
Fターム[4F208AH46]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 建築設備 (86)
Fターム[4F208AH46]の下位に属するFターム
構造材料、外装(←柱、梁、コンクリート、補強筋) (13)
内装(←天井、床、壁、間仕切) (34)
設備(←バスユニット、便槽、浄化槽) (21)
Fターム[4F208AH46]に分類される特許
1 - 18 / 18
樹脂成形品の製造方法
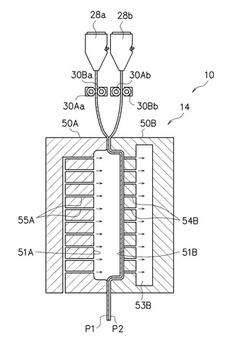
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
真空圧空成形または真空成形により一体化された構造体、およびその製造方法

【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
中空封止体の製造方法および製造装置
【課題】 設計自由度が高く、内部が減圧されて封止された中空体を容易に製造可能な、中空体の製造方法およびこの製造装置を提供する。
【解決手段】 成形炉3は通常の電気加熱炉を用いることができる。成形炉3の内部には成形型5が配置される。成形型5は少なくとも一対の上型および下型よりなり、上型および下型の間に管状素材7が挟み込まれる。成形炉3には、温度調整部9が接続される。温度調整部9は、成形炉3内部の温度を測定し、あらかじめプログラムされた昇温速度等によって、成形炉3内部の温度を調整する部位である。成形炉3には、配管19およびバルブ17を介して不活性ガス供給部13および減圧装置15等が接続される。バルブ17の操作によって、成形炉3の内部空間に不活性ガスを供給して不活性ガス雰囲気とすることができ、また、減圧装置15によって成形炉3内部を真空に引くことも可能である。
(もっと読む)
成型用積層体
【課題】加熱処理時のカールを防止し、取り扱い性と保護性の両特性を同時に満足する成型用積層体を提供する。
【解決手段】基材フィルムと、基材フィルムの一方の面に積層された保護フィルムを有する成型用積層体であって、前記基材フィルムが少なくとも一方向に延伸されたポリエステル系フィルムであり、前記保護フィルムがポリプロピレン系フィルムであり、熱カールが小さい成型用積層体。
(もっと読む)
成形体の製造方法
【課題】賦形性がよく、かつ、非発泡層への成形型キャビティ面の転写性が良好な成形体の製造方法を提供する。
【解決手段】プロピレン樹脂からなる第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接し、その融点が150℃以上180℃以下であるポリマーからなる非発泡層13とを有する積層体1の第一の発泡層の表面温度、及び前記非発泡層の表面温度が、いずれも200℃以上、230℃以下となるように、加熱された積層体1を、夫々その内側にキャビティ面410Aを持つ一対の型部材を有する成形型4A内に配置し、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型4Aを密閉し、次いで、キャビティ内を減圧状態とし、積層体を膨張させ、前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、成形体3Aを製造する方法。
(もっと読む)
成形体の製造方法
【課題】二次発泡の発泡倍率が高く、かつ、高いクッション性を有する成形体の製造方法を提供する。また、型形状の賦形性が良く、特に絞り形状部を有する場合、絞り形状部における成形体の外観に優れる成形体の製造方法を提供する。
【解決手段】第一の発泡シートからなる基材層と、この基材層の上に設けられた第二の発泡シートからなる中間層と、この中間層の上に設けられた非発泡シートからなる表皮層と、を有する積層体からなる成形体の製造方法であって、前記積層体の基材層側の面を、前記表皮層側の面の表面温度よりも高い温度となるよう加熱する加熱工程と、密閉可能な成形型のキャビティ内に、加熱された前記積層体を、この積層体の少なくとも一方の面が、対向する成形型のキャビティ面に直接接触しないよう配置し、前記成形型を型締する型締工程と、前記キャビティ内の圧力を減少させて前記積層体を膨張させる減圧工程と、前記減圧工程を経た積層体を冷却する冷却工程と、を有する。
(もっと読む)
通気性および排水性をもったプラスチック気泡シートまたはボードおよびその製造方法
【課題】
プラスチックフィルムの真空成形により形成した、多数のキャップ状の突起を有するキャップフィルム(1A)のキャップの底面に、平坦なプラスチックフィルムをバックフィルム(2A)として貼り合せ、多数の密閉された空気室を有する成形品とし、キャップの頂を連ねて平坦なプラスチックフィルムをライナーフィルム(3A)として貼り合わせてなる三層構成のプラスチック気泡シート(7A)であって、表面において通気性および排水性を有するものを提供する。
【解決手段】
ライナーフィルム(3A)を、製品の長手方向には連続しているが、幅方向には、フィルムが存在しない複数の部分(6)によって分割された構造とする。このライナーフィルムを接着剤として利用し、織布または不織布を表面に貼り合わせることにより、表面が連続しているが通気性および排水性は維持された四層構成のプラスチック気泡シート(8A)とすることができる。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13間に搬送し、該分割金型13で挟み込んで密閉し型締めする型締工程S3と、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
樹脂製パネルの製造方法
【課題】補強材の位置決めが的確にでき、ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルの製造方法を提供する。
【解決手段】 まず、分割金型(13,13)間に樹脂(12)を配置する。次に、補強材(9)と発泡体(8)とを分割金型(13,13)間に配置して型締めし、補強材(9)と発泡体(8)とが樹脂(12)に内装され、且つ、補強材(9)に対向する少なくとも2つの周囲壁と補強材(9)との間に発泡体(8)が介在した樹脂製パネルを成形する。
(もっと読む)
中空体の製造方法及び中空体
【課題】シートのドローダウンを防止し、真空成形性を向上させることが可能な中空体の製造方法を提供する。
【解決手段】少なくとも2枚の熱可塑性樹脂シート1からなる中空体の製造方法であって、所定方向に遊動可能な一対の金型部材2を有する金型を用い、両金型部材は空気の吸引が可能な成形面22と、それを包囲する外周部(フランジ)を有し、前記金型部材間に熱可塑性樹脂シートを積層して、供給する供給工程と、熱可塑性シートを加熱する加熱工程と、金型部材を相対的に近づけて、加熱された各熱可塑性樹脂シートを金型部材の外縁部21間で一緒に加圧して、各シートを外縁部一体化させる型締め工程と、成形面から空気を吸引しつつ、可塑性樹脂シート間に形成される空間31に空気を送り込み、成形面に対向する各熱可塑性樹脂シートを成形面に追従させ、所定形状に賦形する賦形工程と、を有し、熱可塑性樹脂シートは発泡シートであることを特徴とする。
(もっと読む)
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
成型加飾用積層ポリエステルフィルム
【課題】本発明の課題は上記した問題点を解消することにある。すなわち、見る角度によって色が変化するパール光沢という特殊な加飾機能を有し、さらに成形性に優れる、成形用加飾フィルムに適したポリエステルフィルムを提供することを目的とする。
【解決手段】
ポリエステルフィルム全体を100質量%としてパール顔料を0.001〜10質量%含有しており、150℃におけるフィルム長手方向および幅方向の100%伸長時応力(F100値)が1〜70MPaである加飾用ポリエステルフィルム。
(もっと読む)
成形型及び成形方法
【課題】簡便に作成することができ、軽量且つ廉価な成形型を提供する。
【解決手段】成形型10は、複数の段ボール12が積層されたベース部14と、該ベース部14に設けられ、成形品の表面形状に合わせて膨らんだ成形面16とを有する。複数の段ボール12は、それぞれの中しん22の段24が同方向に延在するように積層され、成形面16は、段24の延在する方向に向かって窪んでいる。成形面16には樹脂層30が設けられている。樹脂層30には、段24の隙間26に連通する孔32が設けられている。孔32は隙間26を通じて成形面16から反対側の下面に連通している。孔32及び隙間26を介して吸気をしながらワークの成形をする。
(もっと読む)
加飾シート、多層成形品およびその製造方法
【課題】簡便な方法で製造することができ、熱成形性に優れる加飾シートであって、しかも成形品の表層とする場合に耐擦傷性に優れる成形品が得られる加飾シートを提供する。
【解決手段】第1の熱可塑性樹脂からなる層を有する支持体の表面に、水酸基とカルボキシル基とを、水酸基:カルボキシル基=30:70〜95:5(個数比)で含む第1の重合体成分と、第1の無機層状化合物と、第1のアルカリ金属イオンとを含有する第1の樹脂組成物からなる第1の被膜が形成されてなる加飾シート。
(もっと読む)
物の薄膜コーティング法
本発明は、放射線硬化によって物を薄膜コーティングするための単純化された方法に関する。 (もっと読む)
プラスチックから鋳造物を製造する方法および装置
本発明は、プラスチック、好ましくは、繊維強化プラスチックから鋳造物を製造する方法に関する。この方法は、少なくとも積層板を形成するために少なくとも1つのプラスチック層を積層する工程と、少なくとも2つの薄膜の間に積層板を配置させる工程と、このように形成した組み立て品を、少なくとも1つの薄膜を加熱することによって第1温度にする工程と、第2の温度にされた成形工具を使用することによって組み立て品を形成する工程と、を含む。また、本発明は、この方法を達成する装置、およびこの方法に適用する加熱可能な薄膜にも関する。  (もっと読む)
(もっと読む)
インシュレーション構造体
【課題】 従来の構造においては、反射層の前に設けられた開放空間は周囲に対して密閉されておらず、湿気は自由に低放射率表面部に接触してこれを腐食させることができるため、放射率が増加し、放射熱断熱性に悪影響を与えてしまうという欠点を克服する構造体、即ちダストや腐食から低放射率表面部を保護し断熱性を維持する構造体が望まれている。
【解決手段】 低放射率表面部12を有し、低放射率表面部12がバブル状層14の開放セル側に直接的又は間接的に取付けられて気密セルを形成している反射性バブルフィルム構造体。
(もっと読む)
1 - 18 / 18
[ Back to top ]