
Fターム[4F207KW42]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 後段階の成形に供するもの (344) | 型付け、エンボス (148)
Fターム[4F207KW42]の下位に属するFターム
タガプロセス分割モールド (14)
Fターム[4F207KW42]に分類される特許
1 - 20 / 134
ストリップ、その製造方法および空気入りタイヤの製造方法
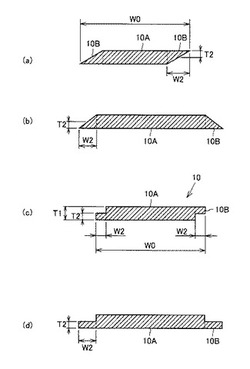
【課題】リボン状のストリップに耳部を形成することでインナーライナーの厚さを均一にする。
【解決手段】円筒ドラム上で螺旋状に巻回させることによるタイヤ用インナーライナーを形成するためのストリップ10であって、(A)スチレン−イソブチレン−スチレントリブロック共重合体に、有機化処理粘土鉱物を含む熱可塑性エラストマー組成物からなる第1層と、(B)スチレン−イソプレン−スチレントリブロック共重合体、スチレン−イソブチレンジブロック共重合体のいずれかを含む熱可塑性エラストマー組成物からなる第2層の積層体で構成されており、前記ストリップはストリップ本体10Aとその両側に配置される耳部10Bを有し、前記ストリップ本体の厚さT1は0.05mm〜1.0mmであり、前記耳部の厚さT2は前記ストリップ本体の厚さより薄く、耳部の幅W2は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
光学シートの製造方法

【課題】樹脂シートから光学シートを切り出す際の歩留まりの低下を抑止できる光学シートの製造方法、押圧ロール及び光学シートの製造装置を提供する。
【解決手段】光学シートの製造方法は、溶融された熱可塑性樹脂を連続的に押出すことで樹脂シート80を成形する押出工程S2と、周面に周方向に沿って形成される複数の凹部71a,72aからなる転写型65aが設けられた押圧ロール65を用いて、樹脂シート80の表面80aに転写型65aを転写する転写工程S3とを備える。転写工程S2では、樹脂シート80の幅方向に複数形成され、1つの光学シート30,130として切出される部材領域171,172毎に所定のパターン形状を転写し、幅方向に隣接する部材領域171,172の間の境界領域173に、部材領域171,172に対する判別が可能な形状を転写する。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧して形状ロールに圧着する押圧工程と、連続樹脂シートを形状ロールの周面に沿って搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。導光板の表面には、転写型に形成された複数の凹部に対応する複数の凸部が形成される。剥離工程の前に、連続樹脂シートの幅方向における全ての地点において連続樹脂シートと形状ロールとを非圧着状態とする。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。シート製造工程において押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+200)℃の範囲である。形状ロールの温度は、(Tg−25)℃〜(Tg−5)℃の範囲である。転写型に形成された複数の凹部の深さDと複数の凹部のピッチPとの比率D/Pは、0.05〜0.45の範囲である。導光板の表面には複数の凹部に対応する複数の凸部が形成される。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+150)℃である。樹脂はメタクリル酸メチルとアクリル酸メチルとの共重合体であり、共重合体中のアクリル酸メチル単位の比率は4質量%以上である。形状ロールの温度は、(Tg−5)℃〜(Tg+5)℃である。転写型の凹部の深さDとピッチPとの比率D/Pは、0.05〜0.45である。導光板の表面には凹部に対応する凸部が形成される。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
マーキングを施したフィルムを製造するための方法および装置
【課題】記号、グラフィック、文字および数字などのマーキングを施した熱可塑性樹脂からなるフィルムを製造するにあたり、インクを用いない方法を提供する。
【解決手段】熱可塑性樹脂が押出成形機1内において溶融されて押出ノズル10から溶融流30として放出されて少なくとも1つの冷却ローラ20,21,22の表面上を案内されてフィルム31へと冷却される際に、溶融流30および/またはこれによって形成されるフィルム31は、少なくとも1つの冷却ローラ20,21,22の表面における、マーキング40,41に対応する部分領域において残りの表面とは異なる冷却力を付与されるように処理される。
(もっと読む)
積層シート及び発泡積層シートの製造方法
【課題】複数の樹脂層を積層して得られる積層シートの製造方法であって、樹脂の有効利用を可能とする製造方法を提供する。
【解決手段】基材、樹脂層a及び樹脂層bを有する積層シートの製造方法であって、
(1)基材上に、前記樹脂層aを前記基材の幅以下の幅で形成する工程1、
(2)前記樹脂層a上に、前記樹脂層bを前記基材の幅より大きな幅で形成する工程2、
(3)前記樹脂層bの両端部であって、前記基材の幅に対応する部分からはみ出している領域を切除する工程3、並びに
(4)前記基材及び前記樹脂層bの両端部が揃うように、前記基材及び前記樹脂層bの両端部を切除する工程4、
を順に含む、積層シートの製造方法。
(もっと読む)
太陽電池封止材シートの製造方法、および、太陽電池モジュール
【課題】太陽電池封止材シートの加熱収縮を低減する方法を提供する。
【解決手段】少なくとも、以下の(a)〜(c)の3つの工程を、この順番に連続して有することを特徴とする太陽電池封止材シートの製造方法。(a)加熱により溶融した樹脂組成物をシート状に成形し、冷却することで工程シートを得る製膜工程(b)該工程シートの少なくとも一方の表面の最高温度が少なくともこの表面部分を構成する樹脂組成物の融点以上の温度となるように、22〜55秒間、再加熱するアニール処理工程(c)前記この表面部分を構成する樹脂組成物の融点より10℃低い温度からこの表面部分を構成する樹脂組成物の融点より20℃高い温度範囲内に前記工程シートの表面温度を調節した後、エンボスローラー13b’に導入し、該工程シート表面にエンボス模様を付与するエンボス加工工程
(もっと読む)
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供する。
【解決手段】帯状のシート面20に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートにおいて、シート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
(もっと読む)
光学フィルムを製造する方法
【課題】プロピレン系樹脂を用いて、位相差均一性および透明性に優れ、かつ、局所的欠陥が少ない光学フィルムを製造する方法を提供する。
【解決手段】プロピレン系樹脂からなる光学フィルムを製造する方法であって、プロピレン系樹脂からなる溶融状フィルムを、弾性ロールとキャスティングロールとで挟圧する工程を含み、前記弾性ロールの表面における前記溶融状フィルムと接する部分が、金属酸化物および/または半金属酸化物を含む材料から形成されていて、かつ前記部分の表面粗度(Ra)が0.04μm以上0.12μm以下である方法。
(もっと読む)
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
パターンシートの製造方法及び製造装置
【課題】高い転写率を実現し、また、シートの両面に形成されたパターンの位置決めを高精度に行うことの可能なパターンシートの製造方法及び製造装置を提供する。
【解決手段】両面に所定形状のパターンが形成されたパターンシートを製造する方法は、押出成形機のTダイ13から押出シートを吐出する工程と、Tダイ13から吐出された押出シートを一対のロール15で挟圧するとともに、この押出シートの両面にパターンを形成し、パターンシート16に成形するパターンシート成形工程と、成形されたパターンシート16を搬送し断裁する工程とを備え、ロールの表面にはパターンシート16に形成されるパターンに対応するパターンが形成され、片面にパターンが形成された一対のラミネートシート14を押出シートの両面に挿入して一対のロール15により挟圧することで、このラミネートシート14を押出シートの両面にラミネートし、パターンシート16を製造する。
(もっと読む)
樹脂成形品の成形方法、樹脂成形品及びダクト
【課題】カーテン現象の発生を抑制し、複雑な形状の中空樹脂成形品を成形する場合でも折れ肉が発生し難い樹脂成形品の成形方法を提供する。
【解決手段】 熱可塑性樹脂に無機フィラーを混合して溶融混練し、その溶融混練した熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を分割金型(32)間に配置し、分割金型(32)を型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する成形方法において、以下の条件を満足する。W≧2M2−11M+18(但し、M:熱可塑性樹脂の230℃におけるメルトフローレート(g/10分)、W:熱可塑性樹脂に混合する無機フィラーの量(重量%))
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
EVA樹脂シートの成形方法
【課題】コンパクトな設備と簡単な制御により、加熱封止する際に収縮が小さく太陽電池封止用に適したEVA樹脂シートの製造方法を提供する。
【解決手段】溶融樹脂を溶融温度より5〜45℃高い吐出温度でTダイ13から吐出させてEVA樹脂シートSを成形し、エアギャップ14で加熱装置31により、EVA樹脂シートSを前記吐出温度より5〜75℃の範囲で加熱して、第1,第2ロール21,22のロール入口に導入する。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
(もっと読む)
押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法
【課題】 添加剤を含有するエチレン系共重合体樹脂シートの成形においても、ラバーとられが発生せず、生産性を低下させないうえ、エンボス加工性などに優れた押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法を提供する。
【解決手段】 エチレン系共重合体樹脂シートの押出成形用エンボス型ロールであって、軸芯部の外周にシリコーンゴム層、接着層およびフッ素樹脂層が順次積層されてなり、かつ、算術平均粗さ(Ra)が5.0μm以上であり、最大高さ粗さ(Rz)が25〜40μmであることを特徴とする。このとき、シリコーンゴムのJIS K 6253 デュロメータ タイプAによるゴム硬度が30〜80であることが好ましい。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に転写型を精度よく転写することができ、しかも形状ロールにおけるトラレ現象の発生を防止することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】所定の組成を有する樹脂を加熱溶融状態でダイ59から連続的に押し出すことにより、表面76および裏面75を有する樹脂シート53を、表面76の樹脂組成が、熱可塑性樹脂100質量部および滑剤0.1〜2.0質量部を含むように形成する。次に、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。中間ロール64と下ロール65とで挟み込む際に、下ロール65に形成された凹版転写型69を樹脂シート53の表面76に転写する。
(もっと読む)
1 - 20 / 134
[ Back to top ]