
Fターム[4F207KW33]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 架橋、加硫 (79)
Fターム[4F207KW33]に分類される特許
41 - 60 / 79
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
ゴムホースの製造方法、及び筒状ゴムの成型方法

【課題】ゴムホースの口径を大きく設定しつつ、物性及び寸法精度を高め、しかも、内面未加硫ゴムの形成に要する時間を短くすることのできるゴムホースの製造方法、及び筒状ゴムの成型方法の提供。
【解決手段】押出機8に取り付けられたクロスヘッド9にマンドレル11を通す。マンドレル11をその中心軸周りに回転させつつ中心軸方向に移動させる。押出機8でクロスヘッド9の内部に未加硫ゴムを押し出す。未加硫ゴムがマンドレル11の周囲に均一に巻き付いて融合し、筒状の内面未加硫ゴム12を構成する。マンドレル11がダイス10を通過して内面未加硫ゴム12を所定の外径に設定する。内面未加硫ゴム12の外側に補強コード層4a、4b、4c、4d及び外面未加硫ゴムを順次形成する。その後、内面未加硫ゴム12及び外面未加硫ゴムを加硫成形する。
(もっと読む)
多芯フラット絶縁電線およびその製造方法
【課題】難燃性であって、未架橋の状態においても高温でブロッキングが起こりにくい多芯フラット絶縁電線を提供すること。また、上記目的に加えて端末加工性(多芯フラット絶縁電線の切断、端末加工の絶縁体の剥ぎ取り加工)にも優れた多芯フラット絶縁電線を提供すること。さらに、上記多芯フラット絶縁電線の製造方法を提供すること。
【解決手段】ハロゲン化合物を含まない難燃性の多芯フラット絶縁電線であって、
絶縁被覆が、エチレン酢酸ビニル共重合体、脂肪酸アミド、および金属水酸化物を含む成型用樹脂組成物を架橋することにより形成されており、
前記成型用樹脂組成物中、脂肪酸アミドの含量が1〜4重量%であり、エチレン酢酸ビニル共重合体の総量に対して酢酸ビニルの総量が40〜70重量%であることを特徴とする、多芯フラット絶縁電線。
(もっと読む)
ホース用樹脂マンドレル
【課題】耐久性に優れ、寸法精度よくゴムホースを製造することができるホース用樹脂マンドレルを提供する。
【解決手段】樹脂マンドレル1を形成する熱可塑性樹脂の吸水率を0.05%以下にしたので、加硫する際の加熱スチームが充満する環境下においても、水分を吸収しにくくなり、製造工程で繰返し使用されても早期に微小な欠けが生じる等の劣化を防止でき、線膨張係数を6.0×10−5/K以下にしたので、加硫する際の加熱によって生じる温度変化による膨張収縮が小さくなり、ゴムホースの寸法精度に対する悪影響を抑制してゴムホースを製造することができ、曲げ強度を40MPa以上120MPa以下にしたので、製造工程において繰返し屈曲されて使用されても折れることなく、取扱い易い適度な曲げ剛性を確保することができる。
(もっと読む)
ポリ(アリーレンエーテル)組成物とその押出成形物品および被覆線製造における利用
【解決手段】電子線硬化ポリ(アニーレンエーテル)組成物は、柔軟性、耐薬品性および単位体積当たりの抵抗率において優れたバランスを有している。該組成物の耐薬品性は、電子線硬化によって実質的に向上する。該電子線硬化ポリ(アリーレンエーテル)組成物は、自動車用ワイヤーやケーブル用の絶縁体を含む押出成形物品の製造に有用である。 (もっと読む)
絶縁電線の製造装置及び製造方法
【課題】電子線照射装置を備えても大型の設備にならず、また、電子線を効率よく照射することも可能な絶縁電線の製造装置及び製造方法を提供する。
【解決手段】押出機3に投入するペレット9に対しペレット用電子線照射装置13を用いて必要照射量よりも少ない量の電子線を照射しペレット9を半架橋させる第一工程と、半架橋させたペレット14を押出機3にて混練した後、導体7の外側に押し出して導体7に部分架橋状態の絶縁体8を被覆する第二工程と、導体7に被覆してなる部分架橋状態の絶縁体8に対し絶縁体用電子線照射装置18を用いて残り分の電子線を照射する第三工程と、を含んで絶縁電線2を製造する。
(もっと読む)
導電性ゴムローラの製造方法および導電性ゴムローラ
【課題】容易に導電性を付与できるカーボンブラックを含むゴム組成物を押出し工程で押出し後、無加圧下で加硫する加硫工程を経て製造される導電性ゴムローラにおいて、電気抵抗の安定した導電性ゴムローラを提供すること。
【解決の手段】カーボンブラックとゴム成分を含むゴム組成物を混練りする混練工程と、ゴム組成物を押出しする押出工程と、押出ししたゴム組成物を無加圧下で加硫する加硫工程を経て導電性ゴムローラを製造する際に、混練工程以前にカーボンブラックの水分量を0.03質量%以上0.80質量以下に調整する。
(もっと読む)
無端ベルトの製造方法、及び画像形成装置
【課題】簡易に外周面に有する欠陥部を修復した無端ベルトが得られる無端ベルトの製造方法を提供することである。また、本発明の課題は、上記無端ベルトの製造方法により得れた無端ベルトを備える画像形成装置を提供すること.
【解決手段】外周面に欠陥部を有する無端ベルト本体を準備する準備工程と、前記無端ベルト本体の外周面の欠陥部又は全面に、ポリアミック酸組成物の液滴を吐出して塗膜を形成する塗膜形成工程と、前記塗膜を加熱する加熱工程と、を有することを特徴とする無端ベルトの製造方法である。
(もっと読む)
未加硫ゴムホースの予備加熱方法および装置。
【課題】 未加硫ゴムホースの供給(送り)速度に関わらず、電磁誘導による予備加熱を均一に行い、加硫工程に先立つゴムホースの昇温を均一にして、加硫製品の安定した品質を確保できる未加硫ゴムホースの予備加熱方法および装置を提供することを目的とする。【解決手段】 磁性金属体2を含む未加硫ゴムホース1を電磁誘導コイル5の通電にて前記磁性金属体2に発生する電磁熱により予備加熱するものであって、速度検出手段4により検出した未加硫ゴムホース1の送り速度に応じて前記電磁誘導コイル5の電力を制御する電力制御手段6を設けたことにより、未加硫ゴムホース1の送り速度の加減に伴って電磁誘導コイル5の電力も加減されるので、磁性金属体2を含む未加硫ゴムホース1が過度に予備加熱されることがなく、均一かつ適度に昇温されて加硫工程における加硫時間が効果的に短縮され、加硫装置の小型化を可能にし、加硫製品の安定した品質が確保できる。 (もっと読む)
ゴムロールの製造方法及び電子写真装置用ゴムロール
【課題】ゴム層の外形をクラウン形状に研削するのが容易であり、該研削に使用する幅広砥石の研削性の低下も抑制させたゴムロールの製造方法を提供する。
【解決手段】クロスヘッドダイでの芯金軸への未加硫ゴム層を形成する際に、芯金軸の送り速度を変化させ、該ゴム層をクラウン形状となし、硬化後のゴム層のプランジ研削加工を逆クラウン形状の幅広砥石で行う。なお、被研削ゴムロールのクラウン量Aと幅広砥石の逆クラウン量Bの比(A/B)が2.5から5.0であることが好ましい。
(もっと読む)
炭素短繊維集合体、熱伝導性成形体及びその製造方法
【課題】成形体にした際に、熱伝導率と添加濃度との関係において閾値を持つような炭素短繊維を提供する。
【解決手段】適切な長さの炭素短繊維を適切な濃度で用いると、熱伝導率の閾値が、ハンドリングのしやすい範囲で発現する。このような炭素短繊維をシリコーン樹脂と成形体にし、柔軟性と熱伝導性を兼ね備える熱伝導性成形体を提供する。
(もっと読む)
ドアウエザストリップ及びその製造方法
【課題】外観品質、形状安定性、組付追従性、シール性などの向上を図るとともに、製造工程の簡素化を図ることのできるドアウエザストリップ及びその製造方法を提供する。
【解決手段】自動車のドア周縁にはドアウエザストリップ4が装着されている。ウエザストリップ4は、ドア3の上縁部、前縦縁部、下縁部及び後縦縁部に沿って配設される環状の本体部5と、当該本体部5に組付けられ、ドア3の上縁部に沿って配設されるサブシール部材6とから構成されている。本体部5は、所定の押出成形機により直線状に形成される押出成形体からなり、長手方向全域にわたって同一断面形状で一続きに形成されている。また、本体部5は、ドア周縁に取付けられる取付基部21と、中空状のシール部23とを備えている。一方、サブシール部材6は、金型装置によって形成される型成形体であり、シールリップ部を備えている。
(もっと読む)
可塑化混合物とその硬化方法
可塑化セラミックス成形用混合物及びこの混合物の硬化方法であり、この混合物は、無機粉末と、少なくとも1種の可塑化有機バインダーと、放射線硬化性モノマーと光開始剤と、水とからなり、硬化方法は、押し出し成形された混合物の表面に、押し出しに引き続いて電磁エネルギーを印加することによってその表面を硬化させるものである。  (もっと読む)
(もっと読む)
導電性ローラ、導電性ローラの製造方法及び画像形成装置
【課題】高品質の画像を形成することに貢献する導電性ローラの製造方法、高品質の画像を形成することに貢献する導電性ローラ、及び、高品質の画像を形成することのできる画像形成装置を提供すること。
【解決手段】軸体2を移送可能な移送路62が形成されたスクリュー60と、スクリュー60と同軸になるようにスクリュー60の下流に配置されたヘッド70と、ヘッド70の内部に配置されて、ヘッド70に収容された導電性組成物5が流動する押出流路72及び軸体2の案内孔82が形成されたマンドレル80とを備えた押出機50を用いて、軸体2の移送方向と同方向に導電性組成物5を軸体2の外周面に成形して硬化する導電性ローラの製造方法、ローラの周方向における電気抵抗値の最小値に対する最大値の割合が10以下である導電性ローラ、及び、この導電性ローラを備えた画像形成装置。
(もっと読む)
導電性ローラ及び導電性ローラの製造方法
【課題】生産性に優れ、感光体の劣化を抑え、且つ優れた画像形成能力を有する導電性ローラを提供する。
【解決手段】芯金と、該芯金の外周上に配置された導電弾性層とを有する導電性ローラであって、該導電弾性層は、エピクロロヒドリンゴム(A)及びエチレンプロピレンゴム(B)を含有するゴム組成物を加硫したものであり、該エピクロロヒドリンゴム(A)は、60モル%以上80モル%以下のエチレンオキサイドを構成単位として有する重合体であり、該エチレンプロピレンゴム(B)のヨウ素価は、20以上30以下であり、該エチレンプロピレンゴム(B)は、該ゴム組成物の全質量に対して、3質量%以上30質量%以下含まれることを特徴とする。
(もっと読む)
ゴムホースの製造方法
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
プロトン伝導性ポリアゾール含有膜の製造方法
プロトン伝導性ポリアゾール含有膜の製造方法であって、
A)ポリリン酸と少なくとも一種のポリアゾールを含み、DIN53018に準じて測定した膜製造時のオリフィス温度における溶液粘度が10Pa・s〜1000Pa・sの範囲を示す組成物を、25℃〜300℃の範囲の温度でオリフィスを経由してプレスし、
B)該組成物を次いで固体化することを特徴とする方法。
(もっと読む)
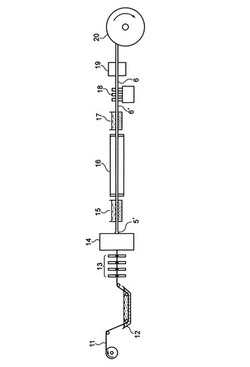
樹脂複合ホースの製造方法及び樹脂複合ホース
【課題】押出成形後において樹脂層とゴム層とが層間剥離するのを良好に防止でき、押出成形後の加工を容易に行うことができるとともに、簡単な工程で安価にホース製造を行うことのできる樹脂複合ホースの製造方法を提供する。
【解決手段】中間の樹脂層と内ゴム層と外ゴム層とを積層して成る樹脂複合ホースを製造するに際し、内ゴム層と樹脂層と外ゴム層とをマンドレルを用いることなく中空状態で積層状態に長尺且つ直管状に連続押出成形するとともに、後工程でこれを熱風炉25に連続的に通して、そこで電子線照射を行ない、直管長尺ホース10Aの内部に供給した熱風と熱風炉25の熱風とによるホース内,外面からの加熱作用と電子線照射による加熱作用とによって連続的に半加硫を行なう。
(もっと読む)
樹脂複合ホースの製造方法及び樹脂複合ホース
【課題】押出成形後において樹脂層と外ゴム層とが層間剥離するのを良好に防止でき、押出成形後の加工を容易に行うことができるとともに、簡単な工程で安価にホース製造を行うことのできる樹脂複合ホースの製造方法を提供する。
【解決手段】内ゴム層と外ゴム層とを樹脂層12に積層して成る樹脂複合ホースを製造するに際し、内ゴム層と樹脂層12との積層構造の中空の1次積層管10Aを直管状に連続押出成形しつつ、1次積層管の内側に挿入した電極40と、外側にセットした筒状の電極42との間に電圧印加して、樹脂層12の外周側にプラズマガスを常圧で発生させ、樹脂層12の外面を常圧プラズマ処理して表面改質し、その後に外ゴム層を連続押出して2次積層管を成形し、これを所定寸法に切断した上でマンドレルに外挿状態に挿し込んで本加硫処理を行う。
(もっと読む)
加硫ゴムベルトの製造方法及びゴムベルトの押出成形装置。
【課題】製造工程において円筒状金型の不足や滞留が発生することのない加硫ゴムベルトの製造方法並びに該製造方法に使用するゴムベルトの成形装置を提供する。
【解決手段】押出工程、及び後工程として少なくとも加硫工程と脱型工程とを有し、押出成形装置30を使用し、押出速度制御工程を有するものであり、調節部50は、押出速度信号を制御部52に送るものであり、制御部52は押出機のモーター32の回転速度を押出速度信号に基づいて制御して未加硫ゴムベルトの押出速度を制御するものであり、押出速度制御工程は、演算部46から送られる後工程の条件に基づき算出された基準押出速度(Ts)信号と押出速度計測部48にて計測して送られる押出機にて押し出される未加硫ゴムベルトの押出速度(Tp)信号の偏差を調節部50にて検知し、該偏差をなくす信号を制御部52に送る加硫ゴムベルトの製造方法とする。
(もっと読む)
41 - 60 / 79
[ Back to top ]