
Fターム[4F208AH25]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434) | パネル(←コンソールボックス) (63)
Fターム[4F208AH25]に分類される特許
1 - 20 / 63
基材成形装置
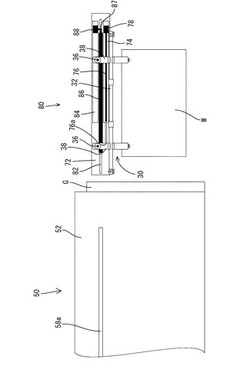
【課題】基材の搬送不具合の発生を防止ないし抑制できる基材成形装置を提供する。
【解決手段】基材成形装置であって、板状体Wを加熱する予備加熱装置50と、板状体Wを吊り下げた状態のハンガー30を予備加熱装置50内へと搬入するためのガイドレール82及び第1スライドレール58a及び接続レール86と、接続レール86上に配されたハンガー30と当接し、接続レール86に沿ってハンガー30を予備加熱装置50外から予備加熱装置50側へ押し込むハンガーロッド76と、接続レール86に沿って筒状に延びる第1シリンダ74と、第1シリンダ74が作動することによって第1シリンダ74の延びる方向に沿って移動する第1移動部78とを備え、ハンガーロッド76は、第1シリンダ74外に配され、第1移動部78と接続されると共に、第1移動部78の移動に伴って予備加熱装置50外から予備加熱装置50側へ移動する。
(もっと読む)
フィルム加工工法

【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
プレス成形機への成形材料供給装置
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
サンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法、ならびにサンドイッチパネルおよびサンドイッチパネルの成形方法
【課題】サンドイッチパネルの用途に応じた外形形状および内部構造を所望に実現可能なサンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法を提供する。
【解決手段】2枚の樹脂製表皮材シート12の間に介在するサンドイッチパネル用熱可塑性樹脂製芯材13であって、該熱可塑性樹脂製芯材13は、サンドイッチパネル10の用途に応じて、その内部の所望の位置に密閉中空部を有するとともに、所望の外形および/または表面形状を呈するように、2つの分割形式の金型の間に位置決めした溶融状態の可塑化樹脂材料のパリソンPを2つの分割形式の金型を型締めすることにより成形され、溶融状態のパリソンPの2つの分割形式の金型それぞれに向かって押圧される表面が、対応する樹脂製表皮材シート12との接着面を形成する、ことを特徴とするサンドイッチパネル用熱可塑性樹脂製芯材13。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】熱可塑性樹脂製シートのドローダウンあるいはネックインを有効に防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28に設けられた所定間隔の押出スリット34から溶融状態のシート状樹脂を下方に垂下するように、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出す段階と、一対のローラー30でシート状樹脂を挟み込み、ローラー30の回転駆動によりシート状樹脂を下方へ送り出す段階と、金型32に対して相対的に突出した状態でシート状樹脂の側面に当接させることによりシート状樹脂と金型32との間に密閉空間を形成する段階と、該密閉空間を減圧、および/またはシート状樹脂を金型32に向かって加圧することによって金型形状に沿った形状に成形する段階とを有する、ことを特徴とする樹脂成形品の成形方法。
(もっと読む)
ブロー成形品用芯材
【課題】大きな外的衝撃力が作用しても、シート材が芯材から剥がれることのないブロー成形品を提供する。
【解決手段】芯材と、芯材の外周面に密着させた樹脂製シート材と、からなるブロー成形品における前記芯材(100)であって、外周面には、樹脂製シート材を構成する樹脂が局部的に貯留される樹脂溜まり部(110)が形成されている。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
表皮材の貼り付け方法
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
パネルおよびその製造方法
【課題】表皮シート端末の剥がれが生じ難いパネルを提供する。
【解決手段】本発明にかかるパネル(1)は、表皮シート(7)が上面(2)に貼着されるパネル(1)であって、上面(2)の端部に段部(10)を有し、上面(2)と段部(10)との境界部分が曲面形状で形成されていることを特徴とする。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
中空成形品
【課題】
熱可塑性樹脂シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、更に荷重撓み温度が高く、インライン塗装にも適したツインコンポジット成形品の提供。
【解決手段】
2枚のシートを用い金型面に密着させ賦形してなる熱可塑性樹脂中空成形品において、熱可塑性樹脂がポリフェニレンエーテル樹脂組成物(A−2)であり、該2枚のシート材料として(1)荷重撓み温度が120℃以上であり、(2)貯蔵弾性率E’が3×108 Paとなる温度をTh、貯蔵弾性率E’が1×107 Paとなる温度をTsとした時、(Ts−Th)が20℃以下であり、かつ、(3)2枚のシートの熱板溶着可能温度をTwとした時 、(Tw−Ts)が15℃以下であることを特徴とする中空成形品。
(もっと読む)
折りたたみパネル
【課題】
従来の折りたたみパネルは上方に180度折り曲げることのみを目的とし、下方への折り曲げを想定しないものであった。また、無理やり下方に折り曲げたとしても従来の方法では、パネルの厚みに邪魔されて180度折り曲げることはできないという欠点があった。即ち解決しようとする課題は、従来の折りたたみパネルは、上方、下方共には180度折り曲げることができないという点である。
【解決手段】
折りたたみパネルに第1のパネルと、第2のパネルと、第1のパネルと第2のパネルの中間に位置しほぼ長方形の中間部と、第1のパネルの上端と中間部とを繋ぐ第1のヒンジ部と、第2のパネルの下端と中間部とを繋ぐ第2のヒンジ部とを有し、第1のヒンジ部と第2のヒンジ部とが中間部のほぼ長方形の同一対角線上に位置して、折り縮みさせた状態で第1のパネルと、中間部と、第2のパネルがほぼ均一なパネル厚みで整列させることにより前記課題を解決した。
(もっと読む)
調整可能な触感を有する成形用変性ウレタン
【課題】低温エアバッグ試験において良好に機能し、望ましい触感を有するスラッシュ成形用高分子組成物を提供する。
【解決手段】高分子組成物であって:a)50〜99重量%のウレタンエラストマー;b)0.1〜15重量%のプロピレン共重合体;c)0.1〜25重量%のオレフィン変性された熱可塑性物質;及び、d)0.1〜30重量%のオレフィンブロック共重合体;を含み、スラッシュ成形可能であり、かつ、真空形成可能である高分子組成物。ブロック長さの分布が変動してもよいオレフィンブロック共重合体(OBC)を含む変性剤。OBCが組成物全体の0.1%〜30%の量で存在する。高分子組成物の触感が変性剤の量を調節することにより調整可能である。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
樹脂製パネルおよびその製造方法
【課題】 予め成形した発泡体からなる芯材に補強材を嵌合して一体化した内装材を用いることにより、ガタツキ防止や成形収縮による変形を起こすことがない樹脂製パネルを得られるようにする。
【解決手段】 樹脂製パネル1は、表壁2と裏壁3および表壁2と裏壁3を繋ぐ周囲壁4からなる中空二重壁構造である。中空部5内には、中空部5内の空間と略同一形状に予め成形された熱可塑性樹脂の発泡体からなる芯材6に補強材7を嵌合して芯材6と補強材7が一体となった内装材8を内装してある。補強材7はH型押出リンフォースで金属製である。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の裏面凹凸によるエアー混入がなく、耐熱外観性等に優れた真空成型用シートを提供すること。
【解決手段】 表層にエンボス加工を施した表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の表面にドラグラインを発生させず、耐熱外観性、生産性等に優れた真空成型用シートを提供すること。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
1 - 20 / 63
[ Back to top ]