
Fターム[4F207KM05]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 検出工程部位 (292) | 押出し工程 (53)
Fターム[4F207KM05]に分類される特許
1 - 20 / 53
ポリエステル樹脂の製造方法、太陽電池用保護シート、及び太陽電池モジュール
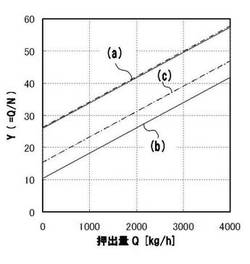
【課題】待機運転中の真空ブレイクを防ぎ、ベントアップを抑えたポリエステル樹脂の製造方法を提供する。
【解決手段】ポリエステル原料樹脂を溶融混練し、溶融ポリエステル樹脂の押出量Q[kg/h]を、単位押出量Y[kg/hr/rpm]が下記関係式で表される領域を満たす範囲でスクリュ回転数Nを調節し、QminからQ0へ増加させて溶融押出を行なう〔Yunder=3.4×10−6×D3、Yover=6.6×10−6×D3、D:スクリュ径mm、Q0、Qmin:生産運転時又は待機運転時の押出量、a:生産運転時の押出量におけるQ/Nの下限を定める数値〕。・(Y−Yunder)/Q≦(Yover−Yunder)/Q0・(Y−a×Yunder)/(Q−Q0)≧(Yover−Yunder)/Q0
(もっと読む)
積層板の製造方法

【課題】煩雑な加工を必要としない積層板の製造方法を提供する。
【解決手段】本発明に係る積層板の製造方法は、マルチマニホールドダイに備えられたチョークバーを調整する工程、およびチョークバーを調整したダイより、2種以上の樹脂材料を押し出すことによって2層以上の樹脂層を積層する工程を含み、積層板の押出流れ方向に対して直交する断面において、層厚が変化する樹脂層を有しており、層厚分布の差が最も大きな樹脂層における最小層厚みと最大層厚みとの比率が2倍以上である。
(もっと読む)
ヒータの温度制御方法及びこれを利用した温度制御装置
【課題】押出機等の加熱において効率的な加熱を行うこととともに資源保護、環境保護の観点からどのような使用条件下においてもヒータの過酷な使用を避け、ヒータの所定の寿命が確保できるようなヒータの温度制御方法及びこれを利用した温度制御装置を提供する。
【解決手段】本発明に係る温度制御方法は、押出機のシリンダ、金型又は付帯機器等の被加熱体の加熱源に用いられるヒータの温度制御方法であって、前記被加熱体の設定温度に対し、前記ヒータの温度が該ヒータの目標寿命から求められる設定温度を超えないように該ヒータの温度制御を行うことにより実施される。
(もっと読む)
スクリーンチェンジャのスクリーン交換方法及びスクリーンチェンジャ
【課題】DB式の押出機のスクリーンチェンジャの空気抜き作業において、樹脂の空気抜き溝からの流出を的確に検知することができるスクリーンチェンジャのスクリーン交換方法及びこの方法を好適に利用することができるスクリーンチェンジャを提供する。
【解決手段】本発明は、DB(DUAL BAR SCREEN CHANGER)式の押出機のスクリーンチェンジャにおいて、空気抜き溝から樹脂が流れ出すことによってスクリーン交換後の空気抜き作業を完了させる方法であり、空気抜き溝から大気中に流れ出す樹脂の温度がその周囲の温度、例えばスライドバーの温度と異なることを利用して樹脂の空気抜き溝からの流出の有無を検出する方法である。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法
【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
金属除去装置及び混練された材料の金属除去方法
【課題】混練の材料に金属粉が混入しても簡単に材料内の金属粉の除去ができると共に、除去した金属粉の清掃も容易に行うことができるようにする。
【解決手段】バレル2内に材料Mを混練する混練部と混練した材料Mを下流側に送り出す押出部とを備えた混練機に、材料M内の金属粉Fを除去する電磁石26を有する金属除去装置5を設ける。電磁石26(即ち、金属除去装置5)は材料Mを混練機1から外部へ排出する流路23に設けられてもよく、混練機1のバレル2内であって押出部23の下流側に電磁石26を設けてもよい。
(もっと読む)
ゴム部材の製造方法及び製造装置
【課題】押出機から押し出された帯状ゴムを吸着パッドで吸着移動させる際に、帯状ゴムの落下を抑制可能なゴム部材の製造方法及び製造装置を提供する。
【解決手段】押出機1の口金8からゴムを帯状に押し出し、この帯状ゴム2の先端部を吸着パッド5で吸着して成形機7まで搬送し、成形機7で帯状ゴム2を成形するゴム部材の製造方法であって、口金8から帯状ゴム2を押し出す際に、帯状ゴム2の吸着パッド吸着面に対応する口金部分を、押出機1から押出した直後のゴム温度以上に加熱することを特徴とする。
(もっと読む)
押出機先端圧力測定方法及び装置
【課題】本発明は、スクリュを内設したシリンダの後部に設けられた減速機のスラストベアリングを介して受けるスクリュのスラスト荷重を荷重変換器で受けることにより、樹脂材料の種類を問わずスラスト荷重値の測定を可能とすることを目的とする。
【解決手段】本発明による押出機先端圧力測定方法及び装置は、スクリュ(22)を有するシリンダ(2A)の後部に減速ギア機構(23)を設け、このスクリュ(22)に減速歯車群(24)を介して設けられた直動軸(25)にスラストベアリング(27)を介して荷重変換器(28)を配設し、前記スクリュ(22)にかかるスラスト荷重(S)を荷重変換器(28)で測定する方法と構成である。
(もっと読む)
データ解析装置、それを用いた製造装置、データ解析方法、そのコンピュータ・プログラムおよびそのプログラムを記録した記録媒体
【課題】早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能なデータ解析装置を提供すること。
【解決手段】第1要因分析部22は、第1マハラノビス距離計算部21によって計算されたマハラノビスの距離MD1の増加要因となる評価特性データを要因分析によって特定する。第2要因分析部24は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2の増加要因となる製造パラメータデータを要因分析によって特定する。そして、製造パラメータ項目調整部25は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2が減少するように、第2要因分析部24によって特定された製造パラメータ項目を調整する。したがって、早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能となる。
(もっと読む)
押出成形装置
【課題】成形材料の押出機から成形型への供給量を短時間にて且つ高精度にて調整することが可能であり、これにより押出機にギヤポンプ機構を設けることなく、成形品の成形精度を十分に高めることが可能な押出成形装置を提供する。
【解決手段】押出機10のシリンダ11の成形型1側の端部近傍にシリンダ内圧検出装置15が設けられている。外径制御装置3は、外径検出装置2による成形品Fの外径検出値と目標外径とを比較し、シリンダ内圧制御装置5は、この外径の比較結果に基づいて目標シリンダ内圧を設定し、シリンダ内圧検出装置15の検出値とこの目標シリンダ内圧とを比較し、回転数制御装置4は、このシートパッド内圧の比較結果に基づいてモータMの目標回転数を設定し、回転数検出装置14によるモータMの回転数検出値に基づき、該モータMの回転数が目標回転数となるように該モータMを制御する。
(もっと読む)
樹脂可塑化装置及び樹脂可塑化装置の運転方法
【課題】原料樹脂の発熱の発生を解消できる樹脂可塑化装置を提供する。
【解決手段】シリンダ1と、シリンダ1の内部に設けられ、シリンダ1の基端側から供給された原料樹脂を混合しつつ該シリンダ1の先端側に搬送するスクリュー2と、シリンダ1の外周部に設けられ、原料樹脂を可塑化するヒータ4と、シリンダ1の外周部と内周部との間に設けられ、シリンダ1を径方向に通過する熱流束量を検出する熱流束センサ5と、ヒータ4の供給熱量及びシリンダの熱流束量に基づいて原料樹脂の搬送に際して発生する発熱量を演算する演算部22とを備える。
(もっと読む)
生分解性樹脂成形体の製造法
【課題】成形体の使用後に微生物の働きによって水と二酸化炭素に分解される生分解性ポリエステルの中でも特に結晶化の遅いP3HAの欠点である結晶化の遅さを改善し、成形加工性、加工速度を向上させること。
【解決手段】微生物により生産される、式(1):[−CHR−CH2−CO−O−](式中、RはCnH2n+1で表されるアルキル基で、nは1〜15の整数である。)で示される繰り返し単位からなる脂肪族ポリエステル系重合体(ポリ(3−ヒドロキシアルカノエート))を含む生分解性樹脂組成物を加熱溶融混練して成形体に成形する際に、加熱溶融混練した後の成形機出口での残存結晶量を近赤外分光法によるスペクトルにより確認し、前記成形体の近赤外分光法による結晶化ピークが成形直後から200秒以内に観察されるように前記成形機出口での残存結晶量を調整する生分解性樹脂成形体の製造法により上記課題が解決される。
(もっと読む)
押出機構成
【課題】容積式推進装置の利点を放棄することなく操作性の点で改善される押出機構成ならびにその稼働方法を提供する。
【解決手段】特に樹脂溶融物または天然あるいは人工ゴム混合物等の粘性材料のためのスクリュー押出機を備え、その出力接続部上にギアポンプが接続され、前記スクリュー押出機が押出機スクリューを備えてなる押出機構成である。前記出力接続部(22)は前記押出機スクリュー(12)の側方近傍に配置され、またその押出機スクリュー(12)の前端側に取り外し可能な蓋部材(24)が配置される。
(もっと読む)
成形機の自動昇温制御方法
【課題】スレーブ区間を早く昇温することでスレーブ区間からマスター区間への熱の流入を増やしてマスター区間の昇温時間を短縮して、バレル部のマスター区間とスレーブ区間がそれぞれ最終目標温度に到達する昇温完了までの時間を短縮することができる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンの中で目標温度への到達時間が最も遅い加熱ゾーンをマスターゾーン(マスター区間)CH2として、マスターゾーンCH2以外の加熱ゾーンをスレーブゾーン(スレーブ区間)CH1として、複数の加熱ゾーンを同時に昇温する際に、スレーブゾーンCH1ではそれぞれ仮の目標温度HV1を設定して昇温させて、スレーブゾーンCH1の中のいずれか一つのスレーブゾーンCH1で仮の目標設定温度HV1に到達したら、それ以後はマスターゾーンCH2の昇温到達度合いに基づき昇温制御する。
(もっと読む)
ポリアセタール樹脂成形体の製造方法
【課題】フィッシュアイなどの異物が少なく、押出成形性、製品外観性などに優れたポリアセタール樹脂成形体を提供する。
【解決手段】金属繊維又は粉体からなる、絶対ろ過精度が50μm以下である焼結フィルターを、ブレーカープレートに設置してろ過することにより、フィッシュアイの個数を低減したポリアセタール樹脂を使用する。
(もっと読む)
帯電防止性多層シートの製造方法
【課題】押出シート成形による透明性に優れ表面平滑性を有する帯電防止性能を有する多層シート、さらには帯電防止性能を有すると共に光拡散性を有する多層シートを提供する。
【解決手段】コア層(A)と、帯電防止層(B)と、多層シート表面の片面又は両面に位置する被覆層(C)で構成される帯電防止性多層シートの製造方法であって、前記(A)〜(C)層の各樹脂層形成用溶融物をダイ10に導入し、下記式(1)で表される前記ダイのリップ部分11の平行ランド部のせん断量を0.1〜170として、ダイ10から共押出する。 (もっと読む)
(もっと読む)
ヒータの取付け構造
【課題】複数のヒータの取り付け、取り外しが容易で周囲の気流の影響を低減した取り付け構造を提供する。
【解決手段】複数のヒータ12を保持する保持体13の取付け面に保持溝16を形成し、複数のヒータ12を、その位置が保持体13の長手方向に異ならるように前記保持溝16内に保持し、ヒータ12が加熱対象であるTダイに接触するように、保持体13をTダイに取り付けている。
(もっと読む)
フィードブロック及びシート又はフィルムの製造方法
【課題】本発明は、フィードブロックの合流部における樹脂境界の乱れを軽減し、シート及びフィルムの形状不良及び不均一な厚みを殆ど生じさせないフィードブロック、及びシート又はフィルムの製造方法を提供することを目的とした。
【解決手段】押出成形機21とダイ2との間を繋ぐフィードブロック1であって、内部には主流路5と副流路6,7が設けられ、その主流路5と副流路6,7が合流する合流部8において、主流路5が複数に分割され、フィードブロック1の樹脂の流れ方向下流側で、分割された主流路5が再び合流する構成とする。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
光学用樹脂フィルムの製造方法および光学フィルム
【課題】環状オレフィン系樹脂の溶融押出工程において、ゲルの発生を抑制し、高品質のフィルムを製造することができる光学用樹脂フィルムの製造方法および該製造方法により得られた光学フィルムを提供することを目的とする。
【解決手段】環状オレフィン系樹脂をスクリュー押出機にて加熱溶融し、成形ダイからフィルム状に吐出する溶融製膜方法を用いた光学用樹脂フィルムの製造方法において、
前記スクリュー押出機の出口圧力が0.1MPa〜7.0MPaであることを特徴とする光学用樹脂フィルムの製造方法および該製造方法により得られた光学フィルムである。
(もっと読む)
1 - 20 / 53
[ Back to top ]