
Fターム[4F208AD08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 形状、構造 (891) | シート状 (237)
Fターム[4F208AD08]の下位に属するFターム
ラベル、絵付け材 (79)
転写シート (15)
塗膜(←ゲルコート材) (5)
Fターム[4F208AD08]に分類される特許
1 - 20 / 138
断熱ボードの製造方法
湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法
【課題】良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供する。
【解決手段】ヒンジ部を有する、中空薄型パネル構造の製造方法で、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、溶融状態の2条の熱可塑性樹脂製シートを互いに間隔を隔てて、開放位置の一対の分割金型の間に配置する段階と、金型と樹脂製シートの密閉空間から空気を減圧することにより、樹脂製シートをキャビティに沿わせ賦形し、外表面に複数の長溝を形成する段階と、前記分割金型を型締め位置まで移動して、樹脂製シートの内表面同士を金型のピンチオフ部に沿って溶着させることにより、周縁部同士を一体化させて、中空構造を形成するとともに、回動可能なヒンジ部を形成する、ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
(もっと読む)
積層パネル
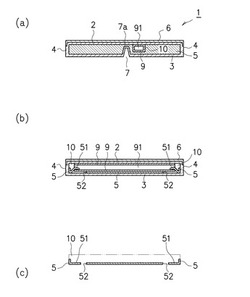
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
フットレスト一体型の嵩上げ材

【課題】 自動車のフロアパンに配置されてフロア面の高さを設定する車両用フロア嵩上げ材において、フットレストを一体的に成形する。
【解決手段】 ブロー成形によってフットレスト16が一体的に形成されるフットレスト一体型の嵩上げ材10において、成形に伴う薄肉化部分22に補強用のインサート板24を備えるようにする。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
自動車用内装品の製造方法
【課題】表皮の厚みを制御可能な表皮材及び自動車用内装品を提供する。
【解決手段】
熱可塑性シート31を真空成形して所定の形状に賦形する工程を備えた自動車用内装品の製造方法において、熱可塑性シート31を昇温して可塑化し、当該可塑化した熱可塑性シート31に部分的に気体を吹き付けて部分的に性状を変化させ、その後に熱可塑性シート31を雌型成形型17に装着して真空成形を行うことを特徴とするとする自動車用内装品の製造方法とする。
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
真空成形用化粧シート、及び該化粧シートを用いてなる化粧材
【課題】成形加工性が良好で真空成形による三次元加工時に白化やクラックが発生せず、かつ耐溶剤性、耐擦傷性、耐汚染性等の表面物性に優れた真空成形用化粧シートを提供する。
【解決手段】基材シートと、装飾層と、透明樹脂層と、表面保護層とをこの順に有する真空成形用化粧シートであって、該表面保護層が、電離放射線硬化性樹脂、熱可塑性樹脂、及びシリコーン(メタ)アクリレートを含有する樹脂組成物の架橋硬化物であり、該電離放射線硬化性樹脂/該熱可塑性樹脂の質量比が90/10〜55/45であり、該熱可塑性樹脂のガラス転移温度Tgが70〜100℃であり、該熱可塑性樹脂の重量平均分子量(Mw)/数平均分子量(Mn)の比が1.2〜2.5である、真空成形用化粧シートである。
(もっと読む)
成型用積層ハードコートフィルム及びその製造方法、並びに樹脂成型品の製造方法
【課題】フィルムの成型性と硬度を両立させ、しかも巻取り加工適性を備えた成型用積層ハードコートフィルムを提供する。
【解決手段】成型用積層ハードコートフィルム1は、基材フィルム11上に、樹脂を含有するハードコート層12、および保護フィルム13を順に設けてなる構成である。この成型用積層ハードコートフィルム1は、23℃、50%RHの雰囲気下における伸び率が10%以上である。
(もっと読む)
フィルム成形物の製造方法
【課題】金属配線を備えた三次元の成形物を提供する。
【解決手段】基材フィルム上に、金属配線の材料を含む機能液を塗布して金属配線パターンを形成する金属配線パターン形成工程と、前記金属配線パターンが形成された前記基材フィルムを成形する成形工程と、を含み、前記成形工程では、前記機能液を固化させる前に、前記基材フィルムを成形する。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂を金型の周囲に位置する型枠に密着させることが可能な成形装置を提供する。
【解決手段】押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)は、熱可塑性樹脂(P)と当接する当接面に、熱可塑性樹脂(P)を吸引するための吸引部が設けられている。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
キャリアテープの製造方法
【課題】PET樹脂を含有する樹脂成形品から電子部品用のキャリアテープを良好に製造できるキャリアテープの製造方法を提供する。
【解決手段】キャリアテープ1の製造方法は、ポリエチレンテレフタレート樹脂を主として含有する樹脂成形品を粉砕する工程と、粉砕した樹脂成形品に対して、メタクリル酸グリシジル又はその重合体を主成分とする改質剤を0.75〜1.5重量%加えて混合し、混合物を生成する工程と、混合物を溶融混練して溶融混練物を生成し、溶融混練物からペレットを作製する工程と、ペレットを溶融し、270〜280℃にて押出成形してフィルムを作製する工程と、フィルムを加工して電子部品用のキャリアテープを作製する工程と、を有する。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの加熱時引張強度が4〜20Nであり、かつその厚さが60〜200μmであることを特徴とする真空成形用化粧シート。
(もっと読む)
カバー部材の真空成形方法及び真空成形装置
【課題】カバー部材の変形を防止し、且つ、材料歩留まりを良くする。
【解決手段】加飾シート材5の外周縁を把持する環状のクランプ部71を有するクランプ装置7と、基材3の表面形状に対応するとともに複数の真空引き孔82aが貫通形成された成形面82を有する成形型8を用意する。クランプ装置7のクランプ部71及び加飾シート材5を加温して軟化させる。成形面82に軟化した加飾シート材5を圧接させ、その状態で加飾シート材5を真空引き孔82aから吸引して成形面82に沿わせることにより基材3の表面形状に沿うカバー部材4を真空成形する。
(もっと読む)
1 - 20 / 138
[ Back to top ]