沿って凹入変形され、管を昇温させた時に、上記形状回復温度において円形形状に形状復元し、縮径変形温度において管径が3%以上膨径する。
(もっと読む)
1 - 19 / 19
[ Back to top ]