
Fターム[4F208AG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | リブ又は突起を有するもの(←凹部、孔) (279)
Fターム[4F208AG28]に分類される特許
201 - 220 / 279
タンク体の製造方法

【課題】
解決しようとする課題は、その開口の向きがパリソンの押出し方向と直交しているブロー成形製リザーブタンクの一体成形リザーブ液送出パイプの内面の形状の寸法を規制できないという点である。本発明は上記の点を解決するためになされた。
【解決手段】
型締め完了以前に該送出パイプの内面を規制する内面規制ピンを該パリソンの側方から突き出し、該パリソンを突き破って該送出パイプの該内面相当の位置に達した後、該型締めを完了させ、該パリソン内に高圧空気を吹き込んで賦形した後、該内面規制ピンを該送出パイプから抜去して成形品を金型内から取り出すことにより前記課題を解決した。
(もっと読む)
自動車用内装部品の製造方法並びに成形金型

【課題】自動車用内装部品の製造方法並びにそれに使用する成形金型であって、内装部品の軽量化及びコストダウンを図るとともに、成形性を高め、かつ成形金型の型構造の簡素化を図る。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、ドアトリムアッパー20は、軽量で保形性を有する発泡樹脂基材21と、その内面に一体化される樹脂リブ22とから構成されている。ドアトリムアッパー20の成形工程は、発泡樹脂シートSを加熱軟化処理した後、成形上下型41,42で型締めして発泡樹脂基材21を賦形し、成形下型42からエアブローを作用させて冷却を速めるとともに、エアブローしたエアをバキューム作用により成形下型42から抜気した後に溶融樹脂M1を成形下型42の溝部424内に射出充填することで樹脂リブ22の成形性を高める。
(もっと読む)
ネジ切り部を備えたコネクターを含むプラスチック燃料タンクの製造方法
成形型(3)内でパリソン(2)を成形することによりプラスチック燃料タンクを製造する方法。この方法では、ネジ切り部を備えた不透過性中空ビルトインコネクター(6)が得られるように、かつそのようにするために凹状カウンターフォーム(1)とカウンターフォームに進入可能な凸状フォーム(4)とを利用して、パリソンの成形時にパリソンが局所的に変形され、これらの2つの部片の一方が成形型に固定されかつ他方が成形型内に位置決めされるコアに固定されるかまたはその逆の関係で固定され、これらの部片の少なくとも一方がネジ切り部を備え、凸状フォームを凹状カウンターフォームに進入させることによりコネクターの成形が行われる。  (もっと読む)
(もっと読む)
雪除け板付き吸気管の製造方法
【課題】
解決しようとする課題は、自動車用吸気管に雪除け機能を持たせる場合、ブロー成形製の該吸気管とは別に雪除け板を用意しなければならず、尚且つ捨袋部が無駄になるという点である。本発明は上記の点を解決するためになされた。
【解決手段】
吸気管と雪除け板部をブロー成形により一括成形し、成形後該吸気管と該雪除け板部とを分離し、分離された該雪除け板部を分離された該吸気管の所定の位置に固定、或いはインサート成形することにより前記課題を解決した。
(もっと読む)
ブロー成形方法及びブロー成形装置
【課題】 中間製品のバリ切除を正確かつ迅速に行うことができるブロー成形方法と装置を提供する。
【解決手段】 高密度ポリエチレン等の熱可塑性樹脂を溶融し、ノズルから押し出すことで形成されるパリソンを半割型を組合わせた金型のキャビティー内に閉じこめ、パリソン末端部等からエアーを吹き込むことにより、パリソンを加圧膨張させて金型内壁に押圧し中間製品とする。この際、パリソン末端部は半割型間に挟まってしまうため、ここがバリ部となる。こうして成形された中空の中間製品を金型内で冷却して脱型するとバリ付きの中間製品が成形される。そして、最後に脱型された中間製品のバリを切除するが、切除予定ラインに沿ってガイド部が形成されているのでバリ切除を正確かつ迅速に行うことができる。
(もっと読む)
貯蔵タンク用インナーライナの製造方法
特に水素貯蔵タンクといった貯蔵タンク用の高分子インナーライナを製造する方法であって、構造層およびバリア層を含むポリマー材料製の円柱状の本体であって、第1の開放末端および前記開放末端での第1の周縁接続タブを有する円柱状の本体を提供するステップと、円柱状の本体の第1の開放末端の断面に実質的に相当する断面を備えるベースを有すると共に、その周縁末端部分で第2の周縁接続タブを有する、ポリマー材料製のドーム状末端キャップを提供するステップと、前記第1および第2の周縁タブが相互に接触するよう、末端キャップを、そのベースで円柱状の本体の第1の開放末端上に配置するステップと、両方の接続タブを一緒に溶接するステップとを含む方法を提供する。このようなライナを用いて形成された貯蔵タンクおよび水素を貯蔵するこのようなタンクの使用を提供する。 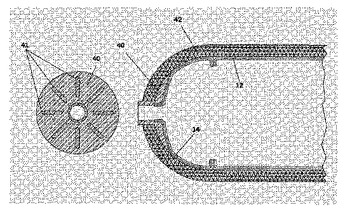 (もっと読む)
(もっと読む)
容器及び部分的真空減圧セットアップにおける基部のブロー成形方法
容器の基部は、スタンド面と、第1壁と、第2壁と、第1ヒンジと、第2ヒンジを備えることができる。第1ヒンジは、前記スタンド面と前記第1壁との間に位置することができ、前記第1壁は、前記容器の縦軸に関して、前記第1ヒンジに対して回転可能である。第2ヒンジは、前記第1壁と前記第2壁との間に位置することができ、前記第2壁は、前記容器の前記縦軸に関して、前記第2ヒンジに対して回転可能である。前記基部の剛性が、前記第2壁の回転の間に前記基部の実質的な正味の歪曲を防止する。 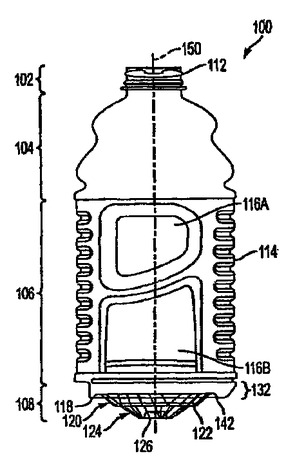 (もっと読む)
(もっと読む)
衝撃吸収体
【課題】対応し得る衝撃の幅が大きく、衝撃が人体に及ぼす影響を軽減でき、かつ斜めからの衝撃に対しても衝撃吸収性能が低下しない、熱可塑性樹脂のブロー成形体からなる衝撃吸収体。
【解決手段】後壁3に前壁2に向けて窪ませた截頭円錐形の凹状リブ5が形成されている。凹状リブ5の先端は前壁2の近傍に達し、前壁2に凹状リブ5の受け部が形成されている。受け部は前壁に向けて窪ませた環状の凹部6であり、凹部6は凹状リブ5の先端の周囲に配置されている。凹部6の先端6aは、凹状リブ5の先端5aの高さとほぼ同一又はそれより深く形成されている。ブロー成形体は密封されていることが望ましい。
(もっと読む)
薬液用プラスチック容器及びその製造方法
【課題】 一端に筒状口部を有していてその筒状口部にゴム栓を直に圧入して密封する簡素な構成であるにもかかわらず、筒状口部にゴム栓が確実に抜け止め及び落ち込み止め保持される構成の薬液用プラスチック容器及びその製造方法を提供する。
【解決手段】 薬液用プラスチック容器1は、一端に筒状口部2を有し、この筒状口部2にゴム栓6を圧入して密封する構成のものである。筒状口部2の内面には、環状の突起5が形成されている。ゴム栓6はその外径が筒状口部2の内径よりやや大きく大きく構成されている。筒状口部2に圧入したゴム栓6は突起5に当たる部分の圧縮変形により突起5に噛み合って、筒状口部2にゴム栓6が抜け止め及び落ち込み止め保持される構成である。
(もっと読む)
ドリル及び穿孔方法
【課題】
解決しようとする課題は、従来技術ではブロー成形品を穿孔する際に発生する切りくずを完全には除去できず、該ブロー成形品の内部に該切りくずが残留してしまって他日異物音を発生させる原因となりかねないという点である。
【解決手段】
該ブロー成形品のドリル下穴に、先端に銛状体を設け且つ該銛状体の先端には返し部を設けたドリルの該銛状体を挿入して穿孔し、該ドリルを該ブロー成形品から抜去する際に該切りくずも一緒に該ブロー成形品の外部に取り出されるようにすることにより前記課題を解決した。
(もっと読む)
樹脂成形品の製造方法
【課題】厚みの薄い部品、或いは、複雑な三次元形状を有する部品であっても、高い形状
精度を確保することができるともに、効率的に製造することが可能で、製造コストを低減
することのできる樹脂成形品の製造方法を実現する。
【解決手段】本発明の樹脂成形品の製造方法は、樹脂材料で構成されたシート1を成形し
て製造する樹脂成形品の製造方法であって、加熱により軟化された前記シートが一対の型
15A,15Bで表裏両側から挟圧されると同時に、少なくとも一方の前記型の成形面上
に開口する排気口15xから排気を行いながら成形される工程を有することを特徴とする
。
(もっと読む)
プラスチック燃料タンクに付属品を固定する方法
プラスチック燃料タンクの壁の少なくとも2点で付属品(2)を固定する方法。この固定は、成型による前記タンクの実際の製造時に行われる。この方法によれば、付属品(2)は、少なくともその固定点に、付属品(2)がタンクの壁に固定されかつタンク(3)の壁上の対応する固定点に対して移動できるように固定用部品(1,1’)を備える。 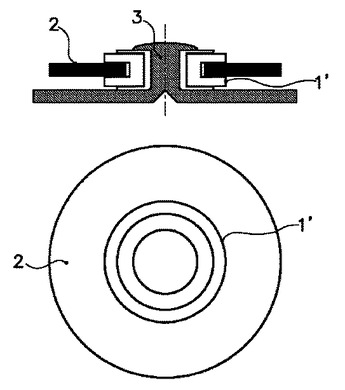 (もっと読む)
(もっと読む)
内部付属品を備えた燃料タンクを製造するための方法および装置
本発明は、内部付属品を備えた燃料タンクを製造するための方法および装置に関する。さらに、本発明は、分割されているかまたは少なくとも二部構成であるプラスチックパリソンをベースとして、内部付属品を備えた燃料タンクを製造する方法に関する。この方法では、付属品は、ダイ(2a、2b)をも備えた成形型のコア(1)成形部を用いて、成形時にパリソン上に定置され、しかもこの方法では、前記コアは、可変速度でおよび/または可変持続時間の任意の停止位置間で、制御下で移動可能である。  (もっと読む)
(もっと読む)
延伸ブロー成形された容器を形成するための方法及び装置
本発明は、プラスチック容器のベース部分を形成するためのベースアセンブリ(100)に関する。ベースアセンブリは、ベースペデスタル(104)と、ベースペデスタルに取り付けられたベース型と、プラスチック容器の一部を再位置決めするためにベース型に対して第1の位置と第2の位置との間で可動なプッシュロッド(102)と、第1の位置と第2の位置との間でプッシュロッドを移動させるように適応された作動機構とを有する。  (もっと読む)
(もっと読む)
カップ状容器及びその熱成形方法
【課題】 熱成形において、側壁を折り曲げるようにして形成する突条リブの機能を十分発揮できる形状、およびその成形法を創出することを課題とし、もって、断熱性、注出性、衛生性、剛性に優れた熱成形のカップ状容器を提供することにある。
【解決手段】 合成樹脂製のシート成形品を熱成形したカップ状容器において、
側壁外周面に、熱成形において側壁の所定部分を、側壁の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、この略U字状部分の基端部を熱圧着して形成した突条中空リブを多数突設する。
(もっと読む)
射出成形プリフォーム
【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
凹凸型敷きマット及びその製造方法
【目的】 人体全体に対してバランスの良い指圧度合いを実現する凹凸型敷きマット、及びその製造方法を提供するものである。
【構成】 本発明の凹凸型敷きマットは、多数の凹部を有する第一型M1と、前記凹部に対峙する箇所に凸部を有するかあるいは平坦な第二型M2とで、合成樹脂発泡シートが熱圧縮成形されて、多数の突出部が形成されてなる凹凸型敷きマットであって、腰部に対応する部分の突出部は、人体の他の部分に対応する部分の突出部より剛性が高くされていることを特徴とする。
(もっと読む)
ブロー成形容器
【課題】 デラミボトルにおいて、一つの接着層と組合さって内層の潰れ変形形態規制機能部を構成する部分を、内層に対して必要とする難剥離力を発揮するものとして、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるようにすることを目的とする。
【解決手段】 デラミボトルにおいて、一つの縦帯状の接着層9と、この接着層9の反対側に位置する、外層1の一部で内層2の一部を挟み込み状に保持する挟持部5とにより、内層2の潰れ変形に対して一定した規制力を作用させ、これにより内層2を規則的に扁平潰れ変形させて、内容物の通路を確保し易くする。
(もっと読む)
自動車用内装部品
【課題】発泡樹脂基材とその裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品において、製品の意匠面凸部の外観性能を高めるとともに、剛性を強化する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22との積層構造体から構成され、発泡樹脂基材21に形成されるシャープなハイライト線等の意匠面凸部20aの成形時、成形下型42の溝部424において、意匠面凸部20aに対応する箇所は、溝幅が狭く、かつ溝深さが浅いR部対応溝部424aを設定することで、発泡樹脂シートSがR部対応溝部424a内に落ち込むことがなく、意匠面凸部20aを精度良く成形できる。
(もっと読む)
成形天井の製造方法
【課題】裏面にルーフダクトを取り付けてなる成形天井の製造方法であって、設備を簡素化し、かつ工数を短縮化するとともに、ルーフダクトの寸法上の制約を緩和する。
【解決手段】ルーフダクト20を裏面所定位置に取り付けてなる成形天井10の製造方法であって、ルーフダクト20を所要形状に成形し、トリムカット処理後、周縁に沿う接合縁部21にホットメルト系接着剤22を塗工し、成形上型50の型面に保持した後、成形金型40内に加熱軟化処理した基材10aの原反シートS1を投入し、原反シートS1の余熱により、ルーフダクト20のホットメルト系接着剤22を溶融させて、成形上下型50,60の型締めにより成形天井10を絞り成形すると同時にルーフダクト20を一体化する。
(もっと読む)
201 - 220 / 279
[ Back to top ]