
Fターム[4F208AG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | リブ又は突起を有するもの(←凹部、孔) (279)
Fターム[4F208AG28]に分類される特許
61 - 80 / 279
発泡成形体の製造方法

【課題】反りが生じず、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、シート状発泡パリソンとする押出工程S1と、シート状発泡パリソンを一対の分割金型13で挟み込んで密閉する型締工程S2と、シート状発泡パリソン20を分割金型13内で支持する支持工程S3と、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法である。
(もっと読む)
プラスチック製品の製造方法及び製造装置

【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 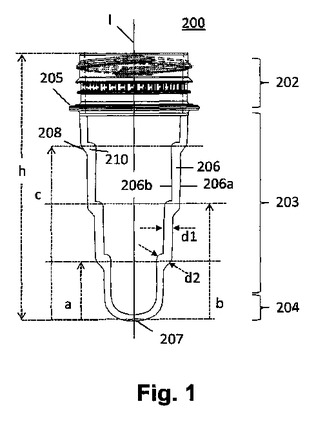 (もっと読む)
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
気泡シート巻物、長尺シート巻物、気泡シート巻物の製造装置、及び気泡シート巻物の製造方法
【課題】気泡シート巻物を収納する専用の外袋や巻芯に対して、積極的に製造原価のコストダウンを図ることができ、また、生産性などを向上させることができる、エコロジカルな新技術としても有効な気泡シート巻物、長尺シート巻物、気泡シート巻物の製造装置、及び、気泡シート巻物の製造方法の提供を目的とする。
【解決手段】気泡シート巻物10は、キャップ用フィルム121から成形され、真空成形による中空状に膨出する多数の突起を有するキャップフィルム122に、突起の開口側を封止するようにバックフィルム123を積層した気泡シート12が巻き取られており、巻き取られた気泡シート12の終端側に、キャップ用フィルム121にバックフィルム123を積層した、突起の存在しない外袋用シート13が形成されており、巻き取られた気泡シート12の外周面が外周面カバー部130で覆われ、両端面が端面カバー部131で覆われている。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
柿果実用発泡トレー
【課題】柿果実を見栄え良く展示させ得る柿果実用発泡トレーを提供することを課題としている。
【解決手段】クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴とする柿果実用発泡トレーを提供する。
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
成形品
【課題】要求される圧縮剛性に応じて部分的に補強することで、重量化を回避しつつ、安価で効率的に成形可能な成形品を提供する。
【解決手段】荷重受け面12を形成する上面14を有する第1成形体16と、該第1成形体16の周縁部18に対して溶着により一体化され、底面20を有する第2成形体22と、該第1成形体16と該第2成形体22との間の中空部24に内装されるブロー成形製の補強体26とを有し、該補強体26は、前記上面14と前記底面20とを連結するリブ30を有する中空成形体であり、該補強体26、該第1成形体16および該第2成形体22は、同材質の熱可塑性樹脂であり、該補強体26は、該第1成形体16および該第2成形体22それぞれに対して溶着一体化される、ことを特徴とする成形品。
(もっと読む)
管状体により成形された立体構造物
【課題】 樹脂シートの片面または両面に、細くて高い針状突起が形成される立体構造物に関し、その針状突起の先端部を種々の形状を持たせた特異な性状を有する立体構造物に関する。
【解決手段】 樹脂シートの片面または両面に針状突起が形成される立体構造物において、その針状突起の先端が不連続にさらに変形されたものであり、さらに、その構造体が針状突起の内部の空洞に物体が充填されるようにするにより、特異な機能や構造を持たせた立体構造物に関する。
(もっと読む)
木質型を用いた成形品の製造方法
【課題】繰り返し使用でき、精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型を用いた成形品の製造方法を提供する。
【解決手段】1)木質繊維材10の型材本体部11に、表側周縁に平面を維持した状態で、仕上げ代を残した窪み凹部19の粗彫りを行い、2)粗彫りの上に第1の熱硬化性樹脂を塗布して硬化させ、3)硬化させた粗彫りの表面の仕上げ加工彫りを行い、4)この表面に第2の熱硬化性樹脂を塗布して表面を硬化させ、5)底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する複数の真空孔20を形成し、6)窪み凹部19に離型促進樹脂をコーティングして製造した木質型の上に加熱した平面状の熱可塑性樹脂シート33を配置し、真空室23内を減圧し、窪み凹部19に吸着させた後、熱可塑性樹脂シート33を木質型によって降温させて成形品を製造する。
(もっと読む)
ブロー成形品およびその製造方法
【課題】穴部周辺の壁面の平滑度を良好に保つブロー成形品およびその製造方法を提供する。
【解決手段】ブロー成形品である衝撃吸収体10は、凸部31を有する平面部20と、ブロー成形後の型内で刃付工具により、凸部31上の略中央に開けられる凸部31より小さな穴部30とを備える。穴部30は、凸凹がなく平滑な平面部20上に設けられ、平面部20から凸形状となるように設けられた凸部31を有する。穴部30には、凸部31上に凸部31の外周より小さい透孔32が設けられる。衝撃吸収体10は、樹脂をブロー成形して製造される。樹脂としては、例えばオレフィン系の樹脂が用いられる。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 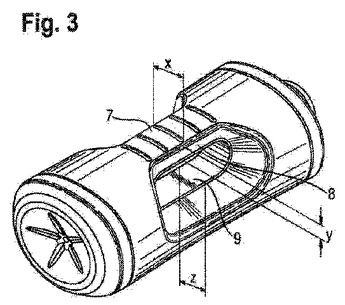 (もっと読む)
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
車両用空調ダクトおよびその製造方法
【課題】軽量性、断熱性、剛性、耐衝撃性、温度および湿度の変化に対する耐久性に優れ、加えてフランジ部の見掛け密度を起立壁および片側壁の見掛け密度より高く形成して車両構成部材の内壁面に対する接着性を向上させた車両用空調ダクトを得る車両用空調ダクトおよびその製造方法を提供する。
【解決手段】車両用空調ダクト1は、車両構成部材2の内壁面に接着することで通風流路3を形成するダクト構成部材4を備えてなる。ダクト構成部材4は起立壁5、5および片側壁6からなる半殻形状をなしている。起立壁5の端末には、車両構成部材2の内壁面に接着するフランジ部7が長手方向に沿って形成されている。ダクト構成部材4は発泡状態の熱可塑性樹脂からなり、フランジ部7の見掛け密度を起立壁5および片側壁6の見掛け密度より高くし成形してあるものである。
(もっと読む)
パネルの成形方法
【課題】
従来の方法ではマグネットの抜け跡が離型後のパネル面に穴となって残るし、エアシリンダや油圧シリンダ等を使用すれば穴は残らないが分割金型が非常に高価になるという点である。また、マグネット設定面側のパネルに表皮をインサートブロー成形するような場合、マグネットを設定するためには表皮を貫通しなければならず、意匠的に大きな制約を受けざるを得ないという点である。
【解決手段】
桁部全体の少なくとも2箇所以上で脚部が該桁部とT字状に交差する形態で一体に形成された、強磁性体を含有するリーンフォース材を、分割金型内キャビティー面に埋設されたマグネットの磁力により該分割金型内キャビティー面に吸着、保持させ、その後パリソンを型締めし、該パリソン内に圧縮空気を吹き込むことによって該リーンフォース材をインサートブロー成形すること、また上記パネルに表皮をインサートブロー成形することにより前記課題を解決した。
(もっと読む)
きしる音の防止及びラトル音の防止機能を有するエネルギー吸収体
【課題】バズ音、きしる音及び/又はラトル音を引き起こす動きを緩衝する。
【解決手段】エネルギー吸収体10は、ベースシート12とベースシート12から延びる複数のクラッシュローブ11とを有する。各クラッシュローブ11は、第1の方向に衝撃を受けたときにエネルギーを吸収するために圧壊し潰れるように方向づけられた側壁と、端部壁16とを有する。ベースシート12と少なくとも1つのクラッシュローブ11の端部壁との少なくとも一方は、クラッシュローブよりも自立強度が低い一体的に形成された突出する対策部15を有し、それにより、突出する対策部15は、端部壁と隣接構造体との間にバズ音、きしる音、及び/又はラトル音を引き起こす動きを緩衝するように作用する。対策部15は、一体的に形成することが可能であり、又は磁石もしくは他のインサートなどのインサートとすることも可能である。上記に関する方法についても記載されている。
(もっと読む)
医療器具を製造するための工程
医療器具(7)を製造することを目的とし、プラスチック原料を押し出して溶融状態のプラスチック原料でできた加熱された管状要素(1)を得る作業と、この管状要素(1)に対してブロー成型を行なって複数の医療用容器(6)を得る作業とを含む工程。工程は、多様な医療用容器(6)の内面(6a)を較正する作業を含んでおり、この作業は、プラスチック原料を押し出す作業の後に行なわれ、各医療用容器(6)の内面(6a)を平滑で切れ目のないものにすることを目的とする。  (もっと読む)
(もっと読む)
加飾パネル及びその製造装置
【課題】真空成形方式と異なりシート基材を固定するために従来の加飾シートの何倍もの面積を無駄にせずに済む、生産性の良い加飾パネル及びその製造装置を提供する。
【解決手段】プラスチックの型成形技術によって形成され、表面か裏面の何れか一面又は両面に加飾部12を有する加飾パネルについて、プラスチック製のシート基材から成り、かつ、型成形によってシート基材が立体的形状に形成されているパネル本体11と、パネル本体の表面又は裏面の何れか一面又は両面に設けられているインク、塗料又は微粒子の何れかより成る上記加飾部12とを備えて構成する。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
61 - 80 / 279
[ Back to top ]