
Fターム[4F207AJ02]の内容
プラスチック等の押出成形 (29,461) | 装置又は装置部材の材料の特徴 (436) | 材質の特徴 (210) | 金属 (122)
Fターム[4F207AJ02]に分類される特許
41 - 60 / 122
樹脂成形体の製造方法
【課題】フィッシュアイなどの異物が少なく、押出成形性、製品外観性などに優れた樹脂成形体を製造する。
【解決手段】ブレーカープレートにフィルターを設置して、ろ過することによりフィッシュアイの個数を一定量以下にしたポリアセタール樹脂と脂肪族エステル構造を有する重合体を使用して押出成形加工すると、押出成形性、製品外観性などに優れ、特に紡糸性及びフィルム加工性に優れていることを見出した。
(もっと読む)
濾材
【課題】サブミクロンオーダーの異物もより良好に除去できるように濾過精度が良く、しかも、空隙率が高くても圧搾しない濾材を提供する。
【解決手段】ステンレス鋼製繊維からなる不織布焼結体の濾過層を4層以上積層した濾材であって、かつ繊維径の細い前記不織布焼結体からなる「細かい濾過層」と、前記「細かい濾過層」よりも繊維径が太い前記不織布焼結体からなる「粗い濾過層」とを交互に積層配置する。
(もっと読む)
2軸異方向回転押出機

【課題】 シリンダー内の圧力変動を小さくした2軸異方向回転押出機を提供する。
【解決手段】 スクリュー3a,3b先端に、スクリュー3a,3bと同心でかつこれと一体で回転する軸部15が設けられている。ダイヘッド6に、軸部15が嵌め入れられる軸受部8が設けられている。
(もっと読む)
光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び液晶表示装置
【課題】ヘーズが低く、製造中に破断故障が発生しない光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び当該偏光板を用いた液晶表示装置を提供する。
【解決手段】置換度2.0〜3.0のセルロースエステル(CE)と、前記セルロースエステル(CE)とは異なる、下記一般式(G−1)または(G−2)で表される繰り返し単位を有するセルロースエステル(GCE)と、アクリル樹脂とを含有することを特徴とする光学フィルム。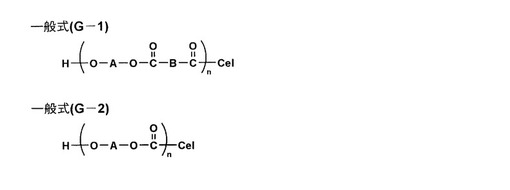 (もっと読む)
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 フィルム厚みが薄いフィルムであっても、面内のレターデーションの発現を実現でき、また、光学的に傾斜したフィルムの製造方法およびそのフィルムを提供する。
【解決手段】
コア層となる第一の熱可塑性樹脂組成物12と、スキン層となる第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18により連続的に挟圧してフィルム状に成形する。タッチロール28とキャスティングロール18により溶融物12Aに加えられる圧力が20〜500MPaであり、第一の熱可塑性樹脂組成物12のTgが第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’のTgより0.5℃〜50℃低い。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 溶融粘度の低い熱可塑性樹脂を使用する場合でも、面内のレターデーションの発現の低下を防止でき、光軸の傾斜が可能なフィルムの製造方法およびそのフィルムを提供する。
【解決手段】 熱可塑性樹脂を含有する組成物をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形される。このとき、溶融物の溶融粘度が20〜800Pa・sであり、タッチロール28とキャスティングロール18により挟圧される溶融物12Aのニップ幅が2mmより大きく5mm未満になるように挟圧する。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、剥離機構24とを備えている。剥離ロール15は、樹脂シート17の幅方向において、樹脂シート17の賦形ベルト14とは反対側の表面の全体にわたって接している。剥離機構は、冷却ロール13と剥離ロール15との間の隙間から搬出された樹脂シート17を賦形ベルト14から剥離させる。剥離ロール15による樹脂シート17の送り速度は、冷却ロール13による賦形ベルト14の送り速度と等しい。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、金属製の加熱ロール11b及び冷却ロール13と、加熱ロール11bと冷却ロール13とに巻き掛けられている金属製の賦形ベルト14と、圧着ロール11aと、剥離ロール15と、加熱ロール11bを加熱するヒーター11b1とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の内側の表面の上には、樹脂コート層が形成されている。
(もっと読む)
濾過装置及びこれを用いた樹脂組成物の製造方法
【課題】フィルタを通過したゲル状物質の再凝集を十分に抑制でき、優れた外観の成形体を製造するのに有用な濾過装置を提供する。
【解決手段】濾過装置1Aは、金属焼結フィルタが巻かれた円筒体20を収容するとともに、溶融体の供給路10a及び排出路10bを有するハウジング10と、円筒体20をハウジング10内に装着するためのシャフト30と、ハウジング10内においてシャフト30をその長手方向に延びる軸周りに回転又は揺動させるシャフト駆動機構40とを備える。
(もっと読む)
スクリュー及びその製造方法
【課題】肉盛り溶接法により製造される樹脂押出用のスクリュー及びその製造方法であって、従来のものと同等の品質を有し、生産性が高く経済的な樹脂押出用のスクリュー及びその製造方法を提供する。
【解決手段】本発明に係るスクリュー10は、スクリュー本体11のらせん羽根13の頂部に、耐摩耗性の硬化層15を有する樹脂押出用のスクリューであって、前記硬化層15は、前記らせん羽根13の側面より内部側に設けられている。上記発明において、硬化層15は、前記らせん羽根13の側面より0mmを越え4mm以下内部側に設けられているのがよい。また、硬化層15の厚さは、1〜4mmにすることができる。
(もっと読む)
タッチパネル用積層押出樹脂板およびタッチパネル用表面塗工板
【課題】表面に傷が付き難く、しかも製造が比較的容易なタッチパネル用積層押出樹脂板およびタッチパネル用表面塗工板を提供することである。
【解決手段】ポリカーボネート樹脂層の少なくともタッチされる側の表面にアクリル樹脂層が共押出成形により積層されてなるタッチパネル用積層押出樹脂板である。前記ポリカーボネート樹脂層の厚みが全体の厚みの50%以上であることが好ましい。前記積層押出樹脂板のタッチされる側の表面に硬化膜を被覆したタッチパネル用表面塗工板である。前記硬化膜が耐擦傷性を有する硬化皮膜であることが好ましい。
(もっと読む)
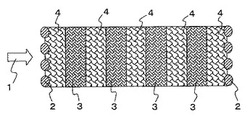
金属弾性ロール
【課題】極薄フィルムの押出成形において剛性の主ロールと対接させるタッチロールとして極めて高いフィルム品位を達成できるものを提供する。
【解決手段】ロール芯軸1の本体部10の外周面全体に、一端側から他端側へ連続する複数本の溝状流路5が形成され、ロール芯軸1の各隣接する溝状流路5,5間を区切る隔壁部13の頂端と、薄肉金属パイプ2の内周面との間隙の範囲で、薄肉金属パイプ2が撓んで弾性変形可能である。熱媒液供給手段4より導入口60に供給される熱媒液Lが、ロール芯軸1の一端側の導入流路6を通して溝状流路5に流入し、薄肉金属パイプ2の内周面と金属製ロール芯軸1の外周側との間の空間全体に充満した状態で、導出流路7を通して導出口70から排出される。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、傾斜軸と直交方向に伸張する筋が少ないフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含み、傾斜構造を有し、傾斜軸と直交方向に伸張する筋が3本/3cm以下であることを特徴とするフィルム。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】液晶表示装置に使用した際に斜めから覗いた表示むらの発生が少ないフィルムを提供する。
【解決手段】熱可塑性樹脂を含み、下記式で表されるγの遅相軸方向の分布が0%〜10.5%であることを特徴とするフィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位側へ−40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
成形用ロール装置
【課題】薄肉金属外筒とロール端板を溶接固定する際の歪みの影響を軽減させた成形ロールにより、高精度の光学シートの成形用ロール装置を得る。
【解決手段】軟化した熱可塑性樹脂を、光学シートに成形する成形用ロール装置であって、かつ、前記1対の成形ロールの少なくとも一方の押さえロールが、ロール端板16aを有するロール軸と、両端側がロール端板を介してロール軸に取り付けられてなる可撓性を有した薄肉金属外筒11と、該薄肉金属外筒11内に同一軸心状に収容された金属内筒とを備えて二重筒に構成された流送空間に冷却流体を流通させてなる成形用ロール装置において、薄肉金属外筒11の端部Eの内周面に、軸中心に向かってリング状に突出している環状部を一体的に設け、該環状部の中央開口部23内にロール端板16aを嵌合させ、かつ、ロール端板16aと環状部との嵌合部分を溶接27で固定してなる成形用ロール装置。
(もっと読む)
成形用ロール装置
【課題】金属弾性ロール内での冷却流体の流れを均一にしてロール表面全体の温度調整を精密に行うことができる成形用ロール装置の提供。
【解決手段】軟化した熱可塑性樹脂を、回転している1対の成形ロールの間を通過させて光学シートを成形する成形用ロール装置であって、かつ、1対の成形ロールの少なくとも一方の押さえロール5が、ロール端板16a,16bを有するロール軸と、両端側がロール端板を介してロール軸に取り付けられてなる可撓性を有した薄肉金属外筒11と、該薄肉金属外筒11との間に冷却流体の流送空間を設けて該薄肉金属外筒内に同一軸心状に収容された金属内筒14とを備えて二重筒で構成され、流送空間に冷却流体を流通させてなる成形用ロール装置において、金属内筒14の外周表面に、該外周面より突出し、かつ、該金属内筒14の一端側から他端側に向かって螺旋状に進む冷却流体ガイド用のガイド壁部材22を設けた成形用ロール装置。
(もっと読む)
フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置
【課題】大きな位相差を有し、光軸傾斜構造が大きく、さらに光学均一性に優れるフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させてフィルム状に連続的に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面または前記第二挟圧面の少なくとも一方がクラウンを有し、前記第一挟圧面および前記第二挟圧面がともに金属製且つ剛性であり、前記第一挟圧面と前記第二挟圧面により該溶融物を20〜500MPaの圧力で狭圧し、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くするフィルムの製造方法。
(もっと読む)
ローラの製造方法及びローラ
【課題】少ない研磨量でも高い外径精度及び振れ精度を有する弾性層を形成することのできるローラの製造方法、並びに、高い外径精度及び振れ精度を有する弾性層を備えたローラを提供すること。
【解決手段】ストレートヘッドダイを備えた押出機を用いて、軸体胴部とその両端部に形成されたジャーナル部6、7とを有する軸体2の外周にゴム組成物を押出成形して弾性層を形成するローラの製造方法であって、軸体2を一列に配置したときに隣接するジャーナル部6、7間を支持すると共にジャーナル部6、7間で形成される凹部空間を閉塞するコマ部材9を介装して、複数の軸体2を一列に連接し、連接された複数の軸体2を前記押出機のヘッド内に移送して、軸体2の外周に前記ゴム組成物を押出成形することを特徴とするローラの製造方法、並びに、このローラの製造方法によって製造されたローラ。
(もっと読む)
熱可塑性フィルム、熱可塑性フィルムの製造方法、偏光板、光学補償フィルムおよび液晶表示装置
【課題】低温環境において液晶表示装置に使用した場合に表示ムラが少なく、傾斜方位のバラツキが少ない熱可塑性フィルムを提供する。
【解決手段】熱可塑性樹脂を含み、弾性率が500〜1800MPaであり、傾斜方位を有し、下記式で表されるγのバラツキが0〜10nmであることを特徴とする熱可塑性フィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム傾斜方位とフィルム法線を含む面内において、該法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位とは反対側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
押出機のダイプレートを機械加工するための装置
【課題】ペレット化のための押出機のダイプレートを機械加工するための装置を提供する。
【解決手段】研削面3を有する研削ホイール2を備え、前記研削ホイール2は、前記押出機に面するカッターヘッドの駆動装置の駆動シャフト5上に回転装置4を介して配置されており、前記研削ホイール2が前記駆動シャフト5に取り付けられるときに前記ダイプレート1に位置合わせされる少なくとも前記研削面3が、ハードコーティング6を有する。
(もっと読む)
41 - 60 / 122
[ Back to top ]