
Fターム[4F208AG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | リブ又は突起を有するもの(←凹部、孔) (279)
Fターム[4F208AG28]に分類される特許
21 - 40 / 279
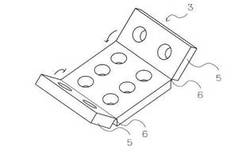
折り畳み式熱可塑性樹脂成形体
【課題】
解決しようとする課題は、凹状リブが形成された面は、凹状リブによって表面が凹凸になってしまうので、すべての面に凹凸の無い成形品を製造する事ができないという点である。
【解決手段】
ブロー成形による折り畳み式熱可塑性樹脂成形体であって、
ブロー成形により中央中空部と端部中空部とヒンジ部が一体に形成されており、前記中央中空部と前記端部中空部は表壁と前記表壁と間隔をおいて対向する裏壁を有していて、前記表壁と前記裏壁の周縁部が端壁で閉塞されており、前記ヒンジ部は前記中央中空部の前記表壁と、前記端部中央部の前記表壁を連結しており、それぞれの中空部の前記表壁に凹状リブが形成される事により前記課題を解決した。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法

【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
パネル
【課題】
解決すべき課題は、リーンフォースパイプとインナーリブが共にデッキボードの長手方向にほぼ平行に配置されている場合、両端の支点間の距離が大きく、その距離のほぼ3乗に反比例して減少する曲げ剛性しか得られないという問題があり、その上更なる薄肉化を図るとすれば従来の剛性を保持することは非常に難しく、軽量化のための更なる薄肉化の余地が少ないという点である。
【解決手段】
パネルの長手方向にパネル内に挿入される全部のリーンフォースメントの長さ方向と、パネル内に一体に形成される少なくとも一本のリブの長さ方向をほぼ直交させることにより前記課題を解決した。
(もっと読む)
樹脂製燃料タンクの成形方法
【課題】外殻部分の一部を他の部分と比較して薄肉化することが可能な樹脂製燃料タンクの成形方法を得る。
【解決手段】成形前の樹脂材料がセットされる成形部38を備え、進退可能とされた可動型36を有する金型32を用いる。可動型36を後退させた状態で成形部の内面及び成形面に樹脂材料を密着させて樹脂材料を薄肉化し、次いで可動型36を前進させることで凹部36B以外の成形面36Aに密着した樹脂材料を薄肉化する。
(もっと読む)
表皮材付き製品の製造方法
【課題】簡単な装置によって、貫通孔の形成された表皮材付き製品を製造する方法を提案する。
【解決手段】出没可能な可動ピン13が嵌合した型10の上に基材2をセットすると共に、その基材2に形成された貫通孔4を可動ピン13に嵌合し、次いで加熱されて軟化した表皮材3を可動ピン13と基材2の上にセットし、その表皮材3の表面を圧縮空気によって加圧して、該表皮材3を基材2の表面に密着させて当該表皮材3を基材表面に接着すると共に、当該表皮材3を可動ピン13の表面に密着させ、次いで電熱線18を加熱させて表皮材3を切断し、しかる後、可動ピン13と、その可動ピン13に密着した表皮材部分103を下方に下げる。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
フィルム加飾部品
【課題】フィルムの裾部が意匠面に露出する構成であっても、フィルムが剥離し難いフィルム加飾部品を提供する。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する成形基材2と、成形基材を覆うフィルム3と、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、成形基材は端部に突起部6を有する構成とし、かつ、フィルムの裾部は成形基材の意匠面に露出する構成とし、かつ、突起部はフィルムの裾部を取り囲むように配置することで、剥離がし難い耐久性に優れたフィルム加飾部品。
(もっと読む)
車両用衝撃エネルギー吸収体およびその成形方法
【課題】斜め方向の衝撃荷重に対しても十分な変形代を確保可能であるとともに、局所的なエネルギー吸収特性のバラツキを防止することが可能な樹脂製エネルギー吸収体を提供する。
【解決手段】平面部14内で、複数の第1突起体20と、第2突起体22とを有し、第1突起体20の各々は、それぞれ前記平面部14から立ち上がる、一対の傾斜立ち壁26と、立ち壁26の頂部同士を前記周壁12と略同じ高さで連結する頂壁28とを有し、前記一対の傾斜立ち壁26は、前記平面部14から前記頂壁28に向かって所定傾斜角度αで傾斜し、前記第2突起体22は、前記周壁12と前記傾斜立ち壁26とを連結するとともに、前記傾斜立ち壁26同士を連結し、前記複数の第1突起体20それぞれの根元部で連結し、前記平面部14の一方の板面または他方の板面19が、衝撃荷重の受け面を構成する、ことを特徴とする車両用樹脂製衝撃エネルギー吸収体10。
(もっと読む)
ハニカム構造のリブを有する二重壁ブロー成形体及びブロー成形用金型
【課題】二重壁ブロー成形体の曲げ剛性を、特定方向だけでなく全方向的に向上させる。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブ3が形成され、リブ3は多数の6角筒状のセル壁7からなるハニカム構造を有する。リブ3は壁1から連続して壁2に向けて延びる2枚の板が密着したもので、いわゆる隠しリブである。セル壁の交差領域、すなわちセル壁の3面が交差する箇所及びその近傍に存在するリブ3aが、壁2の内面との間に隙間を有し、交差領域に挟まれた中間領域に存在するリブ3bが壁2の内面に溶着している。各セル壁により区画された二重壁内のセル空間が、前記隙間を通して互いに連通している。
(もっと読む)
ブロー成形体
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びるリブ3と、壁2から連続して壁1に向けて延びるリブ4(4A,4B)からなる。リブ3とリブ4は共に複数列存在して平面視で互いに交差し、リブ3は長さ方向に沿った一部又は全部の領域においてその頂部が壁2の内側に溶着し、リブ4は長さ方向に沿った一部の領域においてその頂部が壁1の内側に溶着している。リブ3,4が交差する箇所では両リブが互いに溶着している。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
補強用リブを有する二重壁ブロー成形体及びその製造方法
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びる第1リブ3と、壁2から連続して壁1に向けて延びる第2リブ4(列4A,4B)からなる。第1リブ3と第2リブ4は共に複数列存在して平面視で互いに交差し、第1リブ3はその頂部が壁2の内側に溶着し、第2リブ4はその頂部が壁1の内側に溶着している。リブ3の内部に補強インサート7が一体的に包み込まれている。第2リブ4は第1リブ3との交差箇所において該第1リブ3により分断されている。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
積層剥離容器及びその製造方法、並びにこれに用いるブロー成形用の金型
【課題】底リブの構造を強化して剥離の発生を抑制できる積層剥離容器を提案する。
【解決手段】
ブロー成形される積層剥離型ブロー成形容器であって、外層2と該外層との相溶性が低い内層3とで形成され、該容器の底部にはブロー成形用金型のピンチオフ部で前記外層と前記内層とが共に押し潰されることで形成された突条形状の底リブ20を有し、前記底リブの両側の表面それぞれに複数の食い込み部21が設けられるものにおいて、前記複数の食い込み部の伸長方向が、前記底リブの中央位置CPにて前記底リブの表面に垂直に設定した仮想基準ラインBLに対して傾けられている。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
複合容器及びその製造方法
【課題】複合容器を簡易に製造する。
【解決手段】所定箇所に切欠(7)を有する外側容器(2)と、加熱した内側容器のプリフォーム(1a)とを、内側容器の成形型(10)内に装填し、次に、プリフォームを内側容器にブロー成形することにより、内側容器を外側容器の内面に密着させると同時に、内側容器に切欠内に突出する膨出部を形成する。内側容器の成形、及び内側容器と外側容器との一体化が同時に完了する。従って、複合容器の製造工程を簡略化、迅速化し、製造コストを低減することができる。
(もっと読む)
樹脂中空成形体の製造方法
【課題】
解決しようとする課題は、樹脂中空成形体にインナーリブを適用すると分割金型を製造する費用が増大して生産コストが高くなり、安価な樹脂中空成形体を提供する事ができないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、対向する一方の壁と他方の壁を有し、前記一方の壁に直角な垂直壁4と垂直壁4’が形成された中空体に、前記一方の壁の外表面に荷重を加える事により前記垂直壁4と垂直壁4’とを接触させる事により前記課題を解決した。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案する。
【解決手段】外層と内層とを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、胴部10を内方へ凹設した凹陥部30を形成するとともに、胴部10の中心軸に対して接着層20と軸対称位置の凹陥部30内中央部に、内層i相互が融着した状態で外層oと内層iとを突出した形態の板状融着部40を設け、該板状融着部40は、パリソン60の板状融着部該当部を金型により挟持した状態で、ブロー成形して形成した。この板状融着部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
21 - 40 / 279
[ Back to top ]