
Fターム[4F208AG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | リブ又は突起を有するもの(←凹部、孔) (279)
Fターム[4F208AG28]に分類される特許
141 - 160 / 279
合成樹脂製カップ状容器及びその熱結晶化処理方法

【課題】 本発明は、フランジ部分近傍を熱結晶化処理した合成樹脂製カップ状容器及びその熱結晶化処理方法に関し、フランジ部分近傍と云う限定的な部位の加熱を可能にすることを技術的課題とし、優れた耐熱性を有するカップ状容器を提供することを目的とする。
【解決手段】 本発明の熱結晶化処理方法は、フランジの下方部分に突条リブを周設したカップ状容器、若しくはプリフォームに支持治具の上端部に配設される嵌合筒部を、上端面が突条リブの下端面に当接するように下方から外嵌し、フランジ部近傍をフランジの外周面側から赤外線ヒータにより加熱すると云う方法であり、本発明のカップ状容器は、フランジの下方、胴部の上端部の所定高さ位置に幅が0.5〜1.5mmの範囲の突条リブを周設しこの突条リブの上端基部から、フランジを含む上方の部分が熱結晶化処理されている構成とするものである。
(もっと読む)
包装容器とその製造方法

【課題】簡単な方法により短時間で凹凸が形成された合成樹脂製の容器を形成可能な包装容器とその製造方法を提供する。
【解決手段】熱可塑性樹脂製の一枚のブランクシート16から一体的に打ち抜かれた箱体形成片から成り、箱体形成片には加熱したスタンプ版18を押圧して形成された凸部14を備える。スタンプ版18は、縦横に対称な複数の線状の形状であり、凸部14は、スタンプ版18に接触した部分の外側がブランクシート16に対して一定深さにくぼんだ側周面14aと、側周面14aの先端に連続し押圧面に対して略平行な端面14bから成る。
(もっと読む)
内装品の真空成形機
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型18と、表皮全域の表面形状に対応する型面7bを有する表皮材用凹状真空吸引型7とを備え、表皮11が接合され、熱溶融性の接着剤13が塗布された熱可塑性の発泡層12付きの扁平状表皮材10が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層12を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、発泡層12を接着させたくない非着基材・型面領域を占める基材用凸状真空吸引型18の部分に、発泡層12を接着させない程度に非着基材・型面領域を冷却する冷却機構20が組込まれる。
(もっと読む)
ブロー成形品の穿孔方法とブロー成形用金型
【課題】ブロー成形用金型内でブロー成形品に良好に孔を形成することのできる穿孔方法を提供する。
【解決手段】ブロー成形用金型10を閉じて軟化状態のパリソンP1をブロー成形用金型で挟むと共に、中実部71を孔形成用刃部41で孔形成用刃部の受け部51に押し付けて、一方の型11の孔形成用刃部41と他方の型31の孔形成用刃部の受け部51間で中実部71に薄肉部74を形成し、次にパリソンP1内にエアーを吹き込んでパリソンP1を賦形し、パリソンP1の冷却硬化後、孔形成用刃部41を前進させると共に孔形成用刃部の受け部51を後退させることにより、孔形成用刃部41と孔形成用刃部の受け部51間の薄肉部で破断させて中実部71に貫通孔を形成する。
(もっと読む)
プラスチック燃料タンクに付属品を固定する方法
プラスチック燃料タンクの壁に付属品を固定する方法。この固定は、前記タンクが成形により製造されると同時にツールを用いてスナップリベット固定により行われ、付属品は、この目的のために、スナップリベット固定が貫通して行われるオリフィスを有してその固定点の少なくとも一点に提供される。本発明によれば、凹状レリーフが、このオリフィスを少なくとも部分的に取り囲み、前記レリーフは、スナップリベット固定時にツールの突出部と協働できるように好適なサイズおよび形状を有する。 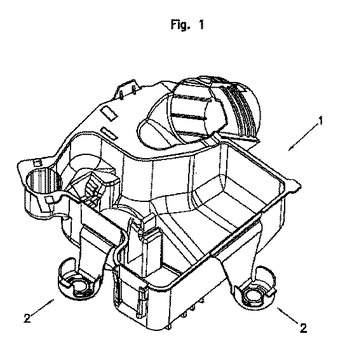 (もっと読む)
(もっと読む)
バリ取り器およびバリを除去する方法
【課題】
解決しようとする課題は、ブロー成形品の薄バリは作業者の手作業によってナイフにより削ぎ落とす必要があるが一度ではなかなか削ぎ落とせないという点である。
【解決手段】
ほぼ平行に取り付けられた前刃と後刃を具有するバリ取り器の該前刃と該後刃を該薄バリに同時に軽くあてがい、該ブロー成形品上を滑らすように動かすことで該前刃が該薄バリに引っ掛かって該薄バリを引っ張るようになり、さらに、該前刃と該後刃との間のクリアランスBに位置する該薄バリ5には該前刃11に引っ掛けられて引っ張られることで張力が生じており、そこへ該後刃12を該張力方向に交差する方向に押し込んで容易に該薄バリ5に切り込ませることにより前記課題を解決した。
(もっと読む)
成型装置および成型方法
【課題】 製品精度を確保し得る成型装置の提供。
【解決手段】 主成型部材と、アンダーカット部を成型可能な突出部を有する補助成型部材との組合わせから構成され、補助成型部材は突出部がアンダーカット部から離型可能な傾斜角度をもって主成型部材に対して内外傾斜方向に上昇下降可能に支持されて、主成型部材側に下降した成型位置と主成型部材から上昇して突出部がアンダーカット部から側方に移動した離型位置とに切替え自在とされ、突出部がアンダーカット部に係止した状態で主成型部材に対して上昇することで突出部がアンダーカット部から側方に離れるよう主成型部材に案内されて離型位置となり、且つ突出部がアンダーカット部から離れた後は自重のみで主成型部材に対して下降して成型位置に戻る成型装置。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することにより前記課題を解決した。
(もっと読む)
押出ブロー成形による熱可塑性プラスチック製容器の製造方法及び該方法に使用する連結エレメント
押出ブロー成形による熱可塑性プラスチック製容器の製造方法。分割金型(1)内で容器をブロー成形する間に容器壁(4)を貫通する少なくとも一つの連結エレメント(3)を容器に備え付ける。本発明による連結エレメント(3)は二部品からなり、そのうちの一部品は着脱可能な切断エレメント(11)として構成される。切断エレメント(11)は、依然として可塑状態にある容器壁を穿孔する貫入穿刺端部として機能する。 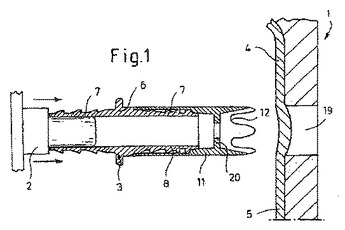 (もっと読む)
(もっと読む)
ブロー成形方法及びブロー成形金型
【課題】本体部1のパーティングラインから外れた箇所に外向きに突出する筒状部2を有する中空体をブロー成形する場合に、筒状部2の薄肉化を抑制する。
【解決手段】第1分割金型4においてピン8を筒状キャビティ7から突出させた状態として、第1,第2分割金型4,5の型締めを行う。型締めの途中でプリブローしたパリソン11を挟んで前記ピンの先端面でパリソンを内側に押し込み、ピンの周囲にパリソンを集める。続いて型締め完了前後のタイミングでピンを筒状キャビティの底面まで後退させ、ピンの周囲に集められたパリソンを筒状キャビティの中に引き込んだ後、本ブローする。
(もっと読む)
二重構成要素容器および作製プロセス
二重構成要素容器(16)は、液体のための区画(40)と、容器外部に開口し区画から隔てられた細長い内向きに向けられた凹部(36)とを含む。容器は、型空洞の中へ長手方向に突き出された形状作製機構を一体化する型を用いて、ブロー成形によって形成される。形状作製機構は、熱可塑性プリフォームが膨張されて型空洞壁および形状作製機構に接触するとき、膨張されたプリフォームの一部分が経路にわたり経路と一緒になって、加圧空気を受け入れて形状作製機構からの膨張されたプリフォームの分離を容易にする通路を提供するような経路幅を有する、長手方向の経路の配列を一体化する。膨張されたプリフォームの同じ一部分が、経路の中に突起し、摩擦で二次的構成要素を保持する際に補助する凹部に沿って長手方向のリブ(44)を形成する。  (もっと読む)
(もっと読む)
中空成形品
【課題】熱可塑性樹脂組成物シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品を提供する。
【解決手段】2枚の熱可塑性樹脂組成物シート(A)を、各々の両端辺をクランプした状態で加熱軟化後、該2枚のシート(A)を、上下一対の金型の合わせ面に各々当接させて、シートと金型の間に閉鎖空間を形成し、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出して予備真空引きし、2枚のシート(A)を各々の金型内面に沿わせ、両金型の合わせ面を接近させ型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成し、冷却固化が完了するまで引き続き真空引きし、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着、賦形してなる中空成形品(B)で、前記組成物が芳香族ポリカーボネート樹脂100重量部に対してゴム成分を30重量%以上含有するゴム成分含有重合体を2〜100重量部含有してなる。
(もっと読む)
中空成形品
【課題】芳香族ポリカーボネート樹脂シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品を提供する。
【解決手段】2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成後、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)で、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上の中空成形品(B)。
(もっと読む)
真空成形型及びそれを使用した真空成形方法
【課題】簡単な構成で深絞り部における表皮材の擦れや破れが抑制されるようにした真空成形型を提供する。
【解決手段】型面に突出部11aが形成された第一の型11と、型閉めの際に突出部11aが挿入される窪み部12aが形成された第二の型12と、を備えて、成形素材14を第一の型11と第二の型12の間に挟み込んで真空成形を行なう真空成形型10であって、第一の型11或いは第二の型12に設けた伸長部材11bが型閉め前に互いに離れている第一の型11と第二の型12の間に配置した成形素材14を伸ばして窪み部12a内面に当接させる。
(もっと読む)
キャリアテ−プおよびその製造方法
【課題】集合包装のままでベーキング処理を行うことができ、かつベーキングの際に収納された電子部品から放出される水蒸気などを速やかに収納部外に排出することができるキャリアテープを提供する。
【解決手段】本発明のキャリアテープは、長さ方向に連設された多数の電子部品収納部を備えた耐熱性の熱可塑性樹脂から成るキャリアテ−プであり、前記電子部品収納部に、該収納部内に収納される電子部品から放出される水蒸気を外部に排出する水蒸気排出路となる間隙あるいはスリットが設けられている。
(もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
該捨袋の相対する二壁の一方の壁から他方の壁に向かって窪ませた凹部の先端を該他方の壁に溶着させて中空リブを形成することによって、該捨袋全体の剛性を高くし、塑性切断に際して該捨袋や該吸気管が変形しないようにした。
(もっと読む)
ポリアミドを有するガソリン容器、及び溶着によるポリアミド体製造方法
【課題】低ガソリン透過量であり且つ低温耐衝撃性を有するポリアミド製ガソリン容器及びその製造方法の提供。
【解決手段】ポリアミドを有するガソリン容器であって、該容器を構成する全物質を100重量%とした場合、該容器中のポリアミド成分が51重量%以上であり、該容器のガソリン透過量が1.5g/m2/日以下であり、該容器は、i)低温落下試験により該容器に破損又はクラックが生じない低温耐衝撃性、及びii)サイドインパクト試験により該容器に破損又はクラックが生じず、液漏れが生じない低温耐衝撃性を有する上記ガソリン容器により、上記課題を解決する。
(もっと読む)
ブロー成形金型
【課題】本発明は、ブロー成形時の気体の漏洩を抑え、蛇腹部を精度良くブロー成形することが出来るブロー成形金型を提供することにある。
【解決手段】大径側取付部の内周面側に位置する第1のコア金型と、小径側取付部の内周面側に位置する第2のコア金型とに分割され、ブロー成形用のエア噴出し口を備えたコア金型と、前記コア金型との間でパリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記第1のコア金型の側面に前記大径側取付部の軸方向端部を受け入れる環状溝を形成したことを特徴とする。
(もっと読む)
合成樹脂製ボトルの製造方法
【課題】底部が十分に延伸され、また、胴部の減圧変形を防止することが可能であって、更に、自立補助具を用いることなく充填ラインにおける安定した自立搬送が行える合成樹脂製ボトルを容易に製造することができる合成樹脂製ボトルの製造方法を提供する。
【解決手段】金型15に取付けたプリフォームの内部に内圧を付与し、内周壁部12及び傾斜部8を接地部11よりも下方に膨出させる。次いで、胴部3及び底部4に付与した内圧を維持し、内周壁部12を胴部3内方に向かって立ち上げつつ傾斜部8のテーパ形状を維持して傾斜部8及び底部中央部9を接地部11よりも上方に押し上げる。次いで、底部4の押し上げ状態を維持して高い内圧を胴部3及び底部4に付与し、胴部3及び底部4を金型15の内面に密着させる。
(もっと読む)
蛇腹中空体
【課題】ブロー成形で製造された楕円形などの断面の蛇腹中空体において、蛇腹部の肉厚を周方向で均一として屈曲性を等方性とする。
【解決手段】膜長が所定値の長径部10と、一般部より膜長が大きな短径部11と、を周方向にそれぞれ有する蛇腹部とした。
長径部10は短径部11に比べて伸び量が大きくなるため肉厚が薄くなり、短径部11は肉厚が厚くなる。そこで短径部11に大膜長部を形成しておけば、伸び量が大きくなるため短径部11の谷部の肉厚を薄くすることができ、長径部10と同等の屈曲性とすることができる。
(もっと読む)
141 - 160 / 279
[ Back to top ]