
Fターム[4F207KM30]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | その他 (90)
Fターム[4F207KM30]に分類される特許
41 - 60 / 90
タイヤの製造方法及び製造装置

【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
洗浄用樹脂組成物の製造方法
【課題】 成形機の洗浄時に不快臭が発生しない洗浄用樹脂組成物の製造方法の提供。
【解決手段】 組成物原料に対して0.2〜3.0質量%の量の水を添加して押出機に投入する工程と、前記押出機にて溶融混練しながら、ベント孔から水蒸気を含むガスを脱気する工程を有する洗浄用樹脂組成物の製造方法であって、得られた洗浄用樹脂組成物の260℃における熱重量減量率が0.5質量%以下である、洗浄用樹脂組成物の製造方法。
(もっと読む)
タイヤ構成部材の製造方法および装置

【課題】押出し機58の押出し作業が所定時間以上停止した場合でも、規格内のトレッド68を容易に製造する。
【解決手段】押出し作業の作業再開前に、押出し機58から物性変化が許容値を超えた未加硫ゴムを少なくとも押し出すようにしたので、押出し作業再開時においては押出し機58内の未加硫ゴムは物性変化が許容値内のもののみとなり、この結果、押出し作業再開時から良好な物性のゴムリボンGを押し出すことができる。これにより、リボン切れ、形状等の狂い、接着不良を防止することができ、規格内のトレッド68を容易に製造することができる。
(もっと読む)
樹脂中空管の製造方法
【課題】従来の押出成形法で中空管を製造した場合の様々な欠点を解消するための、樹脂中空管の製造方法を提供する。
【解決手段】本発明の樹脂中空間の製造方法は、ストランド供給部、引取り部、および供給部と引取り部との間に配置した赤外線集光加熱部を有する加熱延伸装置内で、熱可塑性樹脂からなるストランドを、該熱可塑性樹脂に吸収される波長を含む赤外線を該ストランドに向けて複数方向から集光することにより、該ストランドの延伸方向の中心部の粘度が、外周部の粘度よりも低くなるように加熱しながら延伸することにより、該ストランドの延伸方向に中空部を連続的に形成する工程Yを有する樹脂中空管の製造方法。
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれるのを防いで、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 ライナー加圧ロールと、熱可塑化状態のライナーシートとの間の空気を真空吸引して負圧状態に保つことにより、ライナーシートがライナー加圧ロールに向かって押しつけられて密着し、全面的に急冷されるように図る。具体的には、ライナー加圧ロールとライナーシートとが接触する直前の位置で開口するリップを有する空気吸引ノズルを配置するか、または、サクションロールを加工したライナー加圧ロールを使用する。
(もっと読む)
押出成形品
【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
結晶性ポリオレフィン系樹脂フィルムの製造方法
【課題】得られる結晶性ポリオレフィン系樹脂フィルムの厚み斑及び有色欠点を抑制することができると共に、Tダイのリップが破損することを抑制できる結晶性ポリオレフィン系樹脂フィルムの製造方法を提供すること。
【解決手段】本発明の結晶性ポリオレフィン系樹脂フィルムの製造方法は、結晶性ポリオレフィン系樹脂をTダイのリップから押し出して、フィルム状に成形する工程を備え、Tダイからの結晶性ポリオレフィン系樹脂の押し出しを停止した状態であり、且つリップの表面温度が60℃より高い状態にある押出停止時点から、Tダイからの結晶性ポリオレフィン系樹脂の押し出しを開始する押出開始時点までの間、リップを80〜180℃の不活性ガス雰囲気中に保持する。
(もっと読む)
押出機
【課題】清掃作業の作業性が向上される押出機を提供する。
【解決手段】円筒部20の供給口21から材料を供給し、スクリュ3とフィードローラ4との回転により、スクレーパ5によってフィードローラ4の表面から材料をかき取りながら材料を搬送路に送り出し、搬送路に送り出された材料をスクリュ3の回転によって混錬しながら円筒部20の排出口側に搬送し、混錬された材料を円筒部20の排出口から押し出す押出機において、フィードローラ4を回転可能に支持するとともに、フィードローラ4がスクリュ3から離間して円筒部20の中空内部が開放されるように、円筒部20に対する開閉動作が可能に組み付けられたフィードローラ支持部23を有しており、スクレーパ5は、フィードローラ支持部23の開動作時に案内面52と円筒部20の内周面20aとの境目が開くように、フィードローラ支持部23に取り付けられている。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 クリーン度を損なうことなく厚み精度の高いフィルムを製造する方法を提供すること。
【解決手段】 溶融熱可塑性樹脂を口金から冷却ロール上に押し出してシートとし、このシートを熱処理して得られるフィルムを巻取機にて巻き取る熱可塑性樹脂フィルムの製造方法であって、口金および冷却ロールを覆う空間を設け、この空間内を間欠的に換気すると共に、換気を停止しているときにフィルムの製造を行う。
(もっと読む)
小片シートの製造方法
【課題】成形加工工程においてレーザー切断装置を組み込んで、オンラインで切断したときに、寸法精度、切断面の品質が良好な小片シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ44からシート状に押し出し、押し出した樹脂シートAを型ローラ46とニップローラ48で挟み、樹脂シートAが幅方向に厚み分布を有するよう成形し、樹脂シートAを型ローラ46から剥離ローラ50で剥離し、最初に樹脂シートAを搬送方向と直行する方向に沿って切断し、切断された枚葉の樹脂シートAを、鼓型の部材92で押さえながら搬送方向に沿ってレーザー切断装置90Aで切断し、小片シートの光入射面となる面を形成し、小片シートを製造する。
(もっと読む)
押出成形チューブの製造方法及びその装置
【課題】引取りベルトの走行性を安定させるとともに、引取る中空のチューブに必要な引
き出し張力を付与する。
【解決手段】押出成形機10により連続的に押出され、冷却機20で冷却された中空のチ
ューブ1を引取る引取機30において、上記中空のチューブ1を挟持する引取りベルト3
1cの下側のベルト面と上記引取りベルト32cの上側のベルト面との隙間の寸法である
ベルト間隙量Sを調整して、当該チューブ1の全高がHであるときに、上記中空のチュー
ブ1の潰し量ΔH=H−Sを略1.5mm以上とすることで、上記引取機30のチューブ
引き出し張力が10kgfの張力限界値を超えるようにした。
(もっと読む)
二軸スクリュウ式押出成型機
【課題】一対のスクリュウ軸の咬合回転により被処理物は移送空間で混練圧縮移送され、ダイスプレートの複数個の排出口部から排出され、移送空間での混練圧縮移送及びダイスプレートによる摩擦抵抗により減容されつつ加熱され、被処理物内に含まれている樹脂分等が溶融し、バインダーとなり、排出口部から固化成型されて排出されることになり、この圧摺接や送出によりバレルライナーの内周面が過度に摩耗損傷したとき、バレルライナーを新たなバレルライナーに交換することができる。
【解決手段】ケーシング1一対のスクリュウ軸5と、駆動機構7と、複数個の排出口部12をもつダイスプレート11とからなり、ケーシングの内周面に上記一対のスクリュウ軸の羽根部とにより移送空間を形成するバレルライナー13を交換自在に設けてなる。
(もっと読む)
ポリマ材料をガス抜きするためのベント式押出し機ならびにベント式押出し機を使用してポリマ、溶剤および/またはモノマから成るシロップをガス抜きするための方法
本発明は、ポリマ材料をガス抜きするためのベント式押出し機(1)であって、少なくとも1つの押出し機シリンダ(2)と、回転可能に駆動される、該押出し機シリンダ(2)内に支承された少なくとも1つの押出し機スクリュ(3)と、少なくとも1つの材料装入部と、少なくとも1つの押出し物取出し部と、少なくとも1つのガス抜きゾーン(9)とが設けられている形式のものに関する。当該ベント式押出し機(1)は特に、ガス抜きゾーン(9)で生じたガスの少なくとも一部のためのガス流出部が、ポリマ材料の搬送方向に関して材料装入部の上流側に設けられていることによりすぐれている。 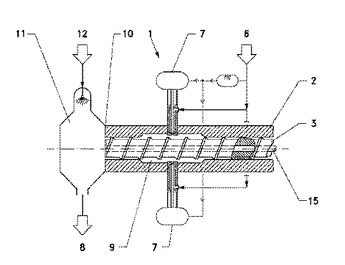 (もっと読む)
(もっと読む)
二軸スクリュウ式押出成型機
【課題】一対のスクリュウ軸の咬合回転により被処理物は移送空間で混練圧縮移送され、ダイスプレートの複数個の排出口部から排出され、移送空間での混練圧縮移送及びダイスプレートによる摩擦抵抗により被処理物は減容されつつ加熱され、被処理物内に含まれている樹脂分等が溶融し、被処理物は排出口部から固化成型されて排出され、羽根部による排出口部への送出作用を円滑に行うことができると共にダイスプレートの内面との間の被処理物による切上部の損耗を抑制することができる。
【解決手段】ケーシング1と、一対のスクリュウ軸5と、駆動機構7と、複数個の排出口部12をもつダイスプレート11とからなり、上記羽根部の上記ダイスプレートに対向する先端切上部5d・6dに該ダイスプレートの内面に平行な対向面部5e・6eを回転方向後方に延設してなる。
(もっと読む)
二軸スクリュウ式押出成型機
【課題】一対のスクリュウ軸の咬合回転により被処理物は移送空間で混練圧縮移送され、ダイスプレートの複数個の排出口部から排出され、移送空間での混練圧縮移送及びダイスプレートによる摩擦抵抗により被処理物は減容されつつ加熱され、被処理物は排出口部から固化成型されて排出され、軸受部とでスクリュウ軸を両持ち状態で支持することができ、大きな荷重に耐えることができ、カバー部材により被処理物が外部へと漏洩することを防ぐことができる。
【解決手段】ケーシング1と、一対のスクリュウ軸5と、駆動機構7と、複数個の排出口部12をもつダイスプレート11とからなり、上記一対のスクリュウ軸に上記ダイスプレートから突出する突出部5c・6cを形成し、ダイスプレートに突出部を軸受する平軸受16からなる軸受部14を設けると共に該突出部を覆うカバー部材15を設けてなる。
(もっと読む)
積層シートの製造装置および製造方法
【課題】複雑な制御装置を必要とせず、各層の厚みが幅方向に対して一様で、高精度に積層された積層シートを容易に製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】複数種類のシート材料を積層した積層体の幅方向の端部のうち少なくとも一方にエッジ材料をエッジ部として合流部において付加する積層シートの製造装置であって、前記合流部における前記エッジ材料の各流路の流路方向に対して垂直な断面形状を積層方向に10等分する直線で分割した各領域の面積を積層方向の中央部から積層方向の端部へ向かってSn(n=1,2,3,4,5)としたとき、式(1)および式(2)の関係を共に満足することを特徴とする積層シートの製造装置。
S1<S5・・・・・・・(2)
(もっと読む)
組成物、成形体とその製造方法、およびフィルムとその製造方法
【課題】広範なマトリクス材料を用いても混ぜ合わせることが可能であって、なおかつ、透明性と低熱膨張性に優れた複合材料を提供する。
【解決手段】短軸長が3〜100nmで長軸長が10〜2000nmである有機物結晶と、マトリクス材料とを含む組成物であって、前記有機物結晶には界面活性剤が吸着しているか、ケイ素、チタン、アルミニウム、リン、ジルコニウム、バリウム等の無機元素が含まれているか、あるいは、前記有機物結晶には−(L1)n−R1[L1は−O−、−CO−、−COO−等、nは0〜4、R1は有機基を表す。]で表される有機基が存在している。
(もっと読む)
2軸押出機用駆動装置およびその駆動方法
【課題】 1台のモータの固定巻線を主回路と副回路に分割し、効率よくモータを駆動できる2軸押出機用駆動装置を提供する。
【解決手段】 本発明の2軸押出機用駆動装置においては、主モータ11または12の巻線を2巻線または3巻線固定子巻線の巻き方を2回路若しくは3回路とし、主回路に対してはスイッチ81を介し、副回路に対してはスイッチ91および電気的制御装置90を介して電源が供給されることで電動機としての要求動力を出し、減速装置13に駆動力を伝達する。この場合、モータを低容量運転に適合させるには、主モータの主回路のみで、駆動力を伝達する。また、起動電流を抑えるためには、モータが定格速度に達するまでは副回路のスイッチ91のみが入りとされ電気的制御装置が副回路を制御する。定格速度に達してからは主回路のスイッチ81も入りとされる。
(もっと読む)
絶縁電線の製造装置及び製造方法
【課題】電子線照射装置を備えても大型の設備にならず、また、電子線を効率よく照射することも可能な絶縁電線の製造装置及び製造方法を提供する。
【解決手段】押出機3に投入するペレット9に対しペレット用電子線照射装置13を用いて必要照射量よりも少ない量の電子線を照射しペレット9を半架橋させる第一工程と、半架橋させたペレット14を押出機3にて混練した後、導体7の外側に押し出して導体7に部分架橋状態の絶縁体8を被覆する第二工程と、導体7に被覆してなる部分架橋状態の絶縁体8に対し絶縁体用電子線照射装置18を用いて残り分の電子線を照射する第三工程と、を含んで絶縁電線2を製造する。
(もっと読む)
石炭灰充填熱可塑性樹脂組成物、それを用いてなる成形体及び該成形体の製造方法
【課題】成形に付しても、クロムメッキされたスクリューやシリンダーを備えた成形機のメッキ面が腐蝕されず、また、加水分解性の熱可塑性樹脂も用いうる石炭灰充填熱可塑性樹脂組成物、該組成物を用いて得られる成形体及び該組成物より成形体を製造する方法を提供する。
【解決手段】石炭灰充填熱可塑性樹脂組成物を、複数種類の熱可塑性樹脂混合物に対して石炭灰が充填された熱可塑性樹脂組成物であって、熱可塑性樹脂の一部にポリ塩化ビニルを含んで成るものとする。該組成物において、ポリ塩化ビニルの熱可塑性樹脂全量に対する含有割合は0.01〜5質量%であるのがよく、熱可塑性樹脂にポリエチレン、ポリプロピレン及びポリスチレンの中から選ばれた少なくとも一種を含むのがよい。石炭灰充填熱可塑性樹脂成形体は該組成物の溶融混練物を成形してなるものであり、該組成物を溶融混練成形することにより得られる。
(もっと読む)
41 - 60 / 90
[ Back to top ]