
Fターム[4F207KK13]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 可塑化、均質化、押出手段 (686) | スクリューを用いるもの (642) | 複数の噛み合いスクリュー (162)
Fターム[4F207KK13]の下位に属するFターム
Fターム[4F207KK13]に分類される特許
121 - 140 / 156
二軸押出機を用いた押出方法

【課題】 従来技術で問題とされていたサージングを低減することを特徴とする押出方法を提供することを目的とする。
【解決手段】 本発明のサージングを低減することを特徴とする押出方法は、液の注入押出、ガスの圧入押出、また、反応押出では樹脂の流れに脈動が生じ、吐出が不安定になるサージングに対し、ベント以降の下流側にトーピード、或いはシールリングを設けることで、上流側で発生していたサージングを低減し下流への伝播を抑えるため、ダイ圧の変動、ひいては、樹脂の吐出の乱れを抑止できる。
そのことにより従来、問題とされる樹脂の流れが不安定になることで運転ができない。また、ダイ圧が変動することによる安全面の問題。また、品質が安定しない問題が解決できる。
(もっと読む)
ポリスチレン系樹脂シートの製造方法
【課題】シート応力のムラ、シートの黄色味も小さく、また、シート成形用ダイの汚染性も少なく、更に防曇処理したシート成形品の防曇ムラが小さいこと両立させてたポリスチレン系樹脂シートの製造方法を提供する。
【解決手段】特定のMW、残存揮発分を有するポリスチレン樹脂にリサイクルポリスチレン樹脂を混入させスクリュー長さL〔m〕と直径D〔m〕の比L/Dが10以上70以下である二軸押出機を使用するポリスチレン系樹脂シートの製造方法
(もっと読む)
タンデム型反応押出機および反応押出方法

【課題】 本発明の課題は、押出機内で樹脂の架橋、変性、改質などの反応を行う反応押出により、高品質な樹脂を安定して、低コストで製造することができる反応押出装置を提供することである。
【解決手段】 本発明のタンデム型押出機は、第1段押出機の樹脂吐出口が、接続官を介して、第2段押出機の原料供給口に接続されているタンデム型押出機であって、該前記第1段押出機は、固体状の樹脂原料を可塑化し、第1段目の反応の副原料が供給されて反応を行う反応押出機としての機能を有し、前記第2段押出機は、該第1段押出機から供給された溶融樹脂に第2段目反応の副原料が供給されて反応を行う反応押出機としての機能を有することを特徴とし、熱的ダメージが無く、十分に反応した高品質樹脂を、低コストで製造可能である。
(もっと読む)
多軸押出機
スリップオン部材(1)が、スリップオン部材の最大径、スリップオン部材のコア径、およびスリップオン部材(1)の中心間距離に対応する円弧からなる断面形状を有している押出機において、スリップオン部材(1)が、スリップオン部材のコア径に対応する円弧の領域においては、軸‐ハブの接続を有しておらず、かつ/またはスリップオン部材(1)の端部に補強セグメント(13、14)が設けられている。 (もっと読む)
芳香族ポリアミド−イミド組成物から薄いフィルムを押出すための方法
1000μm以下の厚みを有するフィルム(F)をポリマー組成物(C)から押出すための方法であって、該ポリマー組成物(C)は該ポリマー組成物(C)の全質量に基づいて少なくとも40質量%の少なくとも1種の芳香族ポリアミド-イミドを含み、該芳香族ポリアミド-イミドは:無水トリメリト一塩基酸ハライド;ジアミン及びジイソシアネートから選択される少なくとも1種のコモノマー、及び一方で無水物基及び酸ハライド基又は他方でアミン基及びイソシアネート基のいずれかと反応することのできる唯一の官能基、又は唯一の前記官能基の前駆体を含む少なくとも1種の物質(S)の重縮合反応を含む方法によって製造され、物質(S)の量は無水トリメリト一塩基酸ハライド及び物質(S)の全モル数に基づいて1モル%以上である方法。 (もっと読む)
連続式混練機または押出機の生産速度を増加させる方法
ポリマーの固形供給原料を分割することで、配合または押出しの速度を増加させることができる。追加の固体ポリマーの溶融は、第一混練段階から入ってくる溶融物からの過剰エンタルピーで有意に補われる。樹脂のレオロジーおよび溶融特性によるが、速度増加は、同じローター速度で単一供給を使用した場合に比べ、約55〜約100%までの速度増加を実現した。最終結果は、全体的SEI(ポリマーへの比エネルギー)の低下、よって溶融温度の低下である。 (もっと読む)
二軸スクリュ式押出機
【課題】本発明は、一対のスクリュに一対のモータを各々独立して接続し、減速機を不要とし、構成を簡略化し、エネルギー損失を低減することを目的とする。
【解決手段】本発明による二軸スクリュ式押出機は、一対のスクリュ(11,12)がシリンダ(10)内で回転自在に設けられ、前記各スクリュ(11,12)により原料を混練・溶融する二軸スクリュ式押出機において、前記各スクリュ(11,12)は互いに独立した一対のモータ(8,9)により各々駆動されるようにした構成である。
(もっと読む)
押出口金および充填剤入り重合体組成物押出品の製法
流れ制限帯域、流れ再分配帯域およびランド帯域を有する口金を通して充填剤入り重合体複合材料を押し出すことによって、高度に分散し均一に分布した充填剤を含む充填剤入り重合体複合材料押出品を調製する。流れ制限帯域は、押出機に隣接し、そして、充填剤の高い分散を引き起こすのに十分であるが、重合体溶融物成分の望ましくない劣化を引き起こすのには十分でない、押出機中の重合体溶融物背圧を増加させる。 (もっと読む)
噛合型2軸押出機の混練度調整装置
【課題】十分な絞り効果が得られる混練度調整装置を提供する。
【解決手段】噛合型2軸押出機1に使用される混練度調整装置4であって、スクリュ3,3の円形断面部20,20の外周に沿う2つの円弧状の対向縁33a,33bを有して円形断面部を上下から挟むように配置され、円形断面部に上下方向から近接離反自在な絞り部材23a,23bと、円形断面部を左右から挟み混練度調整位置とスクリュ抜き取り位置とに切り替え可能なスペーサ部材22a,22bと、を有し、スペーサ部材は、混練度調整位置において円形断面部の左右外側の周面とバレル内周面との間隙FCを閉じるように、かつ、スクリュ抜き取り位置において間隙を開放するように構成されている。
(もっと読む)
逆回転2軸押出機
逆回転し軸平行の二つのローターを内蔵する二つのバレルのチャンバーを形成する本体、該チャンバー内で混練されるべき物質のための、本体の一端にある供給口、混練された物質を吐出するための、本体の他端にある吐出口、各ローター上に、該物質を供給口から下流の混練部まで供給するためのスクリューを備えた搬送部、少なくとも一条の送り搬送翼および該送り搬送翼の下流に少なくとも一条の戻し搬送翼をそれぞれ有する少なくとも二つの混練帯域を含んでいる混練部、を有し、該混練部の下流のチャンバー内に絞り弁が配設され、該絞り弁の下流にスクリューを備えた第二搬送部、および第二混練部が配設されていることを特徴とするスクリュー押出機。 (もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】耐熱性および耐衝撃性に優れ、かつその成形品や、繊維又はフィルム化する場合に特異な粘弾特性を示す熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を含む熱可塑性樹脂組成物(I)または熱可塑性樹脂(A)、該熱可塑性樹脂(A)と異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を含む熱可塑性樹脂組成物(II)の製造方法であって、スクリュー長さLとスクリュー直径D0の比L/D0が、50以上である二軸押出機を用い、該二軸押出機に原料樹脂を供給してから押出すまでの滞留時間を1分〜30分、押出量をスクリュー回転1rpm当たり0.01kg/h以上の条件で溶融混練する熱可塑性樹脂組成物の製造方法である。
(もっと読む)
押出機システム用の二軸取入口要素
本発明の実施形態は、押出機システム用の二軸装置についてである。押出機システムは、第1シャフト、第2シャフト、第1シャフトに連結され、かつ、第1フライトを含んでいる第1取入口要素、そして、第1取入口要素に隣接した第2シャフトに連結され、かつ、第2フライトを含んでいる第2取入口要素を含んでいる。第1フライト及び第2フライトは、第1取入口要素及び第2取入口要素が同一方向に回転している時に、材料を運ぶための容積形ポンプのように機能する部分的な真空を協働して作るように改変される。取入口要素の回転速度の作用によって、押出機システムの使用が“フィードリミット”から“トルクリミット”に変換される。 (もっと読む)
リサイクル用の合成樹脂材料を処理する装置
【解決手段】 好ましくは、熱可塑性の、リサイクル用の合成樹脂材料を処理する装置が、少なくとも1個の回転する混合及び/又は粉砕器具(14)を内部に備える収容容器(1)を有する。被処理材料は、収容容器(1)の底部に設けた出口開口(17)であって、ハウジング(19)の供給開口(18)が、流体的に接続される出口開口を通じて、供給される。このハウジング内には、材料を共に送り出す、少なくとも2本のスクリュ(21、22)が備えられる。収容容器(1)の径(D)とスクリュ(21、22)の各々の径(d)とは、下記の関係にある。
ここで、
Dは、円筒形柱状収容容器1の内径、又は、容量を同じくし、有効高さを同じくするように変換された仮想円筒形柱状収容容器の内径であり、
dは、スクリュ径であり、
Kは、50よりも大又は50に等しい定数である。 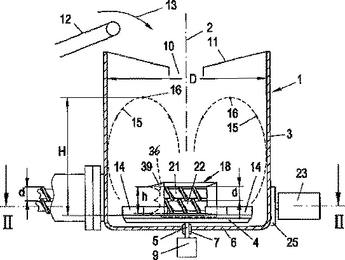 (もっと読む)
(もっと読む)
複合スクリュ混練押出機および押出発泡成形方法
【課題】超臨界流体状態の不活性ガスを溶融樹脂中に効率良く混合・分散させて均一に含浸させるとともに、迅速に適切な発泡条件に整えて微細発泡成形できるようにする。
【解決手段】上流側に供給口5が設けられたシリンダ2と、シリンダ2内に回転自在に配設された2本の複合スクリュ3と、シリンダ2の下流端に配設されたダイ13とを有し、供給口側からダイ側へ順次、二軸スクリュ混練押出部A、混練度調整機構B、単軸スクリュ混練押出部Cを備えている。複合スクリュ3は二軸スクリュ混練押出部Aに対応する二軸スクリュ部3aと単軸スクリュ混練押出部Cに対応する単軸スクリュ部3bを有している。シリンダ2は、二軸スクリュ部3aが位置する一つの二軸スクリュ内径部6と単軸スクリュ部3bがそれぞれ位置する一対の単軸スクリュ内径部7を有し、単軸スクリュ内径部7には上流側部位に超臨界流体状態の不活性ガスの注入口8が開口されている。
(もっと読む)
殺菌・活性化効果のある組合せ物の製造方法及びその製造装置
【課題】殺菌・活性化の鮮度保持に達成可能な組合せ物の製造方法及びその製造装置。
【解決手段】銀微粒子、遠赤外線鉱石微粒子とプラスチック微粒子とを撹拌・混合し、押出或いは射出成形機器の給送加熱管を通してプラスチック微粒子を溶融させて流体にしてから三軸スクリューの撹拌回転及び個々の回転時間差及び給送管の内壁と各給送スクリューの羽根との間隔の違いによって、銀微粒子の比重が遠赤外線鉱石微粒子の比重より大きいこと、そして該遠赤外線鉱石微粒子の比重がプラスチックの比重より大きいことを利用して、該銀微粒子1が重力に影響されるため、前記の両材料より成分比例の多い銀微粒子1と混合してから先に押出ダイに入って、続いて次比重の遠赤外線鉱石微粒子2の前記より二番目多くの成分比例を混合して押出ダイに入れるようし、最後、成分比例のより多い流体プラスチックとして押出ダイに入るようにする。
(もっと読む)
ポリマー樹脂ブレンド及びその製造方法
ポリマー樹脂を含む組成物を押出機の供給端部から排出端部へ輸送するための2以上の搬送セクションと、2本のフライトを有するスクリューエレメントを備える2以上の混合セクション(RKB45、RKB180、RKB60)を備える多軸押出機用のスクリューであって、混合セクションの合計の長さ対直径比とスクリューの長さ対直径比との比が約0.17〜約0.5であり、搬送セクションが1以上の混合セクションで隔てられているスクリュー。  (もっと読む)
(もっと読む)
マルチシャフト押出し機
【構成】少なくとも一種の粘性物質及び少なくとも一種の固体物質及び/又は少なくとも一種の粘度の異なる別の物質を均質化及び/又は分散化させるための装置は、ハウジング(1)内の空間(3)内において、緊密に嵌合するスクリュ−要素(6)を配設した、等しい中心角間隔で円に沿って配置された、軸に平行に回転可能なシャフト(4)を有する。かかるシャフトには、該ハウジング(1)における該開口部(9,11,12)の外側の領域において、該スクリュ−要素(6)の外径(D)の少なくとも十倍に相当する長さ(L=L1+L2+L3)に渉って該シャフト(4)が配設されるが、なお、該スクリュー要素のピッチ(S)は、該スクリューの外径(D)の高々四分の三である。  (もっと読む)
(もっと読む)
熱可塑性樹脂原料を複数のフィーダを用いて二軸押出機に供給する方法
【課題】 熱可塑性樹脂の重合パウダと低嵩密度の再生品および添加材をロストインウエイト式フィーダを用いて二軸押出機に供給する際、各フィーダへの原料の投入を重ねて行なわないよう、あるいは接近して行なわないように、投入時期を意図的に時間差を付けて供給する方法を提供すること。
【解決手段】 重合パウダ、低嵩密度再生品、および添加材等を樹脂原料とし、これら樹脂原料を複数のロスインウエイト式のフィーダにより二軸押出機に供給するに際し、
前記フィーダの一つが、自己への樹脂原料の投入にあたり、他のフィーダへの樹脂原料の投入タイミングに重畳・接近しないよう判断し、他のフィーダへの原料樹脂の投入タイミングと重畳・接近したときは、所定の時間待って、自己への原料樹脂の投入を開始する方法とした。
(もっと読む)
熱可塑性エラストマー組成物の製造方法
【課題】 ゴム成分と樹脂成分を二軸押出機を用いて溶融混練する方法であって、かつゴム成分を定量ポンプにより二軸押出機に供給する、ゴム成分および樹脂成分の供給定量精度が優れた熱可塑性エラストマー組成物の製造方法を提供する。
【解決手段】 ゴム成分と樹脂成分を二軸押出機を用いて溶融混練する熱可塑性エラストマー組成物の製造方法であって、ゴム成分を定量ポンプにより二軸押出機に供給し、かつゴム成分と樹脂成分の二軸押出機への供給量を各々独立に制御する熱可塑性エラストマー組成物の製造方法。
ゴム成分と樹脂成分を二軸押出機を用いて溶融混練する熱可塑性エラストマー組成物の製造方法であって、ゴム成分を定量ポンプにより二軸押出機に供給し、かつゴム成分と樹脂成分の二軸押出機への供給量を比例制御する熱可塑性エラストマー組成物の製造方法
(もっと読む)
スクリュ式混練押出機
【課題】本発明は、スクリュが樹脂に与えるせん断速度の適切な範囲を設定し、スクリュ設計及びスクリュ形状の決定をするための押出し試験を効率よく行うことができるようにすることを目的とする。
【解決手段】本発明によるスクリュ式混練押出機は、シリンダ(11)の上流から下流へ向けて、固体輸送部(A)、可塑化混練部(B)、溶融体輸送部(D)、及び放出部(F)を複数のスクリュ(12)を用いて形成し、樹脂を溶融・混練するようにしたスクリュ式混練押出機において、前記スクリュ(12)が樹脂に与えるせん断速度が500から1200l/sであるようにした構成である。
(もっと読む)
121 - 140 / 156
[ Back to top ]