
真空圧空成形または真空成形により一体化された構造体、およびその製造方法

【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
【発明の詳細な説明】
【技術分野】
【0001】
本開示は、真空圧空成形または真空成形により一体化された構造体、およびその製造方法に関する。
【背景技術】
【0002】
塗装代替フィルムは、VOC(揮発性有機化合物)およびスプレーミストがないことから作業環境の改善に有効である。また、クロームメッキ代替フィルムは、有害なクロームメッキ処理を省略するために必要とされている。真空圧空成形法および真空成形法はこれらの装飾フィルムまたはシートの適用方法として一般的になりつつある。深絞りされた三次元形状物を完全に覆うためにはこれらの成形法を用いる必要があり、従来のように手作業でこのような三次元形状物に装飾フィルムまたはシートを適用することはできない。
【0003】
ポリオレフィンは、軽量、安価および無害であるため、自動車部品用の樹脂として最も有望である。しかしながら、ポリオレフィン樹脂、特にポリプロピレン系樹脂は、塗料、金属、フィルムなどを適用することが難しい、難接着性材料であるといわれている。
【0004】
特許文献1(特表平2−503077号公報)は、「合成樹脂状材料を薄いフィルムの形で軟質キャスチングシート(42)の表面に塗布し、キャスチングシート上で透明コートを乾燥し、シートの表面は乾燥透明コートの表面に自動車外部用途用に十分な光沢レベルを移すための正反射率を有し;着色合成樹脂状材料の色塗(46)を形成して乾燥し、かつ透明コートに密着させ;乾燥した透明コート及び色塗を合成樹脂状材料の半硬質性バッキングシート(72)に写して複合ペイントコート(44)をバッキングシートの面に結合させて形成し、透明コートは移したペイントコートの外面を形成し、色塗は透明コートとバッキングシートの面との間に結合され、透明コートの外面は実質的にキャスチングシートから透明コートに移された光沢を保持し;バッキングシート及びその上の複合ペイントコートを熱成形して三次元形状をした予備成形したラミネート(116)を形成し;予備成形したラミネートを金型に入れかつ合成樹脂状基体物質(118)を予備成形したラミネートに対して成形して仕上げた自動車外部ペイントコートを有する自動車車体外部パネル(130)を形成する工程を特徴とし、透明コートは熱成形工程の間、実質的に該光沢レベルを保持する材料を含み;バッキングシートは基体材料に存在する欠陥を吸収するのに十分な厚み及び十分な伸びを有してラミネートを基体材料に密着させた後に本質的に欠陥のない光沢を透明コート表面上に保持し;仕上げた複合ペイントコートは自動車外部ペイントコートとして用いるための十分な外観及び耐久特性をもたらす、自動車外部用途用に適したペイントコートを自動車のプラスチック外部車体パネルに塗装する方法」を記載している。
【0005】
特許文献2(特許第3851523号)は、「透明な熱可塑性樹脂フィルム、金属層、接着剤層および熱可塑性樹脂フィルムをこの順で有し、該透明な熱可塑性樹脂フィルムがベンゼン環とシクロヘキサン環とを主鎖に有するポリエステル系高分子化合物、または、ベンゼン環とナフタレン環とを主鎖に有するポリエステル系高分子化合物により構成されていることを特徴とする立体成形用金属光沢シート」を記載している。
【0006】
特許文献3(特開2006−341388号公報)は、「1)熱可塑性樹脂フィルム層と2)金属蒸着層または、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層と3)支持基材樹脂層とを有する熱成形用積層シートを(T1−20)℃〜(T2+35)℃の成形温度で成形することを特徴とする熱成形用積層シートの成形方法。但し、T1は熱可塑性樹脂フィルム層の軟化温度と支持基材樹脂層の軟化温度の高い方の温度であり、T2は熱可塑性樹脂フィルム層の軟化温度と支持基材樹脂層の軟化温度の低い方の温度である」方法を記載している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表平2−503077号公報
【特許文献2】特許3851523号公報
【特許文献3】特開2006−341388号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の方法では、装飾シートを、インモールド射出成形法などの溶融樹脂成形法と組み合わせて用いることにより、装飾シートが表面に接着された樹脂部品が製造されている。装飾シートの最大伸び率が概ね50%を超えるような三次元形状の樹脂部品を製造する場合、平らなシートのまま射出成形金型にはさみこんでも装飾シートは金型の形状に追従しないため、装飾シートは真空成形などによって予備附形された後金型にセットされる。しかしながら、予備附形した装飾シートと射出成形金型のキャビティのサイズが合わない場合がある。また、キャビティ内に配置された装飾シートは、射出された高圧高速の溶融樹脂の流れに押されるまたは引き摺られるため、成形品の表面にしわなどの外観欠陥が生じるおそれがある。
【0009】
あらかじめ射出成形などにより成形された基材に真空圧空成形または真空成形により装飾シートを貼り付ける方法は、インモールド射出成形法における上記問題を回避することができる。しかしながら、真空圧空成形または真空成形を用いた貼り付けの場合、既に成形されて固体となった基材に対して装飾シートが適用されるため、溶融した高温の樹脂が装飾シートの接着層表面に接触する溶融樹脂成形法と比べて、装飾シートと基材、特に難接着性材料とされているポリオレフィン系樹脂成形品との間で十分な接着力が得られないであろうと考えられていた。
【課題を解決するための手段】
【0010】
本開示は、難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【0011】
本発明者らは、難接着性材料であるポリプロピレン系樹脂成形品に対し、プロピレン単位を有するポリマーを含有する接着層を有する装飾シートを、真空圧空成形または真空成形によって接着できることを見出したことにより、本発明を完成させた。
【0012】
本開示の一実施態様によれば、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化された構造体が提供される。
【0013】
本開示の別の実施態様によれば、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートを用意し、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材を用意し、真空圧空成形または真空成形により前記装飾シートを前記基材に適用して、前記装飾シートおよび前記基材が一体化された構造体を形成することを含む、構造体の製造方法が提供される。
【発明の効果】
【0014】
本開示によれば、一般に難接着性材料であるとされている、プロピレン単位を有するポリマーを含有する基材、特に深絞り形状などの三次元形状を有するポリプロピレン系樹脂成形品に対して、真空圧空成形または真空成形により装飾シートを適用した構造体を得ることができる。
【図面の簡単な説明】
【0015】
【図1】本開示の一実施態様による構造体の概略断面図である。
【図2a】本開示の一実施態様による装飾シートの断面図である。
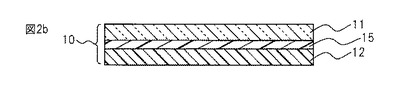
【図2b】本開示の別の実施態様による装飾シートの断面図である。
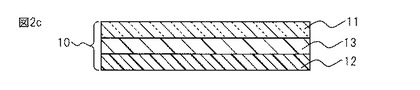
【図2c】本開示の別の実施態様による装飾シートの断面図である。
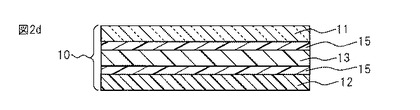
【図2d】本開示の別の実施態様による装飾シートの断面図である。
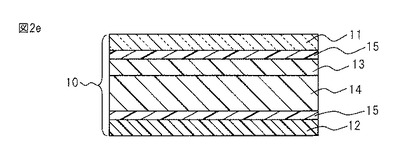
【図2e】本開示の別の実施態様による装飾シートの断面図である。
【図3】真空加熱圧着装置を用いて装飾シートを基材に適用する工程を模式的に説明する図である。
【発明を実施するための形態】
【0016】
図1に、本開示の一実施態様による構造体の概略断面図を示す。構造体1は、装飾シート10によって覆われた基材20を含む。装飾シート10は、表面層、およびプロピレン単位を有するポリマーを含有する接着層を含み、基材はプロピレン単位を有するポリマーを含有する。装飾シート10は、真空圧空成形または真空成形により基材20に適用されて、一体化された構造体が形成される。本開示によれば、装飾シートの接着層にプロピレン単位を有するポリマーを用いることにより、真空圧空成形または真空成形によって、平板形状だけではなく深絞り形状などの三次元形状を有する、プロピレン単位を有するポリマーを含有する基材20を、装飾シート10で基材20の端部から裏面21まで巻き込んで被覆することができる。
【0017】
プロピレン単位を有するポリマーを含有する基材として、様々な平面および三次元形状を有する材料を使用することができる。基材に含まれるプロピレン単位を有するポリマーとして、ポリプロピレン(PP)、エチレン−プロピレン共重合体、プロピレン−α−オレフィン共重合体(例えばプロピレン/1−ブテン共重合体、プロピレン/1−オクテン共重合体)、エチレン−プロピレン−α−オレフィン共重合体(例えばエチレン/プロピレン/1−ブテン共重合体、エチレン/プロピレン/1−オクテン共重合体)などのプロピレン含有共重合体、およびポリプロピレンと他のゴム状共重合体とのブレンドである、ポリプロピレン含有熱可塑性ポリオレフィン(TPО)が使用できる。ポリプロピレン含有TPOに含まれるゴム状共重合体として、上記のプロピレン含有共重合体、エチレン/α−オレフィン/ジエン共重合体(例えばエチレン/プロピレン/ジエンモノマー共重合体(EPDM))、ブタジエン系ゴム、イソプレン系ゴム、天然ゴムなどが挙げられ、これらのゴム状共重合体は水素付加体であってもよく、架橋していてもよい。これらの中で、ポリプロピレン、エチレン/プロピレン共重合体、およびプロピレン/α−オレフィン共重合体、ならびにそれらの組み合わせからなる群から選択されるプロピレン単位を有するポリマーが、射出成形性が良好で、成形品としての形状安定性、耐熱性などにも優れるため特に好ましい。
【0018】
基材に含まれるプロピレン単位を有するポリマーは、プロピレン単位を約25質量%以上、約100質量%以下有する。当該ポリマーに含まれるプロピレン単位を約35質量%以上、または約50質量%以上としてもよい。
【0019】
図2aに、本開示の一実施態様による装飾シート10の断面図を示す。装飾シート10は、表面層11および接着層12を含む。装飾シート10は、任意の要素として意匠層、バルク層、接合層などの追加層をさらに含んでもよい。図2bに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、これらの層を接合する接合層15を有する。図2cに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、塗装色、金属色、模様などの外観を提供する意匠層13を有する。図2dに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、塗装色などの外観を提供する意匠層13を有し、意匠層13と表面層11の間および意匠層13と接着層12の間にそれぞれ接合層15を有する。図2eに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、塗装色などの外観を提供する意匠層13および装飾シートに厚みを付与するバルク層14を有し、意匠層13と表面層11の間およびバルク層14と接着層12の間にそれぞれ接合層15を有する。表面層および接着層が装飾シートの最外層に位置することを条件として、装飾シートの層の数、種類、配置などは、上記に限られない。
【0020】
表面層として、真空圧空成形または真空成形に適した様々な樹脂、例えば、ポリメチルメタクリレート(PMMA)を含むアクリル樹脂、ポリウレタン、エチレン/テトラフルオロエチレン共重合体(ETFE)、ポリフッ化ビニリデン(PVDF)、メチルメタクリレート/フッ化ビニリデン共重合体(PMMA/PVDF)などのフッ素樹脂、ポリ塩化ビニル(PVC)、ポリカーボネート(PC)、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィン、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレートなどのポリエステル、エチレン/アクリル酸共重合体(EAA)およびそのアイオノマー、エチレン/アクリル酸エチル共重合体、エチレン/酢酸ビニル共重合体などの共重合体が使用できる。耐候性に優れていることから、アクリル樹脂、ポリウレタン、フッ素樹脂およびポリ塩化ビニルが好ましく、耐擦傷性に優れており、廃棄物として焼却したり埋め立てたりする際の環境負荷が小さいことから、アクリル樹脂およびポリウレタンがより好ましい。
【0021】
表面層は、装飾シートに含まれる接着層、および任意の構成要素である意匠層、バルク層などの上に樹脂組成物をコーティングして形成することができる。あるいは、別のライナー上に樹脂組成物をコーティングして表面層フィルムを形成し、接合層を介して、接着層、意匠層、バルク層などの上に、そのフィルムをラミネートすることもできる。接着層、意匠層、バルク層などが、ライナー上に形成された表面層フィルムに対して接着性を有する場合は、接合層を介さず直接これらの層に表面層フィルムをラミネートすることもできる。例えば、表面層フィルムは、反応性ポリウレタン組成物などの樹脂材料を、ナイフコート、バーコート、ブレードコート、ドクターコート、ロールコート、キャストコートなどによってライナーなどにコーティングし、必要に応じて加熱硬化することによって、形成することができる。
【0022】
反応性ポリウレタン組成物は一般にポリオールと架橋剤を含む。ポリオールとして、例えば、アクリルポリオール、ポリカプロラクトンジオールなどのポリエステルポリオール、ポリカーボネートポリオール、ポリエチレングリコール、ポリプロピレングリコールなどのポリエーテルポリオールなどが使用できる。架橋剤として、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート、メチレンビス(4−フェニルイソシアネート)、水添MDI、それらのビュレット体、イソシアヌレート体またはアダクト体などのポリイソシアネートなどが使用できる。反応性ポリウレタン組成物は、水系であっても非水系であってもよい。水系の場合、ポリカルボジイミド、アジリジン、オキサゾリンなどによって更に架橋することもできる。水系であればポリカーボネート系とポリカルボジイミドおよび/またはアジリジン、非水系であればポリエステル系および/またはグリコール系とイソホロンジイソシアネートおよび/または水添MDIの組み合わせが特に好ましい。
【0023】
表面層として、押出、延伸などによってあらかじめフィルム状に形成されたものを使用してもよい。このようなフィルムは接合層を介して、接着層、意匠層、バルク層などにラミネートすることができる。あるいは、接着層、意匠層、バルク層などが、このようなフィルムに対して接着性を有する場合は、接合層を介さず直接これらの層にフィルムをラミネートすることもできる。平坦性の高いフィルムを使用することで、より表面平坦性の高い外観を構造物に与えることができる。また、表面層を他の層と多層押し出しすることによって形成することもできる。アクリルフィルムとしては、ポリメチルメタアクリレート(PMMA)樹脂、ポリアクリル酸ブチル樹脂、エチレン/アクリル共重合体樹脂、エチレン酢酸ビニル/アクリル共重合体樹脂などを用いることができる。アクリルフィルムは透明性に優れ、熱や光に強く、屋外で使用しても退色や光沢変化が生じにくい。また、可塑剤を使用せずとも耐汚染性に優れ、しかも成形加工性に優れ深絞り加工できるという特性を有する。特にPMMAを主成分とするものが好ましい。
【0024】
表面層の厚さは様々であってよいが、一般に、約5μm以上、約10μm以上、または約25μm以上、約500μm以下、約200μm以下、または約100μm以下である。複雑な形状の基材に対して装飾シートを適用する場合、表面層は薄い方が形状追従性の観点から有利であり、例えば、約200μm以下、または約100μm以下であることが望ましい。一方、構造体に高い耐光性および/または耐候性を付与する場合、表面層は厚い方が有利であり、例えば約10μm以上、または約25μm以上であることが望ましい。
【0025】
表面層は、必要に応じて、ベンゾトリアゾール、Tinuvin1130(BASF社製)などの紫外線吸収剤、Tinuvin292(BASF社製)などのヒンダードアミン光安定化剤(HALS)などを含んでもよい。紫外線吸収剤、ヒンダードアミン光安定化剤などを用いることによって、装飾シートが意匠層や他の着色した層を有する場合、それらの層に含まれる着色材の、特に紫外線などの光に対する感受性が比較的高い有機顔料の、変色、退色、劣化などを有効に防止することができる。表面層はハードコート材、光沢付与剤などを含んでもよく、追加のハードコート層を有してもよい。表面層は、目的とする外観を提供するために、透明であってもよく、半透明または不透明であってもよい。装飾シートが意匠層または他の着色した層を有する場合、表面層は透明であることが有利である。
【0026】
接着層はプロピレン単位を有するポリマーを含有する。プロピレン単位を有するポリマーとして、ポリプロピレン(PP)、エチレン/プロピレン共重合体、プロピレン/α−オレフィン共重合体(例えばプロピレン/1−ブテン共重合体、プロピレン/1−オクテン共重合体)、エチレン/プロピレン/α−オレフィン共重合体(例えばエチレン/プロピレン/1−ブテン共重合体、エチレン/プロピレン/1−オクテン共重合体)などのプロピレン含有共重合体、およびポリプロピレンと他のゴム状共重合体とのブレンドである、ポリプロピレン含有熱可塑性ポリオレフィン(TPО)が使用できる。ポリプロピレン含有TPOに含まれるゴム状共重合体として、上記のプロピレン含有共重合体、エチレン/α−オレフィン/ジエン共重合体(例えばエチレン/プロピレン/ジエンモノマー共重合体(EPDM))、ブタジエン系ゴム、イソプレン系ゴム、天然ゴムなどが挙げられ、これらのゴム状共重合体は水素付加体であってもよく、架橋していてもよい。これらの中で、ポリプロピレン、エチレン/プロピレン共重合体、およびプロピレン/α−オレフィン共重合体、ならびにそれらの組み合わせからなる群から選択されるプロピレン単位を有するポリマーが、押出フィルムとするときの成形性が良好で、コシ、耐収縮性、耐熱性などにも優れ、市販品として入手することも容易であるため特に好ましい。
【0027】
接着層の融点が低いと、耐熱試験にかけた際に、延伸して貼ったフィルムの応力で剥がれやズレが起きる。自動車外装の耐熱試験は夏場日中の水平塗装面の最高到達温度に基づいて通常80℃とされる。更に、メーカーによっては90℃、一部では100℃が要求される。自動車内装の耐熱試験は夏場のダッシュボードの最高到達温度に基づいて最低で100℃、多くの場合110℃が要求される。これらの温度に長時間耐えるためには試験温度より約20℃以上高い融点を有する接着層が必要であることから、接着層の融点は、約100℃以上、約110℃以上、約120℃以上、または約130℃以上であることが好ましい。前述した基材に関しても同様の理由から、基材の融点は、約100℃以上、約110℃以上、約120℃以上、または約130℃以上であることが好ましい。接着層および基材の融点がともに約130℃以上であることが特に好ましい。接着層および基材の融点は、示差走査カロリメーター(TAインスツルメント社製 Q2000 DSC装置)を用い、結晶化度(ΔH(J/g))と結晶の融解による吸熱のピーク温度(融点)を測定することにより決定される。接着層および基材の融点は、サンプル3mgを使用し、50mL/分の窒素雰囲気下、昇温速度10℃/分、測定温度範囲0℃から200℃の条件で測定される。
【0028】
接着層として、押出、延伸などによってあらかじめフィルム状に形成されたものを使用してもよい。このようなフィルムは接合層を介して、表面層、意匠層、バルク層などにラミネートすることができる。あるいは、表面層、意匠層、バルク層などが、このようなフィルムに対して接着性を有する場合は、接合層を介さず直接これらの層をフィルムにラミネートすることもできる。結晶性が低く基材との接着性に優れることから、押出フィルム、特に無延伸の押出フィルムが好ましい。接着層を構成する成分を含む溶剤希釈組成物をライナー上にコーティングし、溶媒を除去して接着層フィルムを形成し、接合層を介して、接着層、意匠層、バルク層などの上に、そのフィルムをラミネートすることもできる。意匠層、バルク層などが、接着層フィルムに対して接着性を有する場合は、接合層を介さず直接これらの層を接着層フィルムにコーティングまたはラミネートすることもできる。接着層を他の層と多層押し出しすることによって形成することもできる。
【0029】
接着層に含まれるプロピレン単位を有するポリマーは、プロピレン単位を約25質量%以上、約100質量%以下有する。当該ポリマーに含まれるプロピレン単位を約35質量%以上、または約50質量%以上としてもよい。
【0030】
接着層として使用できるフィルムとして、市販のポリプロピレンフィルム、RXC−3(三井化学東セロ株式会社製、ポリプロピレンとエチレン/プロピレン/1−ブテン共重合体のブレンド、プロピレン単位の割合82質量%)、FX−333(オージェイケイ株式会社製、ポリプロピレンとエチレン/プロピレン/1−ブテン共重合体のブレンド、プロピレン単位の割合95質量%)などが挙げられる。
【0031】
接着層として、多層押出、ラミネートなどによって形成された多層フィルムを使用することもできる。結晶性が低く基材との接着性に優れることから、多層押出フィルムが好ましい。例えば、装飾シート全体の引っ張り応力を高くすることにより装飾シート全体にコシを与えて取り扱い性を向上させるためにプロピレン単位を100質量%含有するポリプロピレン樹脂をコアとし、表面を柔らかくして他層との層間接着力を上げるためにプロピレン単位を100質量%未満、例えば85質量%含有するポリオレフィン樹脂をスキンとした多層フィルムにすることで、相反する性質を同時に発現することが可能になる。さらに、例えば、プロピレン単位を85質量%含有するポリオレフィン樹脂に酸化チタンを例えば30質量%分散したものをコアとし、プロピレン単位を85質量%含有するポリオレフィン樹脂をスキンとして多層押出することで、酸化チタン粒子は表面に露出していないが隠蔽性を有する着色装飾シートを作ることも可能である。
【0032】
接着層の厚さは様々であってよいが、一般に、約5μm以上、約20μm以上、または約50μm以上、約1mm以下、約500μm以下、または約250μm以下である。接着層の厚さを、約20μm以上、または約50μm以上とすることにより、より高い接着力を得ることができる。一方、接着層の厚さを、約500μm以下、または約250μm以下とすることにより、装飾シートの基材に対する形状追従性をより高めることができる。
【0033】
任意の要素である意匠層として、塗装色、金属色などを呈するカラー層、木目、石目などの模様や、ロゴ、絵柄などを構造体に付与するパターン層などが挙げられる。例えばカラー層として、酸化チタン、カーボンブラック、黄鉛、黄色酸化鉄、ベンガラ、赤色酸化鉄などの無機顔料、フタロシアニンブルー、フタロシアニングリーンなどのフタロシアニン系顔料、アゾレーキ系顔料、インジゴ系顔料、ペリノン系顔料、ペリレン系顔料、キノフタロン系顔料、ジオキサジン系顔料、キナクリドンレッドなどのキナクリドン系顔料などの有機顔料、アルミニウムフレーク、蒸着アルミニウムフレーク、金属酸化物被覆アルミニウムフレーク、着色アルミニウムフレークなどのアルミ光輝材、フレーク状の、酸化チタン、酸化鉄などの金属酸化物で被覆されたマイカおよび合成マイカなどのパール光輝材などの顔料がバインダー樹脂に分散されたものを使用することができる。パターン層として、印刷されたパターンを有するフィルム、シート、金属箔などを使用することができる。意匠層の厚さは様々であってよく、一般に、約5μm以上、約10μm以上、または約10μm以上、約300μm以下、約200μm以下、または約100μm以下とすることができる。装飾シートの他の層の上に蒸着などによって形成された金属薄膜をカラー層とすることもできる。この場合は、意匠層の厚さを、約0.1μm以上、約0.5μm以上、または約1μm以上、約50μm以下、約20μm以下、または約10μm以下とすることができる。
【0034】
任意の要素であるバルク層として、真空圧空成形または真空成形に適した様々な樹脂、例えば、ポリメチルメタクリレート(PMMA)を含むアクリル樹脂、ポリウレタン、ポリ塩化ビニル(PVC)、ポリカーボネート(PC)、アクリロニトリル/ブタジエン/スチレン共重合体(ABS)、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィン、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレートなどのポリエステル、エチレン/アクリル酸共重合体、エチレン/アクリル酸エチル共重合体、エチレン/酢酸ビニル共重合体などの共重合体が使用できる。強度、耐衝撃性などの観点から、バルク層としてポリウレタン、PVC、PET、ABSおよびポリカーボネートが有利に使用できる。バルク層は意匠層である印刷や金属薄膜の支持層となり、また、成形時の均一な伸びを与え、外部からの穿刺、衝撃などから構造体をより有効に保護する保護層としても機能することができる。また、接着層や表面層を厚くする代わりにバルク層によって装飾シートの厚みを増すこともできる。厚い装飾シートは、基材表面の凹凸を隠蔽して構造体表面を平滑にすることができる。バルク層の厚さは様々であってよいが、装飾シートの成形性に悪影響を及ぼさずに上記機能を装飾シートに付与するという観点から、一般に、約200μm以上、約500μm以上、または約1mm以上であり、約5mm以下、約4mm以下、または約3mm以下とすることができる。
【0035】
上記の層を接合するために接合層を用いてもよい。接合層として、一般に使用されるアクリル系、ポリオレフィン系、ポリウレタン系、ポリエステル系、ゴム系などの、溶剤型、エマルジョン型、感圧型、感熱型、または熱もしくは紫外線硬化型の接着剤を使用することができ、熱硬化型ポリウレタン接着剤が有利に使用できる。接合層の厚さは、一般に、約5μm以上、約10μm以上、または約20μm以上、約300μm以下、約200μm以下、または約100μm以下とすることができる。
【0036】
表面層、接着層、バルク層、接合層、および/または基材は、意匠層について説明したものと同じ無機顔料、有機顔料、アルミ光輝材、パール光輝材などの着色材を含んでもよい。接着層が多層接着層の場合は、接着層に含まれる層のうち1または複数の層に着色材が含まれてもよい。上記層が着色材を含むことにより、意匠層を用いなくても構造物に意匠性を付与することができる。カラー層などの意匠層を有する装飾シートは、その面積伸び率が大きくなると、すなわちより大きく延伸されると、意匠層の呈する色調に変化が生じて下地である基材を隠蔽する性能が低下する場合があるが、意匠層と基材の間に位置する接着層を酸化チタンで着色することにより、成形性および接着力に影響を及ぼさずに高延伸時でも高い隠蔽性を実現することができる。この場合、接着層の厚さは約25μm以上、約50μm以上、または約75μm以上であり、約1mm以下、約500μm以下、または約250μm以下とすることが有利であり、接着層に含まれる酸化チタンの量は、約2質量%以上、約5質量%以上、または約12質量%以上、約80質量%以下、約70質量%以下、または約60質量%以下とすることが有利である。プロピレン単位を有するポリマーを含有する基材を酸化チタンで着色した場合も高延伸時の高い隠蔽性と接着力を得ることができる。基材に含まれる酸化チタンの量は、約2質量%以上、約5質量%以上、または約12質量%以上、約80質量%以下、約70質量%以下、または約60質量%以下とすることが有利である。
【0037】
本開示において、真空圧空成形または真空成形を用いて基材に適用することのできる装飾シートの厚さは非常に広い範囲にわたる。例えば、厚さ約10μm以上、約20μm以上、または約30μm以上、約7mm以下、約5mm以下、または約3mm以下の広い範囲にわたって装飾シートを基材に適用することができる。本開示によれば、厚さ約30μm以上、約350μm以下の装飾シートを用いることにより、複雑な形状を有する基材に対しても装飾シートを十分に追従させて、優れた外観を有する構造体を提供することができる。また、このように薄い装飾シートを用いることで、少ない材料で真空予備成形と射出成形の組み合わせと同様の加飾が実現でき、また、成形時の加熱時間を減らしてタクトタイムを短くすることができる。本開示とは対照的に、装飾シートを予備附形して、その上で基材樹脂を射出成形する場合、厚さ約350μm未満の装飾シートを用いると、射出成形金型のキャビティに合うように予備附形したシートの形状を保つことができず、射出成形時に装飾シートにしわなどが発生する場合がある。一方、本開示によれば、厚さ約800μm以上、約3mm以下の装飾シートを用いることにより、外部からの穿刺、衝撃などから構造体をより有効に保護することができる。また、成形前の厚さが約1.5mm以上、約3mm以下であり、かつ成形後の厚さが約375μm以上、約3mm以下である装飾シートを用いることにより、さらに、基材表面の凹凸を隠蔽して構造体表面を平滑にすることもできる。本開示とは対照的に、装飾シートを予備附形して、その上で基材樹脂を射出成形する場合、厚さ約800μmを越える装飾シートを用いると、射出成形型にセットできないか射出された溶融樹脂の流れを妨げてしまう場合がある。
【0038】
装飾シートの製造方法については特に限定されない。各層についてはすでに説明したとおり製造することができる。装飾シートは、例えば、表面を剥離処理したPETフィルムなどのライナーの上に各層を形成し、これらをラミネートすることにより製造することができる。あるいは、一枚のライナーの上に、コーティング工程と必要に応じて硬化工程を繰り返して、各層を順次積層することもできる。各層の材料を多層押し出しして装飾シートを形成することもできる。
【0039】
以下、図3を参照しながら、真空圧空成形法を用いて装飾シートを基材に適用する方法について例示的に説明する。
【0040】
図3(A)に示すように、例示的な真空加熱圧着装置30は、上下に第1真空室31および第2の真空室32をそれぞれ有しており、上下の真空室の間に被着体である基材20に貼り付ける装飾シート10をセットする治具が備えられている。また、下側の第1真空室31には、上下に昇降可能な昇降台35(不図示)の上に仕切り板34および台座33が設置されており、三次元形状物などの基材20はこの台座33の上にセットされる。このような真空加熱圧着装置としては、市販のもの、例えば両面真空成型機(布施真空株式会社製)などを使用することができる。
【0041】
図3(A)に示すように、まず、真空加熱圧着装置30の第1真空室31および第2真空室32を大気圧に解放した状態で、上下の真空室の間に、装飾シート10をセットする。第1真空室31において台座33の上に基材20をセットする。
【0042】
次に、図3(B)に示すように、第1真空室31および第2真空室32を閉鎖し、それぞれ減圧し、各室の内部を真空(大気圧を0atmとした場合例えば−1atm)にする。その後または真空にするのと同時にシートを加熱する。次いで、図3(C)に示すように、昇降台35を上昇させて基材20を第2真空室32まで押し上げる。加熱は、例えば第2真空室32の天井部に組み込まれたランプヒータで行うことができる。
【0043】
加熱された装飾シート10は基材20の表面に押しつけられて延伸される。その後または延伸と同時に、図3(D)に示すように、第2真空室32内を適当な圧力(例えば2atm〜0atm)に加圧する。圧力差により装飾シート10は基材20の露出表面に密着し、露出表面の凹凸形状に追従して延伸し、基材表面に密着した被覆を形成する。図3(B)の状態で減圧および加熱を行った後、そのまま第2真空室32内を加圧して、装飾シート10で基材20の露出表面を被覆することもできる。
【0044】
この後、上下の第1真空室31および第2真空室32を再び大気圧に開放して、装飾シート10で被覆された基材20を外に取り出す。図3(E)に示すように、基材20の表面に密着した装飾シート10のエッジをトリミングして、真空圧空成形工程は完了する。このようにして、装飾シート10が基材20の端部においてその裏面21まで回り込んで露出面をきれいに被覆する、良好な巻き込み被覆がなされた構造体1を得ることができる。
【0045】
真空成形法は、第2真空室がないこと以外は真空圧空成形法に用いられる装置と同様の装置を用いて行うことができる。例えば、真空成形法によれば、装飾シートの基材がない側の圧力を常に大気圧とし、第1真空室が大気圧に解放された状態で装飾シートを加熱し、装飾シートを基材に接触させてからまたは接触と同時に、第1真空室を減圧することによって、装飾シートを基材に適用することができる。
【0046】
真空加熱圧着装置の加熱温度の設定は、基材および装飾シートに悪影響を及ぼさない範囲で適宜決定でき、例えば約80℃以上、約100℃以上、約120℃以上、約220℃以下、約200℃以下、または約190℃以下とすることができる。本開示によれば、装飾シートを基材に適用するときの接着層の表面温度が接着層および基材のいずれの融点より低い温度であっても、予想外なことに、十分な接着力で装飾シートを基材に適用することができる。装飾シートを基材に適用するときの接着層の表面温度は、例えば約60℃以上、約80℃以上、または約100℃以上、約190℃以下、約170℃以下、または約150℃以下とすることができる。より高い接着力を達成することができることから、真空圧空成形法が有利に使用できる。真空圧空成形法の減圧過程における真空度をより真空に近づけると、貼り付けた時のエアだまりが発生しにくい、および/またはいったんエアだまりができた後そこからエアが抜けた輪郭(跡)が発生しにくいため、良好な外観を得ることができる。また、上記真空度をより真空に近づけると、更に接着力が顕著に高くなるという驚くべき効果もある。真空圧空成形法の減圧過程における真空度としては、例えば、装飾シート適用時の大気圧を0.00atm、完全な真空状態を−1.00atmとした時に、約−0.85atm以下が好ましく、約−0.925atm以下がより好ましく、約−0.97atm以下がさらに好ましい。接着層の表面温度は、サーモカップルシート(K)(坂口電熱株式会社製)の熱電対を、温度測定する面を被覆しないように基材表面に耐熱テープで固定し、装飾シート適用前後にわたって装飾シートの接着層の表面温度を実測することにより決定される。表面温度は、モバイル型温度レコーダーNR−1000(株式会社キーエンス製)を用いて、モニター間隔100ミリ秒(mSec)の条件で測定される。
【0047】
成形後の装飾シートの最大面積伸び率は、一般に、約50%以上、約100%以上、または約200%以上、約2000%以下、約1000%以下、または約500%以下である。面積伸び率は、面積伸び率(%)=(B−A)/A(A:装飾シートのある部分の成形前の面積、B:装飾シートのAに対応する部分の成形後の面積)で定義される。例えば、装飾シートのある部分の面積が成形前に100cm2であって、その部分が成形後に基材の表面で250cm2となった場合は150%である。最大面積伸び率は、成形品表面全ての装飾シートのなかで最も高い面積伸び率の箇所の値を言う。三次元立体形状の基材に平らなシートを真空圧空成形または真空成形により貼り付けると、例えば最初にシートが基材に当たる部分はほとんど延伸されず面積伸び率はほぼ0%であり、最後に貼り付けられる端部では大きく延伸されて面積伸び率が200%以上になるといったように、場所によって面積伸び率が大きく異なる。シートが最も大きく延伸された部分で基材に対する未追従やシートの破れといった不具合が起きるか否かが成形の合否を決めることから、成形品全体の平均面積伸び率ではなく、最も大きく延伸された部分の面積伸び率、すなわち最大面積伸び率が成形品の合否の実質的な指標となる。最大面積伸び率は、例えば成形前の装飾シートの表面全体に1mm四方のマス目を印刷しておき、成形後にその面積変化を測定する、あるいは成形前後の装飾シートの厚さを測定することにより確認できる。成形後の装飾シートの厚さは、面積伸び率と同様に装飾シートの場所によって異なるが、一般に、約7μm以上、約12μm以上、約20μm以上、約200μm以上、または約375μm以上であり、成形前の装飾シートの厚さと同じまたは実質的に同じであるか、またはそれ以下、例えば約3mm以下、約1.5mm以下、約1mm以下、もしくは約350μm以下である。
【0048】
本開示の構造体は、自動車部品、家電製品、車輌(鉄道など)、建材などとして使用することができる。
【実施例】
【0049】
本開示の構造体およびその製造方法を、以下の実施例を参照してさらに説明する。
【0050】
<シルバー色装飾シートAの作製>
表1に示す構成を有するシルバー色装飾シートAを、表2に示す接着層フィルムを用いて以下のようにして作製した。
【0051】
表面層:水分散性ポリカーボネート系ポリウレタンR−986(DSM社製)70g、Tinuvin292(BASF社製、光安定剤)0.5g、Tinuvin1130(BASF社製、紫外線吸収剤)0.85g、TritonGR−7M(ダウ・ケミカル社製)0.2g、AMP95(ダウ・ケミカル社製)0.1g、脱イオン水3g、ポリカルボジイミド系架橋剤カルボジライトV−02(日清紡ケミカル株式会社製)6.5gを混合攪拌してプレ溶液を作成した。プレ溶液をPETフィルム上にバーコートして、熱風オーブン中で90℃3分乾燥後、さらに160℃3分乾燥硬化して表面層フィルムを得た。
【0052】
カラー層:アルミニウムペースト7430NS(東洋アルミニウム株式会社製)5gを同量の酢酸ブチルと混合攪拌したものに特開2009−35588号公報、実施例9のプレ溶液(固形分約25%)100gを混合攪拌してプレ溶液を作成した。プレ溶液を2軸延伸PPフィルムとPETフィルムを貼り合わせたフィルムのPP面上にバーコートして、熱風オーブン中で80℃5分乾燥後、さらに120℃15分乾燥硬化してカラー層フィルムを得た。
【0053】
接合層(表面層/カラー層):ポリウレタン接着剤ニッポラン3124(日本ポリウレタン工業株式会社製)80g、コロネートHL(日本ポリウレタン工業株式会社製)4g、酢酸エチル40gを混合攪拌してプレ溶液を作成した。プレ溶液をカラー層上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理をかけた表面層フィルム上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0054】
接合層(カラー層/接着層):上記接合層に用いたプレ溶液をコロナ処理をかけた接着層フィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、上記表面層からカラー層までを含む積層体からPP+PETフィルムを剥がし、カラー層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0055】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、様々な接着層を有するシルバー色装飾シートAを作製した。
【0056】
【表1】

【0057】
【表2】
【0058】
<黒色装飾シートの作製>
表3に示す構成を有する黒色装飾シートを以下のようにして作製した。
【0059】
(50μm厚黒色装飾シート)
表面層:シルバー色装飾シートAの表面層と同様の手順で表面層フィルムを得た。
【0060】
カラー層(表面層/接着層の接合層を兼ねる)/接着層:ポリウレタン接着剤ニッポラン3124(日本ポリウレタン工業株式会社製)80g、コロネートHL(日本ポリウレタン工業株式会社製)4g、酢酸エチル40g、カーボンBLKウレタン樹脂分散TT501(BASF社製)30gを混合攪拌してプレ溶液を作成した。プレ溶液をコロナ処理をかけた接着層フィルム(プロピレン単位を89質量%含有するポリオレフィンフィルムにPETフィルムを積層、オージーフィルム株式会社試作品)のポリオレフィン樹脂面上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理をかけた表面層フィルム上にカラー層が接するようにしてロールラミネーターで貼り合わせた。
【0061】
その後、上記フィルムの表面層表面および接着層表面からそれぞれPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、50μm厚黒色装飾シートを作製した。
【0062】
(245〜2265μm厚黒色装飾シート)
表面層からバルク層:シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけた様々な厚さのPCフィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理したPMMAフィルム テクノロイS001(住友化学株式会社製)をロールラミネーターで貼り合わせた。PCフィルムなし(245μm厚)ではPMMAフィルム単層をそのまま用いた。
【0063】
カラー層:カーボンBLKウレタン樹脂分散TT501(BASF社製)10gと特開2009−35588号公報、実施例9のプレ溶液(固形分約25%)100gを混合攪拌してプレ溶液を作成した。プレ溶液を2軸延伸PPフィルムとPETフィルムを貼り合わせたフィルムのPP面上にバーコートして、熱風オーブン中で80℃5分乾燥後、さらに120℃15分乾燥硬化して、上記表面層からバルク層までを含む積層体のバルク層(バルク層がない場合は表面層)上にカラー層が接するようにしてロールラミネーターで貼り合わせた。
【0064】
接合層(カラー層/接着層):シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけたTPOフィルム RXC−3(三井化学東セロ株式会社製)上にバーコートして、熱風オーブン中で80℃3分乾燥した後、上記表面層からカラー層までを含む積層体のカラー層からPP+PETフィルムを剥がし、カラー層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0065】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、245〜2265μm厚黒色装飾シートを作製した。
【0066】
【表3】
【0067】
<シルバー色装飾シートBおよび白色装飾シートの作製>
表4−1に示す構成を有するシルバー色装飾シートBおよび白色装飾シートを以下のようにして作製した。
【0068】
表面層:シルバー色装飾シートAの表面層と同様の手順で表面層フィルムを得た。
【0069】
平均粒径6〜7μmの金属アルミ粉を30質量%含有する低密度ポリエチレン樹脂マスターバッチペレット(PEX496 Silver AL #090、東京インキ株式会社製)100質量部と、無着色のポリプロピレン樹脂ペレット(ノバテック MA−3、日本ポリプロ株式会社製)200質量部とを混合したものを加熱溶融連続製膜装置を用いて押し出して、プロピレン単位を67質量%含有するポリオレフィン樹脂にアルミ光輝材10質量%が分散されたシルバー色接着層フィルムを作製した。融点を測定すると161℃であった。
【0070】
白色接着層:プロピレン単位を85質量%含有するポリオレフィン樹脂に酸化チタン10質量%が分散された白色フィルム(グンゼ株式会社試作品)を使用した。
【0071】
接合層(表面層/シルバー色または白色接着層):シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけた各接着層フィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、表面層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0072】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、シルバー色装飾シートBおよび白色装飾シートを作製した。
【0073】
【表4−1】
<シルバー色装飾シートCの作製>
表4−2に示す構成を有するシルバー色装飾シートCを以下のようにして作製した。
【0074】
表面層:シルバー色装飾シートAの表面層と同様の手順で表面層フィルムを得た。
【0075】
カラー層:シルバー色装飾シートAのカラー層と同様の手順でカラー層フィルムを得た。
【0076】
接着層:接着層として、TPOフィルム RXC−3(三井化学東セロ株式会社製)に加えて、プロピレン単位を82質量%含有するポリオレフィン樹脂に酸化チタン5質量%が分散された白色フィルム(二村化学工業株式会社試作品)およびプロピレン単位を85質量%含有するポリオレフィン樹脂に酸化チタン10、15、30、50質量%が分散された白色フィルム(グンゼ株式会社試作品)を使用した。
【0077】
接合層(表面層/カラー層):シルバー色装飾シートAの接合層に用いたプレ溶液をカラー層上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理をかけた表面層フィルム上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0078】
接合層(カラー層/接着層):シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけた接着層フィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、上記表面層からカラー層までを含む積層体からPP+PETフィルムを剥がし、カラー層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0079】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、様々な接着層を有するシルバー色装飾シートCを作製した。
【0080】
【表4−2】
【0081】
<基材>
基材として、表5に示す平板またはほぼ平面に近い形状の基材−1〜基材−8(おおよそ50〜75mm×100〜150mm×2〜3mm厚)、TiO2−5、TiO2−30、TiO2−50、自動車用PP製ランプベゼル、表面粗さ値Ra:5.454μm、Rz:20.708μmのシボ表面を有するPP平板(MH4、東プラ産業株式会社製)を用いた。白色基材であるTiO2−5、TiO2−30、TiO2−50は、シルバー色装飾シートCの接着層フィルムと同じ材料を平板に押し出したものである。接着層と同じ測定方法による実測値または市場の一般データによる融点を併せて表5に示す。
【0082】
【表5】
【0083】
<成形法>
本実施例で使用した成形法は以下の三種類である。
【0084】
A.真空圧空成形
装置:NGF−0709(布施真空株式会社製)
圧力(装飾シート適用時の大気圧を0.00atm、完全な真空状態を−1.00atmとして) 減圧:−0.99、−0.95、−0.90、−0.80atm、加圧:0、1、2atm
加熱設定温度:130、150、170、190℃
装飾シート:内寸260×260mm正方形の開口部にセット
基材:開口部から80mm低い位置にセット
面積伸び率(平板):150%(開口部の中央部)〜200%(150mm四方の基材の隅)
面積伸び率(ランプベゼル):立壁面(側面)で約100%(シリコン樹脂の台座に乗せ開口部の中央に置き、1mm方眼印刷をした装飾シートを適用した後に面積を測定)
【0085】
B.真空成形
圧力以外はAと同じ、圧力 減圧:−0.99atm
【0086】
C.真空予備成形+インモールド射出成形(比較例)
真空成形で予備附形した装飾シートの周囲をトリミングして、装飾シートを肉厚2.5mmのドアモール射出成形金型のキャビティ側にセットした後、230℃で溶融したポリプロピレンを射出して装飾シートと射出樹脂を一体化する。
【0087】
<評価方法>
以下の評価は全て常温(20〜25℃)で行った。
接着力:平板基材に適用した、10mm幅×100mm長の装飾シートサンプルを200mm/分で180°ピールしたときの剥離力または破断時の力(N/10mm)を三回測定して、その平均値を接着力とする。
常態接着力:装飾シート適用後、24時間後に上記方法で接着力を測定する。
耐熱接着力:装飾シート適用後、80℃の熱風オーブンに168時間入れ、取り出してから24時間後に上記方法で接着力を測定する。
耐水接着力:装飾シート適用後、40℃の水に168時間浸漬し、取り出してから24時間後に上記方法で接着力を測定する。
せん断保持力:平板基材に適用した装飾シートの表面(10mm×10mm)に、接着剤を用いてアルミニウム板を貼り付け、1kgのせん断方向荷重をかけて80℃に保持し、アルミニウム板が落下するまでの時間を三回測定して、その平均値をせん断保持力とする。
接着層温度:サーモカップルシート(K)(坂口電熱株式会社製)の熱電対を、温度測定する面を被覆しないように基材表面に耐熱テープで固定し、装飾シート適用前後にわたって装飾シートの接着層の表面温度を実測する。表面温度は、モバイル型温度レコーダーNR−1000(株式会社キーエンス製)を用いて、モニター間隔100ミリ秒(mSec)の条件で測定する。
鮮映度測定:PGD−IV(東京光電株式会社製)を用いて装飾シート表面の平滑性を測定する。
隠蔽性測定:Spectraflash SF−600(Data Color社製)を用いて、装飾シートを延伸せずに基材に適用したサンプルに対して、150%延伸して適用したサンプルの色差ΔE*を測定する。
【0088】
シルバー色装飾シートAの接着層および基材の組み合わせを変え、一部の組み合わせについては加熱設定温度を変えて、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形法を用いて装飾シートを基材に適用したときの常態接着力を評価した結果を表6および7に示す。
【0089】
【表6】
【0090】
【表7】
【0091】
接着層−3(TPOフィルム、RXC−3、融点143℃)を有する装飾シートおよび基材−1(プロピレン100質量%)を用い、面積伸び率が150%となるように真空圧空成形または真空成形したときの、成形条件および接着層表面の実測温度と常態接着力の関係を表8に示す。
【0092】
【表8】
【0093】
接着層−3(TPOフィルム、RXC−3)を有する装飾シート、基材−1(プロピレン100質量%)および基材−2(プロピレン72質量%)を用い、面積伸び率が150%となるように真空圧空成形したときの、成形条件と常態接着力および外観の関係を表9に示す。
【0094】
【表9】
【0095】
接着層−3(TPOフィルム、RXC−3)を有する装飾シート、基材−1(プロピレン100質量%)および基材−2(プロピレン72質量%)を用い、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときの、常態接着力、耐熱接着力、耐水接着力、およびせん断保持力を評価した結果を表10に示す。
【0096】
【表10】
【0097】
真空圧空成形法を用いて様々な厚さの黒色装飾シートを自動車用PP製ランプベゼル(三次元形状物)に適用したときの、装飾シートの成形性を評価した。また、比較例として真空予備成形とインモールド射出成形を組み合わせたときの成形性も評価した。結果を表11に示す。
【0098】
【表11】
【0099】
表面粗さ値Ra:5.454μm、Rz:20.708μmのシボ表面を有するPP平板に様々な厚さの黒色装飾シートを適用し、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときに、シボ表面の凹凸を緩和して装飾シートの適用面に平滑な表面が形成できるか確認した。外観および鮮映度を評価した結果を表12に示す。
【0100】
【表12】
【0101】
接着層が着色されたシルバー色装飾シートBおよび白色装飾シートを用いて、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときの、成形性、外観および常態接着力を評価した結果を表13に示す。
【0102】
【表13】
【0103】
白色に着色した接着層(TiO2−0以外)を有し、カラー層を有するシルバー色装飾シートCを基材に適用したときの隠蔽性を調べた。さらに、基材を着色したときの隠蔽性への影響を調べた。面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときの、成形性、隠蔽性(ΔE*)および常態接着力を評価した結果を表14に示す。
【0104】
【表14】
【符号の説明】
【0105】
1 構造体
10 装飾シート
11 表面層
12 接着層
13 意匠層
14 バルク層
15 接合層
20 基材
21 基材裏面
30 真空加熱圧着装置
31 第1真空室
32 第2真空室
33 台座
34 仕切り板
35 昇降台
【技術分野】
【0001】
本開示は、真空圧空成形または真空成形により一体化された構造体、およびその製造方法に関する。
【背景技術】
【0002】
塗装代替フィルムは、VOC(揮発性有機化合物)およびスプレーミストがないことから作業環境の改善に有効である。また、クロームメッキ代替フィルムは、有害なクロームメッキ処理を省略するために必要とされている。真空圧空成形法および真空成形法はこれらの装飾フィルムまたはシートの適用方法として一般的になりつつある。深絞りされた三次元形状物を完全に覆うためにはこれらの成形法を用いる必要があり、従来のように手作業でこのような三次元形状物に装飾フィルムまたはシートを適用することはできない。
【0003】
ポリオレフィンは、軽量、安価および無害であるため、自動車部品用の樹脂として最も有望である。しかしながら、ポリオレフィン樹脂、特にポリプロピレン系樹脂は、塗料、金属、フィルムなどを適用することが難しい、難接着性材料であるといわれている。
【0004】
特許文献1(特表平2−503077号公報)は、「合成樹脂状材料を薄いフィルムの形で軟質キャスチングシート(42)の表面に塗布し、キャスチングシート上で透明コートを乾燥し、シートの表面は乾燥透明コートの表面に自動車外部用途用に十分な光沢レベルを移すための正反射率を有し;着色合成樹脂状材料の色塗(46)を形成して乾燥し、かつ透明コートに密着させ;乾燥した透明コート及び色塗を合成樹脂状材料の半硬質性バッキングシート(72)に写して複合ペイントコート(44)をバッキングシートの面に結合させて形成し、透明コートは移したペイントコートの外面を形成し、色塗は透明コートとバッキングシートの面との間に結合され、透明コートの外面は実質的にキャスチングシートから透明コートに移された光沢を保持し;バッキングシート及びその上の複合ペイントコートを熱成形して三次元形状をした予備成形したラミネート(116)を形成し;予備成形したラミネートを金型に入れかつ合成樹脂状基体物質(118)を予備成形したラミネートに対して成形して仕上げた自動車外部ペイントコートを有する自動車車体外部パネル(130)を形成する工程を特徴とし、透明コートは熱成形工程の間、実質的に該光沢レベルを保持する材料を含み;バッキングシートは基体材料に存在する欠陥を吸収するのに十分な厚み及び十分な伸びを有してラミネートを基体材料に密着させた後に本質的に欠陥のない光沢を透明コート表面上に保持し;仕上げた複合ペイントコートは自動車外部ペイントコートとして用いるための十分な外観及び耐久特性をもたらす、自動車外部用途用に適したペイントコートを自動車のプラスチック外部車体パネルに塗装する方法」を記載している。
【0005】
特許文献2(特許第3851523号)は、「透明な熱可塑性樹脂フィルム、金属層、接着剤層および熱可塑性樹脂フィルムをこの順で有し、該透明な熱可塑性樹脂フィルムがベンゼン環とシクロヘキサン環とを主鎖に有するポリエステル系高分子化合物、または、ベンゼン環とナフタレン環とを主鎖に有するポリエステル系高分子化合物により構成されていることを特徴とする立体成形用金属光沢シート」を記載している。
【0006】
特許文献3(特開2006−341388号公報)は、「1)熱可塑性樹脂フィルム層と2)金属蒸着層または、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層と3)支持基材樹脂層とを有する熱成形用積層シートを(T1−20)℃〜(T2+35)℃の成形温度で成形することを特徴とする熱成形用積層シートの成形方法。但し、T1は熱可塑性樹脂フィルム層の軟化温度と支持基材樹脂層の軟化温度の高い方の温度であり、T2は熱可塑性樹脂フィルム層の軟化温度と支持基材樹脂層の軟化温度の低い方の温度である」方法を記載している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表平2−503077号公報
【特許文献2】特許3851523号公報
【特許文献3】特開2006−341388号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の方法では、装飾シートを、インモールド射出成形法などの溶融樹脂成形法と組み合わせて用いることにより、装飾シートが表面に接着された樹脂部品が製造されている。装飾シートの最大伸び率が概ね50%を超えるような三次元形状の樹脂部品を製造する場合、平らなシートのまま射出成形金型にはさみこんでも装飾シートは金型の形状に追従しないため、装飾シートは真空成形などによって予備附形された後金型にセットされる。しかしながら、予備附形した装飾シートと射出成形金型のキャビティのサイズが合わない場合がある。また、キャビティ内に配置された装飾シートは、射出された高圧高速の溶融樹脂の流れに押されるまたは引き摺られるため、成形品の表面にしわなどの外観欠陥が生じるおそれがある。
【0009】
あらかじめ射出成形などにより成形された基材に真空圧空成形または真空成形により装飾シートを貼り付ける方法は、インモールド射出成形法における上記問題を回避することができる。しかしながら、真空圧空成形または真空成形を用いた貼り付けの場合、既に成形されて固体となった基材に対して装飾シートが適用されるため、溶融した高温の樹脂が装飾シートの接着層表面に接触する溶融樹脂成形法と比べて、装飾シートと基材、特に難接着性材料とされているポリオレフィン系樹脂成形品との間で十分な接着力が得られないであろうと考えられていた。
【課題を解決するための手段】
【0010】
本開示は、難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【0011】
本発明者らは、難接着性材料であるポリプロピレン系樹脂成形品に対し、プロピレン単位を有するポリマーを含有する接着層を有する装飾シートを、真空圧空成形または真空成形によって接着できることを見出したことにより、本発明を完成させた。
【0012】
本開示の一実施態様によれば、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化された構造体が提供される。
【0013】
本開示の別の実施態様によれば、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートを用意し、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材を用意し、真空圧空成形または真空成形により前記装飾シートを前記基材に適用して、前記装飾シートおよび前記基材が一体化された構造体を形成することを含む、構造体の製造方法が提供される。
【発明の効果】
【0014】
本開示によれば、一般に難接着性材料であるとされている、プロピレン単位を有するポリマーを含有する基材、特に深絞り形状などの三次元形状を有するポリプロピレン系樹脂成形品に対して、真空圧空成形または真空成形により装飾シートを適用した構造体を得ることができる。
【図面の簡単な説明】
【0015】
【図1】本開示の一実施態様による構造体の概略断面図である。
【図2a】本開示の一実施態様による装飾シートの断面図である。
【図2b】本開示の別の実施態様による装飾シートの断面図である。
【図2c】本開示の別の実施態様による装飾シートの断面図である。
【図2d】本開示の別の実施態様による装飾シートの断面図である。
【図2e】本開示の別の実施態様による装飾シートの断面図である。
【図3】真空加熱圧着装置を用いて装飾シートを基材に適用する工程を模式的に説明する図である。
【発明を実施するための形態】
【0016】
図1に、本開示の一実施態様による構造体の概略断面図を示す。構造体1は、装飾シート10によって覆われた基材20を含む。装飾シート10は、表面層、およびプロピレン単位を有するポリマーを含有する接着層を含み、基材はプロピレン単位を有するポリマーを含有する。装飾シート10は、真空圧空成形または真空成形により基材20に適用されて、一体化された構造体が形成される。本開示によれば、装飾シートの接着層にプロピレン単位を有するポリマーを用いることにより、真空圧空成形または真空成形によって、平板形状だけではなく深絞り形状などの三次元形状を有する、プロピレン単位を有するポリマーを含有する基材20を、装飾シート10で基材20の端部から裏面21まで巻き込んで被覆することができる。
【0017】
プロピレン単位を有するポリマーを含有する基材として、様々な平面および三次元形状を有する材料を使用することができる。基材に含まれるプロピレン単位を有するポリマーとして、ポリプロピレン(PP)、エチレン−プロピレン共重合体、プロピレン−α−オレフィン共重合体(例えばプロピレン/1−ブテン共重合体、プロピレン/1−オクテン共重合体)、エチレン−プロピレン−α−オレフィン共重合体(例えばエチレン/プロピレン/1−ブテン共重合体、エチレン/プロピレン/1−オクテン共重合体)などのプロピレン含有共重合体、およびポリプロピレンと他のゴム状共重合体とのブレンドである、ポリプロピレン含有熱可塑性ポリオレフィン(TPО)が使用できる。ポリプロピレン含有TPOに含まれるゴム状共重合体として、上記のプロピレン含有共重合体、エチレン/α−オレフィン/ジエン共重合体(例えばエチレン/プロピレン/ジエンモノマー共重合体(EPDM))、ブタジエン系ゴム、イソプレン系ゴム、天然ゴムなどが挙げられ、これらのゴム状共重合体は水素付加体であってもよく、架橋していてもよい。これらの中で、ポリプロピレン、エチレン/プロピレン共重合体、およびプロピレン/α−オレフィン共重合体、ならびにそれらの組み合わせからなる群から選択されるプロピレン単位を有するポリマーが、射出成形性が良好で、成形品としての形状安定性、耐熱性などにも優れるため特に好ましい。
【0018】
基材に含まれるプロピレン単位を有するポリマーは、プロピレン単位を約25質量%以上、約100質量%以下有する。当該ポリマーに含まれるプロピレン単位を約35質量%以上、または約50質量%以上としてもよい。
【0019】
図2aに、本開示の一実施態様による装飾シート10の断面図を示す。装飾シート10は、表面層11および接着層12を含む。装飾シート10は、任意の要素として意匠層、バルク層、接合層などの追加層をさらに含んでもよい。図2bに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、これらの層を接合する接合層15を有する。図2cに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、塗装色、金属色、模様などの外観を提供する意匠層13を有する。図2dに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、塗装色などの外観を提供する意匠層13を有し、意匠層13と表面層11の間および意匠層13と接着層12の間にそれぞれ接合層15を有する。図2eに示す本開示の別の実施態様の装飾シート10は、表面層11と接着層12の間に、塗装色などの外観を提供する意匠層13および装飾シートに厚みを付与するバルク層14を有し、意匠層13と表面層11の間およびバルク層14と接着層12の間にそれぞれ接合層15を有する。表面層および接着層が装飾シートの最外層に位置することを条件として、装飾シートの層の数、種類、配置などは、上記に限られない。
【0020】
表面層として、真空圧空成形または真空成形に適した様々な樹脂、例えば、ポリメチルメタクリレート(PMMA)を含むアクリル樹脂、ポリウレタン、エチレン/テトラフルオロエチレン共重合体(ETFE)、ポリフッ化ビニリデン(PVDF)、メチルメタクリレート/フッ化ビニリデン共重合体(PMMA/PVDF)などのフッ素樹脂、ポリ塩化ビニル(PVC)、ポリカーボネート(PC)、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィン、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレートなどのポリエステル、エチレン/アクリル酸共重合体(EAA)およびそのアイオノマー、エチレン/アクリル酸エチル共重合体、エチレン/酢酸ビニル共重合体などの共重合体が使用できる。耐候性に優れていることから、アクリル樹脂、ポリウレタン、フッ素樹脂およびポリ塩化ビニルが好ましく、耐擦傷性に優れており、廃棄物として焼却したり埋め立てたりする際の環境負荷が小さいことから、アクリル樹脂およびポリウレタンがより好ましい。
【0021】
表面層は、装飾シートに含まれる接着層、および任意の構成要素である意匠層、バルク層などの上に樹脂組成物をコーティングして形成することができる。あるいは、別のライナー上に樹脂組成物をコーティングして表面層フィルムを形成し、接合層を介して、接着層、意匠層、バルク層などの上に、そのフィルムをラミネートすることもできる。接着層、意匠層、バルク層などが、ライナー上に形成された表面層フィルムに対して接着性を有する場合は、接合層を介さず直接これらの層に表面層フィルムをラミネートすることもできる。例えば、表面層フィルムは、反応性ポリウレタン組成物などの樹脂材料を、ナイフコート、バーコート、ブレードコート、ドクターコート、ロールコート、キャストコートなどによってライナーなどにコーティングし、必要に応じて加熱硬化することによって、形成することができる。
【0022】
反応性ポリウレタン組成物は一般にポリオールと架橋剤を含む。ポリオールとして、例えば、アクリルポリオール、ポリカプロラクトンジオールなどのポリエステルポリオール、ポリカーボネートポリオール、ポリエチレングリコール、ポリプロピレングリコールなどのポリエーテルポリオールなどが使用できる。架橋剤として、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート、メチレンビス(4−フェニルイソシアネート)、水添MDI、それらのビュレット体、イソシアヌレート体またはアダクト体などのポリイソシアネートなどが使用できる。反応性ポリウレタン組成物は、水系であっても非水系であってもよい。水系の場合、ポリカルボジイミド、アジリジン、オキサゾリンなどによって更に架橋することもできる。水系であればポリカーボネート系とポリカルボジイミドおよび/またはアジリジン、非水系であればポリエステル系および/またはグリコール系とイソホロンジイソシアネートおよび/または水添MDIの組み合わせが特に好ましい。
【0023】
表面層として、押出、延伸などによってあらかじめフィルム状に形成されたものを使用してもよい。このようなフィルムは接合層を介して、接着層、意匠層、バルク層などにラミネートすることができる。あるいは、接着層、意匠層、バルク層などが、このようなフィルムに対して接着性を有する場合は、接合層を介さず直接これらの層にフィルムをラミネートすることもできる。平坦性の高いフィルムを使用することで、より表面平坦性の高い外観を構造物に与えることができる。また、表面層を他の層と多層押し出しすることによって形成することもできる。アクリルフィルムとしては、ポリメチルメタアクリレート(PMMA)樹脂、ポリアクリル酸ブチル樹脂、エチレン/アクリル共重合体樹脂、エチレン酢酸ビニル/アクリル共重合体樹脂などを用いることができる。アクリルフィルムは透明性に優れ、熱や光に強く、屋外で使用しても退色や光沢変化が生じにくい。また、可塑剤を使用せずとも耐汚染性に優れ、しかも成形加工性に優れ深絞り加工できるという特性を有する。特にPMMAを主成分とするものが好ましい。
【0024】
表面層の厚さは様々であってよいが、一般に、約5μm以上、約10μm以上、または約25μm以上、約500μm以下、約200μm以下、または約100μm以下である。複雑な形状の基材に対して装飾シートを適用する場合、表面層は薄い方が形状追従性の観点から有利であり、例えば、約200μm以下、または約100μm以下であることが望ましい。一方、構造体に高い耐光性および/または耐候性を付与する場合、表面層は厚い方が有利であり、例えば約10μm以上、または約25μm以上であることが望ましい。
【0025】
表面層は、必要に応じて、ベンゾトリアゾール、Tinuvin1130(BASF社製)などの紫外線吸収剤、Tinuvin292(BASF社製)などのヒンダードアミン光安定化剤(HALS)などを含んでもよい。紫外線吸収剤、ヒンダードアミン光安定化剤などを用いることによって、装飾シートが意匠層や他の着色した層を有する場合、それらの層に含まれる着色材の、特に紫外線などの光に対する感受性が比較的高い有機顔料の、変色、退色、劣化などを有効に防止することができる。表面層はハードコート材、光沢付与剤などを含んでもよく、追加のハードコート層を有してもよい。表面層は、目的とする外観を提供するために、透明であってもよく、半透明または不透明であってもよい。装飾シートが意匠層または他の着色した層を有する場合、表面層は透明であることが有利である。
【0026】
接着層はプロピレン単位を有するポリマーを含有する。プロピレン単位を有するポリマーとして、ポリプロピレン(PP)、エチレン/プロピレン共重合体、プロピレン/α−オレフィン共重合体(例えばプロピレン/1−ブテン共重合体、プロピレン/1−オクテン共重合体)、エチレン/プロピレン/α−オレフィン共重合体(例えばエチレン/プロピレン/1−ブテン共重合体、エチレン/プロピレン/1−オクテン共重合体)などのプロピレン含有共重合体、およびポリプロピレンと他のゴム状共重合体とのブレンドである、ポリプロピレン含有熱可塑性ポリオレフィン(TPО)が使用できる。ポリプロピレン含有TPOに含まれるゴム状共重合体として、上記のプロピレン含有共重合体、エチレン/α−オレフィン/ジエン共重合体(例えばエチレン/プロピレン/ジエンモノマー共重合体(EPDM))、ブタジエン系ゴム、イソプレン系ゴム、天然ゴムなどが挙げられ、これらのゴム状共重合体は水素付加体であってもよく、架橋していてもよい。これらの中で、ポリプロピレン、エチレン/プロピレン共重合体、およびプロピレン/α−オレフィン共重合体、ならびにそれらの組み合わせからなる群から選択されるプロピレン単位を有するポリマーが、押出フィルムとするときの成形性が良好で、コシ、耐収縮性、耐熱性などにも優れ、市販品として入手することも容易であるため特に好ましい。
【0027】
接着層の融点が低いと、耐熱試験にかけた際に、延伸して貼ったフィルムの応力で剥がれやズレが起きる。自動車外装の耐熱試験は夏場日中の水平塗装面の最高到達温度に基づいて通常80℃とされる。更に、メーカーによっては90℃、一部では100℃が要求される。自動車内装の耐熱試験は夏場のダッシュボードの最高到達温度に基づいて最低で100℃、多くの場合110℃が要求される。これらの温度に長時間耐えるためには試験温度より約20℃以上高い融点を有する接着層が必要であることから、接着層の融点は、約100℃以上、約110℃以上、約120℃以上、または約130℃以上であることが好ましい。前述した基材に関しても同様の理由から、基材の融点は、約100℃以上、約110℃以上、約120℃以上、または約130℃以上であることが好ましい。接着層および基材の融点がともに約130℃以上であることが特に好ましい。接着層および基材の融点は、示差走査カロリメーター(TAインスツルメント社製 Q2000 DSC装置)を用い、結晶化度(ΔH(J/g))と結晶の融解による吸熱のピーク温度(融点)を測定することにより決定される。接着層および基材の融点は、サンプル3mgを使用し、50mL/分の窒素雰囲気下、昇温速度10℃/分、測定温度範囲0℃から200℃の条件で測定される。
【0028】
接着層として、押出、延伸などによってあらかじめフィルム状に形成されたものを使用してもよい。このようなフィルムは接合層を介して、表面層、意匠層、バルク層などにラミネートすることができる。あるいは、表面層、意匠層、バルク層などが、このようなフィルムに対して接着性を有する場合は、接合層を介さず直接これらの層をフィルムにラミネートすることもできる。結晶性が低く基材との接着性に優れることから、押出フィルム、特に無延伸の押出フィルムが好ましい。接着層を構成する成分を含む溶剤希釈組成物をライナー上にコーティングし、溶媒を除去して接着層フィルムを形成し、接合層を介して、接着層、意匠層、バルク層などの上に、そのフィルムをラミネートすることもできる。意匠層、バルク層などが、接着層フィルムに対して接着性を有する場合は、接合層を介さず直接これらの層を接着層フィルムにコーティングまたはラミネートすることもできる。接着層を他の層と多層押し出しすることによって形成することもできる。
【0029】
接着層に含まれるプロピレン単位を有するポリマーは、プロピレン単位を約25質量%以上、約100質量%以下有する。当該ポリマーに含まれるプロピレン単位を約35質量%以上、または約50質量%以上としてもよい。
【0030】
接着層として使用できるフィルムとして、市販のポリプロピレンフィルム、RXC−3(三井化学東セロ株式会社製、ポリプロピレンとエチレン/プロピレン/1−ブテン共重合体のブレンド、プロピレン単位の割合82質量%)、FX−333(オージェイケイ株式会社製、ポリプロピレンとエチレン/プロピレン/1−ブテン共重合体のブレンド、プロピレン単位の割合95質量%)などが挙げられる。
【0031】
接着層として、多層押出、ラミネートなどによって形成された多層フィルムを使用することもできる。結晶性が低く基材との接着性に優れることから、多層押出フィルムが好ましい。例えば、装飾シート全体の引っ張り応力を高くすることにより装飾シート全体にコシを与えて取り扱い性を向上させるためにプロピレン単位を100質量%含有するポリプロピレン樹脂をコアとし、表面を柔らかくして他層との層間接着力を上げるためにプロピレン単位を100質量%未満、例えば85質量%含有するポリオレフィン樹脂をスキンとした多層フィルムにすることで、相反する性質を同時に発現することが可能になる。さらに、例えば、プロピレン単位を85質量%含有するポリオレフィン樹脂に酸化チタンを例えば30質量%分散したものをコアとし、プロピレン単位を85質量%含有するポリオレフィン樹脂をスキンとして多層押出することで、酸化チタン粒子は表面に露出していないが隠蔽性を有する着色装飾シートを作ることも可能である。
【0032】
接着層の厚さは様々であってよいが、一般に、約5μm以上、約20μm以上、または約50μm以上、約1mm以下、約500μm以下、または約250μm以下である。接着層の厚さを、約20μm以上、または約50μm以上とすることにより、より高い接着力を得ることができる。一方、接着層の厚さを、約500μm以下、または約250μm以下とすることにより、装飾シートの基材に対する形状追従性をより高めることができる。
【0033】
任意の要素である意匠層として、塗装色、金属色などを呈するカラー層、木目、石目などの模様や、ロゴ、絵柄などを構造体に付与するパターン層などが挙げられる。例えばカラー層として、酸化チタン、カーボンブラック、黄鉛、黄色酸化鉄、ベンガラ、赤色酸化鉄などの無機顔料、フタロシアニンブルー、フタロシアニングリーンなどのフタロシアニン系顔料、アゾレーキ系顔料、インジゴ系顔料、ペリノン系顔料、ペリレン系顔料、キノフタロン系顔料、ジオキサジン系顔料、キナクリドンレッドなどのキナクリドン系顔料などの有機顔料、アルミニウムフレーク、蒸着アルミニウムフレーク、金属酸化物被覆アルミニウムフレーク、着色アルミニウムフレークなどのアルミ光輝材、フレーク状の、酸化チタン、酸化鉄などの金属酸化物で被覆されたマイカおよび合成マイカなどのパール光輝材などの顔料がバインダー樹脂に分散されたものを使用することができる。パターン層として、印刷されたパターンを有するフィルム、シート、金属箔などを使用することができる。意匠層の厚さは様々であってよく、一般に、約5μm以上、約10μm以上、または約10μm以上、約300μm以下、約200μm以下、または約100μm以下とすることができる。装飾シートの他の層の上に蒸着などによって形成された金属薄膜をカラー層とすることもできる。この場合は、意匠層の厚さを、約0.1μm以上、約0.5μm以上、または約1μm以上、約50μm以下、約20μm以下、または約10μm以下とすることができる。
【0034】
任意の要素であるバルク層として、真空圧空成形または真空成形に適した様々な樹脂、例えば、ポリメチルメタクリレート(PMMA)を含むアクリル樹脂、ポリウレタン、ポリ塩化ビニル(PVC)、ポリカーボネート(PC)、アクリロニトリル/ブタジエン/スチレン共重合体(ABS)、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィン、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレートなどのポリエステル、エチレン/アクリル酸共重合体、エチレン/アクリル酸エチル共重合体、エチレン/酢酸ビニル共重合体などの共重合体が使用できる。強度、耐衝撃性などの観点から、バルク層としてポリウレタン、PVC、PET、ABSおよびポリカーボネートが有利に使用できる。バルク層は意匠層である印刷や金属薄膜の支持層となり、また、成形時の均一な伸びを与え、外部からの穿刺、衝撃などから構造体をより有効に保護する保護層としても機能することができる。また、接着層や表面層を厚くする代わりにバルク層によって装飾シートの厚みを増すこともできる。厚い装飾シートは、基材表面の凹凸を隠蔽して構造体表面を平滑にすることができる。バルク層の厚さは様々であってよいが、装飾シートの成形性に悪影響を及ぼさずに上記機能を装飾シートに付与するという観点から、一般に、約200μm以上、約500μm以上、または約1mm以上であり、約5mm以下、約4mm以下、または約3mm以下とすることができる。
【0035】
上記の層を接合するために接合層を用いてもよい。接合層として、一般に使用されるアクリル系、ポリオレフィン系、ポリウレタン系、ポリエステル系、ゴム系などの、溶剤型、エマルジョン型、感圧型、感熱型、または熱もしくは紫外線硬化型の接着剤を使用することができ、熱硬化型ポリウレタン接着剤が有利に使用できる。接合層の厚さは、一般に、約5μm以上、約10μm以上、または約20μm以上、約300μm以下、約200μm以下、または約100μm以下とすることができる。
【0036】
表面層、接着層、バルク層、接合層、および/または基材は、意匠層について説明したものと同じ無機顔料、有機顔料、アルミ光輝材、パール光輝材などの着色材を含んでもよい。接着層が多層接着層の場合は、接着層に含まれる層のうち1または複数の層に着色材が含まれてもよい。上記層が着色材を含むことにより、意匠層を用いなくても構造物に意匠性を付与することができる。カラー層などの意匠層を有する装飾シートは、その面積伸び率が大きくなると、すなわちより大きく延伸されると、意匠層の呈する色調に変化が生じて下地である基材を隠蔽する性能が低下する場合があるが、意匠層と基材の間に位置する接着層を酸化チタンで着色することにより、成形性および接着力に影響を及ぼさずに高延伸時でも高い隠蔽性を実現することができる。この場合、接着層の厚さは約25μm以上、約50μm以上、または約75μm以上であり、約1mm以下、約500μm以下、または約250μm以下とすることが有利であり、接着層に含まれる酸化チタンの量は、約2質量%以上、約5質量%以上、または約12質量%以上、約80質量%以下、約70質量%以下、または約60質量%以下とすることが有利である。プロピレン単位を有するポリマーを含有する基材を酸化チタンで着色した場合も高延伸時の高い隠蔽性と接着力を得ることができる。基材に含まれる酸化チタンの量は、約2質量%以上、約5質量%以上、または約12質量%以上、約80質量%以下、約70質量%以下、または約60質量%以下とすることが有利である。
【0037】
本開示において、真空圧空成形または真空成形を用いて基材に適用することのできる装飾シートの厚さは非常に広い範囲にわたる。例えば、厚さ約10μm以上、約20μm以上、または約30μm以上、約7mm以下、約5mm以下、または約3mm以下の広い範囲にわたって装飾シートを基材に適用することができる。本開示によれば、厚さ約30μm以上、約350μm以下の装飾シートを用いることにより、複雑な形状を有する基材に対しても装飾シートを十分に追従させて、優れた外観を有する構造体を提供することができる。また、このように薄い装飾シートを用いることで、少ない材料で真空予備成形と射出成形の組み合わせと同様の加飾が実現でき、また、成形時の加熱時間を減らしてタクトタイムを短くすることができる。本開示とは対照的に、装飾シートを予備附形して、その上で基材樹脂を射出成形する場合、厚さ約350μm未満の装飾シートを用いると、射出成形金型のキャビティに合うように予備附形したシートの形状を保つことができず、射出成形時に装飾シートにしわなどが発生する場合がある。一方、本開示によれば、厚さ約800μm以上、約3mm以下の装飾シートを用いることにより、外部からの穿刺、衝撃などから構造体をより有効に保護することができる。また、成形前の厚さが約1.5mm以上、約3mm以下であり、かつ成形後の厚さが約375μm以上、約3mm以下である装飾シートを用いることにより、さらに、基材表面の凹凸を隠蔽して構造体表面を平滑にすることもできる。本開示とは対照的に、装飾シートを予備附形して、その上で基材樹脂を射出成形する場合、厚さ約800μmを越える装飾シートを用いると、射出成形型にセットできないか射出された溶融樹脂の流れを妨げてしまう場合がある。
【0038】
装飾シートの製造方法については特に限定されない。各層についてはすでに説明したとおり製造することができる。装飾シートは、例えば、表面を剥離処理したPETフィルムなどのライナーの上に各層を形成し、これらをラミネートすることにより製造することができる。あるいは、一枚のライナーの上に、コーティング工程と必要に応じて硬化工程を繰り返して、各層を順次積層することもできる。各層の材料を多層押し出しして装飾シートを形成することもできる。
【0039】
以下、図3を参照しながら、真空圧空成形法を用いて装飾シートを基材に適用する方法について例示的に説明する。
【0040】
図3(A)に示すように、例示的な真空加熱圧着装置30は、上下に第1真空室31および第2の真空室32をそれぞれ有しており、上下の真空室の間に被着体である基材20に貼り付ける装飾シート10をセットする治具が備えられている。また、下側の第1真空室31には、上下に昇降可能な昇降台35(不図示)の上に仕切り板34および台座33が設置されており、三次元形状物などの基材20はこの台座33の上にセットされる。このような真空加熱圧着装置としては、市販のもの、例えば両面真空成型機(布施真空株式会社製)などを使用することができる。
【0041】
図3(A)に示すように、まず、真空加熱圧着装置30の第1真空室31および第2真空室32を大気圧に解放した状態で、上下の真空室の間に、装飾シート10をセットする。第1真空室31において台座33の上に基材20をセットする。
【0042】
次に、図3(B)に示すように、第1真空室31および第2真空室32を閉鎖し、それぞれ減圧し、各室の内部を真空(大気圧を0atmとした場合例えば−1atm)にする。その後または真空にするのと同時にシートを加熱する。次いで、図3(C)に示すように、昇降台35を上昇させて基材20を第2真空室32まで押し上げる。加熱は、例えば第2真空室32の天井部に組み込まれたランプヒータで行うことができる。
【0043】
加熱された装飾シート10は基材20の表面に押しつけられて延伸される。その後または延伸と同時に、図3(D)に示すように、第2真空室32内を適当な圧力(例えば2atm〜0atm)に加圧する。圧力差により装飾シート10は基材20の露出表面に密着し、露出表面の凹凸形状に追従して延伸し、基材表面に密着した被覆を形成する。図3(B)の状態で減圧および加熱を行った後、そのまま第2真空室32内を加圧して、装飾シート10で基材20の露出表面を被覆することもできる。
【0044】
この後、上下の第1真空室31および第2真空室32を再び大気圧に開放して、装飾シート10で被覆された基材20を外に取り出す。図3(E)に示すように、基材20の表面に密着した装飾シート10のエッジをトリミングして、真空圧空成形工程は完了する。このようにして、装飾シート10が基材20の端部においてその裏面21まで回り込んで露出面をきれいに被覆する、良好な巻き込み被覆がなされた構造体1を得ることができる。
【0045】
真空成形法は、第2真空室がないこと以外は真空圧空成形法に用いられる装置と同様の装置を用いて行うことができる。例えば、真空成形法によれば、装飾シートの基材がない側の圧力を常に大気圧とし、第1真空室が大気圧に解放された状態で装飾シートを加熱し、装飾シートを基材に接触させてからまたは接触と同時に、第1真空室を減圧することによって、装飾シートを基材に適用することができる。
【0046】
真空加熱圧着装置の加熱温度の設定は、基材および装飾シートに悪影響を及ぼさない範囲で適宜決定でき、例えば約80℃以上、約100℃以上、約120℃以上、約220℃以下、約200℃以下、または約190℃以下とすることができる。本開示によれば、装飾シートを基材に適用するときの接着層の表面温度が接着層および基材のいずれの融点より低い温度であっても、予想外なことに、十分な接着力で装飾シートを基材に適用することができる。装飾シートを基材に適用するときの接着層の表面温度は、例えば約60℃以上、約80℃以上、または約100℃以上、約190℃以下、約170℃以下、または約150℃以下とすることができる。より高い接着力を達成することができることから、真空圧空成形法が有利に使用できる。真空圧空成形法の減圧過程における真空度をより真空に近づけると、貼り付けた時のエアだまりが発生しにくい、および/またはいったんエアだまりができた後そこからエアが抜けた輪郭(跡)が発生しにくいため、良好な外観を得ることができる。また、上記真空度をより真空に近づけると、更に接着力が顕著に高くなるという驚くべき効果もある。真空圧空成形法の減圧過程における真空度としては、例えば、装飾シート適用時の大気圧を0.00atm、完全な真空状態を−1.00atmとした時に、約−0.85atm以下が好ましく、約−0.925atm以下がより好ましく、約−0.97atm以下がさらに好ましい。接着層の表面温度は、サーモカップルシート(K)(坂口電熱株式会社製)の熱電対を、温度測定する面を被覆しないように基材表面に耐熱テープで固定し、装飾シート適用前後にわたって装飾シートの接着層の表面温度を実測することにより決定される。表面温度は、モバイル型温度レコーダーNR−1000(株式会社キーエンス製)を用いて、モニター間隔100ミリ秒(mSec)の条件で測定される。
【0047】
成形後の装飾シートの最大面積伸び率は、一般に、約50%以上、約100%以上、または約200%以上、約2000%以下、約1000%以下、または約500%以下である。面積伸び率は、面積伸び率(%)=(B−A)/A(A:装飾シートのある部分の成形前の面積、B:装飾シートのAに対応する部分の成形後の面積)で定義される。例えば、装飾シートのある部分の面積が成形前に100cm2であって、その部分が成形後に基材の表面で250cm2となった場合は150%である。最大面積伸び率は、成形品表面全ての装飾シートのなかで最も高い面積伸び率の箇所の値を言う。三次元立体形状の基材に平らなシートを真空圧空成形または真空成形により貼り付けると、例えば最初にシートが基材に当たる部分はほとんど延伸されず面積伸び率はほぼ0%であり、最後に貼り付けられる端部では大きく延伸されて面積伸び率が200%以上になるといったように、場所によって面積伸び率が大きく異なる。シートが最も大きく延伸された部分で基材に対する未追従やシートの破れといった不具合が起きるか否かが成形の合否を決めることから、成形品全体の平均面積伸び率ではなく、最も大きく延伸された部分の面積伸び率、すなわち最大面積伸び率が成形品の合否の実質的な指標となる。最大面積伸び率は、例えば成形前の装飾シートの表面全体に1mm四方のマス目を印刷しておき、成形後にその面積変化を測定する、あるいは成形前後の装飾シートの厚さを測定することにより確認できる。成形後の装飾シートの厚さは、面積伸び率と同様に装飾シートの場所によって異なるが、一般に、約7μm以上、約12μm以上、約20μm以上、約200μm以上、または約375μm以上であり、成形前の装飾シートの厚さと同じまたは実質的に同じであるか、またはそれ以下、例えば約3mm以下、約1.5mm以下、約1mm以下、もしくは約350μm以下である。
【0048】
本開示の構造体は、自動車部品、家電製品、車輌(鉄道など)、建材などとして使用することができる。
【実施例】
【0049】
本開示の構造体およびその製造方法を、以下の実施例を参照してさらに説明する。
【0050】
<シルバー色装飾シートAの作製>
表1に示す構成を有するシルバー色装飾シートAを、表2に示す接着層フィルムを用いて以下のようにして作製した。
【0051】
表面層:水分散性ポリカーボネート系ポリウレタンR−986(DSM社製)70g、Tinuvin292(BASF社製、光安定剤)0.5g、Tinuvin1130(BASF社製、紫外線吸収剤)0.85g、TritonGR−7M(ダウ・ケミカル社製)0.2g、AMP95(ダウ・ケミカル社製)0.1g、脱イオン水3g、ポリカルボジイミド系架橋剤カルボジライトV−02(日清紡ケミカル株式会社製)6.5gを混合攪拌してプレ溶液を作成した。プレ溶液をPETフィルム上にバーコートして、熱風オーブン中で90℃3分乾燥後、さらに160℃3分乾燥硬化して表面層フィルムを得た。
【0052】
カラー層:アルミニウムペースト7430NS(東洋アルミニウム株式会社製)5gを同量の酢酸ブチルと混合攪拌したものに特開2009−35588号公報、実施例9のプレ溶液(固形分約25%)100gを混合攪拌してプレ溶液を作成した。プレ溶液を2軸延伸PPフィルムとPETフィルムを貼り合わせたフィルムのPP面上にバーコートして、熱風オーブン中で80℃5分乾燥後、さらに120℃15分乾燥硬化してカラー層フィルムを得た。
【0053】
接合層(表面層/カラー層):ポリウレタン接着剤ニッポラン3124(日本ポリウレタン工業株式会社製)80g、コロネートHL(日本ポリウレタン工業株式会社製)4g、酢酸エチル40gを混合攪拌してプレ溶液を作成した。プレ溶液をカラー層上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理をかけた表面層フィルム上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0054】
接合層(カラー層/接着層):上記接合層に用いたプレ溶液をコロナ処理をかけた接着層フィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、上記表面層からカラー層までを含む積層体からPP+PETフィルムを剥がし、カラー層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0055】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、様々な接着層を有するシルバー色装飾シートAを作製した。
【0056】
【表1】
【0057】
【表2】
【0058】
<黒色装飾シートの作製>
表3に示す構成を有する黒色装飾シートを以下のようにして作製した。
【0059】
(50μm厚黒色装飾シート)
表面層:シルバー色装飾シートAの表面層と同様の手順で表面層フィルムを得た。
【0060】
カラー層(表面層/接着層の接合層を兼ねる)/接着層:ポリウレタン接着剤ニッポラン3124(日本ポリウレタン工業株式会社製)80g、コロネートHL(日本ポリウレタン工業株式会社製)4g、酢酸エチル40g、カーボンBLKウレタン樹脂分散TT501(BASF社製)30gを混合攪拌してプレ溶液を作成した。プレ溶液をコロナ処理をかけた接着層フィルム(プロピレン単位を89質量%含有するポリオレフィンフィルムにPETフィルムを積層、オージーフィルム株式会社試作品)のポリオレフィン樹脂面上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理をかけた表面層フィルム上にカラー層が接するようにしてロールラミネーターで貼り合わせた。
【0061】
その後、上記フィルムの表面層表面および接着層表面からそれぞれPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、50μm厚黒色装飾シートを作製した。
【0062】
(245〜2265μm厚黒色装飾シート)
表面層からバルク層:シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけた様々な厚さのPCフィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理したPMMAフィルム テクノロイS001(住友化学株式会社製)をロールラミネーターで貼り合わせた。PCフィルムなし(245μm厚)ではPMMAフィルム単層をそのまま用いた。
【0063】
カラー層:カーボンBLKウレタン樹脂分散TT501(BASF社製)10gと特開2009−35588号公報、実施例9のプレ溶液(固形分約25%)100gを混合攪拌してプレ溶液を作成した。プレ溶液を2軸延伸PPフィルムとPETフィルムを貼り合わせたフィルムのPP面上にバーコートして、熱風オーブン中で80℃5分乾燥後、さらに120℃15分乾燥硬化して、上記表面層からバルク層までを含む積層体のバルク層(バルク層がない場合は表面層)上にカラー層が接するようにしてロールラミネーターで貼り合わせた。
【0064】
接合層(カラー層/接着層):シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけたTPOフィルム RXC−3(三井化学東セロ株式会社製)上にバーコートして、熱風オーブン中で80℃3分乾燥した後、上記表面層からカラー層までを含む積層体のカラー層からPP+PETフィルムを剥がし、カラー層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0065】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、245〜2265μm厚黒色装飾シートを作製した。
【0066】
【表3】
【0067】
<シルバー色装飾シートBおよび白色装飾シートの作製>
表4−1に示す構成を有するシルバー色装飾シートBおよび白色装飾シートを以下のようにして作製した。
【0068】
表面層:シルバー色装飾シートAの表面層と同様の手順で表面層フィルムを得た。
【0069】
平均粒径6〜7μmの金属アルミ粉を30質量%含有する低密度ポリエチレン樹脂マスターバッチペレット(PEX496 Silver AL #090、東京インキ株式会社製)100質量部と、無着色のポリプロピレン樹脂ペレット(ノバテック MA−3、日本ポリプロ株式会社製)200質量部とを混合したものを加熱溶融連続製膜装置を用いて押し出して、プロピレン単位を67質量%含有するポリオレフィン樹脂にアルミ光輝材10質量%が分散されたシルバー色接着層フィルムを作製した。融点を測定すると161℃であった。
【0070】
白色接着層:プロピレン単位を85質量%含有するポリオレフィン樹脂に酸化チタン10質量%が分散された白色フィルム(グンゼ株式会社試作品)を使用した。
【0071】
接合層(表面層/シルバー色または白色接着層):シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけた各接着層フィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、表面層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0072】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、シルバー色装飾シートBおよび白色装飾シートを作製した。
【0073】
【表4−1】
<シルバー色装飾シートCの作製>
表4−2に示す構成を有するシルバー色装飾シートCを以下のようにして作製した。
【0074】
表面層:シルバー色装飾シートAの表面層と同様の手順で表面層フィルムを得た。
【0075】
カラー層:シルバー色装飾シートAのカラー層と同様の手順でカラー層フィルムを得た。
【0076】
接着層:接着層として、TPOフィルム RXC−3(三井化学東セロ株式会社製)に加えて、プロピレン単位を82質量%含有するポリオレフィン樹脂に酸化チタン5質量%が分散された白色フィルム(二村化学工業株式会社試作品)およびプロピレン単位を85質量%含有するポリオレフィン樹脂に酸化チタン10、15、30、50質量%が分散された白色フィルム(グンゼ株式会社試作品)を使用した。
【0077】
接合層(表面層/カラー層):シルバー色装飾シートAの接合層に用いたプレ溶液をカラー層上にバーコートして、熱風オーブン中で80℃3分乾燥した後、コロナ処理をかけた表面層フィルム上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0078】
接合層(カラー層/接着層):シルバー色装飾シートAの接合層に用いたプレ溶液をコロナ処理をかけた接着層フィルム上にバーコートして、熱風オーブン中で80℃3分乾燥した後、上記表面層からカラー層までを含む積層体からPP+PETフィルムを剥がし、カラー層上に接合層が接するようにしてロールラミネーターで貼り合わせた。
【0079】
その後、上記フィルムの表面層表面からPETフィルムを剥がし、必要に応じて、残留溶剤を除去し、反応硬化を促進するため加熱養生した。このようにして、様々な接着層を有するシルバー色装飾シートCを作製した。
【0080】
【表4−2】
【0081】
<基材>
基材として、表5に示す平板またはほぼ平面に近い形状の基材−1〜基材−8(おおよそ50〜75mm×100〜150mm×2〜3mm厚)、TiO2−5、TiO2−30、TiO2−50、自動車用PP製ランプベゼル、表面粗さ値Ra:5.454μm、Rz:20.708μmのシボ表面を有するPP平板(MH4、東プラ産業株式会社製)を用いた。白色基材であるTiO2−5、TiO2−30、TiO2−50は、シルバー色装飾シートCの接着層フィルムと同じ材料を平板に押し出したものである。接着層と同じ測定方法による実測値または市場の一般データによる融点を併せて表5に示す。
【0082】
【表5】
【0083】
<成形法>
本実施例で使用した成形法は以下の三種類である。
【0084】
A.真空圧空成形
装置:NGF−0709(布施真空株式会社製)
圧力(装飾シート適用時の大気圧を0.00atm、完全な真空状態を−1.00atmとして) 減圧:−0.99、−0.95、−0.90、−0.80atm、加圧:0、1、2atm
加熱設定温度:130、150、170、190℃
装飾シート:内寸260×260mm正方形の開口部にセット
基材:開口部から80mm低い位置にセット
面積伸び率(平板):150%(開口部の中央部)〜200%(150mm四方の基材の隅)
面積伸び率(ランプベゼル):立壁面(側面)で約100%(シリコン樹脂の台座に乗せ開口部の中央に置き、1mm方眼印刷をした装飾シートを適用した後に面積を測定)
【0085】
B.真空成形
圧力以外はAと同じ、圧力 減圧:−0.99atm
【0086】
C.真空予備成形+インモールド射出成形(比較例)
真空成形で予備附形した装飾シートの周囲をトリミングして、装飾シートを肉厚2.5mmのドアモール射出成形金型のキャビティ側にセットした後、230℃で溶融したポリプロピレンを射出して装飾シートと射出樹脂を一体化する。
【0087】
<評価方法>
以下の評価は全て常温(20〜25℃)で行った。
接着力:平板基材に適用した、10mm幅×100mm長の装飾シートサンプルを200mm/分で180°ピールしたときの剥離力または破断時の力(N/10mm)を三回測定して、その平均値を接着力とする。
常態接着力:装飾シート適用後、24時間後に上記方法で接着力を測定する。
耐熱接着力:装飾シート適用後、80℃の熱風オーブンに168時間入れ、取り出してから24時間後に上記方法で接着力を測定する。
耐水接着力:装飾シート適用後、40℃の水に168時間浸漬し、取り出してから24時間後に上記方法で接着力を測定する。
せん断保持力:平板基材に適用した装飾シートの表面(10mm×10mm)に、接着剤を用いてアルミニウム板を貼り付け、1kgのせん断方向荷重をかけて80℃に保持し、アルミニウム板が落下するまでの時間を三回測定して、その平均値をせん断保持力とする。
接着層温度:サーモカップルシート(K)(坂口電熱株式会社製)の熱電対を、温度測定する面を被覆しないように基材表面に耐熱テープで固定し、装飾シート適用前後にわたって装飾シートの接着層の表面温度を実測する。表面温度は、モバイル型温度レコーダーNR−1000(株式会社キーエンス製)を用いて、モニター間隔100ミリ秒(mSec)の条件で測定する。
鮮映度測定:PGD−IV(東京光電株式会社製)を用いて装飾シート表面の平滑性を測定する。
隠蔽性測定:Spectraflash SF−600(Data Color社製)を用いて、装飾シートを延伸せずに基材に適用したサンプルに対して、150%延伸して適用したサンプルの色差ΔE*を測定する。
【0088】
シルバー色装飾シートAの接着層および基材の組み合わせを変え、一部の組み合わせについては加熱設定温度を変えて、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形法を用いて装飾シートを基材に適用したときの常態接着力を評価した結果を表6および7に示す。
【0089】
【表6】
【0090】
【表7】
【0091】
接着層−3(TPOフィルム、RXC−3、融点143℃)を有する装飾シートおよび基材−1(プロピレン100質量%)を用い、面積伸び率が150%となるように真空圧空成形または真空成形したときの、成形条件および接着層表面の実測温度と常態接着力の関係を表8に示す。
【0092】
【表8】
【0093】
接着層−3(TPOフィルム、RXC−3)を有する装飾シート、基材−1(プロピレン100質量%)および基材−2(プロピレン72質量%)を用い、面積伸び率が150%となるように真空圧空成形したときの、成形条件と常態接着力および外観の関係を表9に示す。
【0094】
【表9】
【0095】
接着層−3(TPOフィルム、RXC−3)を有する装飾シート、基材−1(プロピレン100質量%)および基材−2(プロピレン72質量%)を用い、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときの、常態接着力、耐熱接着力、耐水接着力、およびせん断保持力を評価した結果を表10に示す。
【0096】
【表10】
【0097】
真空圧空成形法を用いて様々な厚さの黒色装飾シートを自動車用PP製ランプベゼル(三次元形状物)に適用したときの、装飾シートの成形性を評価した。また、比較例として真空予備成形とインモールド射出成形を組み合わせたときの成形性も評価した。結果を表11に示す。
【0098】
【表11】
【0099】
表面粗さ値Ra:5.454μm、Rz:20.708μmのシボ表面を有するPP平板に様々な厚さの黒色装飾シートを適用し、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときに、シボ表面の凹凸を緩和して装飾シートの適用面に平滑な表面が形成できるか確認した。外観および鮮映度を評価した結果を表12に示す。
【0100】
【表12】
【0101】
接着層が着色されたシルバー色装飾シートBおよび白色装飾シートを用いて、面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときの、成形性、外観および常態接着力を評価した結果を表13に示す。
【0102】
【表13】
【0103】
白色に着色した接着層(TiO2−0以外)を有し、カラー層を有するシルバー色装飾シートCを基材に適用したときの隠蔽性を調べた。さらに、基材を着色したときの隠蔽性への影響を調べた。面積伸び率150%、減圧:−0.99atm、加圧:2atmで真空圧空成形したときの、成形性、隠蔽性(ΔE*)および常態接着力を評価した結果を表14に示す。
【0104】
【表14】
【符号の説明】
【0105】
1 構造体
10 装飾シート
11 表面層
12 接着層
13 意匠層
14 バルク層
15 接合層
20 基材
21 基材裏面
30 真空加熱圧着装置
31 第1真空室
32 第2真空室
33 台座
34 仕切り板
35 昇降台
【特許請求の範囲】
【請求項1】
表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化された構造体。
【請求項2】
前記接着層および前記基材の融点がともに130℃以上である、請求項1に記載の構造体。
【請求項3】
−0.925atm以下の真空度の減圧を伴う真空圧空成形により一体化された、請求項1または2のいずれかに記載の構造体。
【請求項4】
成形後の前記装飾シートの最大面積伸び率が50%以上である、請求項1〜3のいずれか一項に記載の構造体。
【請求項5】
前記装飾シートの厚さが成形前に30μm〜3mmでありかつ成形後に7μm〜3mmである、請求項1〜4のいずれか一項に記載の構造体。
【請求項6】
前記装飾シートの厚さが成形前に30μm〜350μmでありかつ成形後に7μm〜350μmである、請求項5に記載の構造体。
【請求項7】
前記装飾シートの厚さが成形前に800μm〜3mmでかつ成形後に200μm〜3mmである、請求項5に記載の構造体。
【請求項8】
前記接着層が着色材を含む、請求項1〜7のいずれか一項に記載の構造体。
【請求項9】
前記接着層および前記基材の少なくとも一つが酸化チタンを含み、前記表面層と前記接着層の間に配置された意匠層をさらに含む、請求項1〜7のいずれか一項に記載の構造体。
【請求項10】
前記接着層が多層押出フィルムを含む、請求項1〜9のいずれか一項に記載の構造体。
【請求項11】
表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートを用意し、
プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材を用意し、
真空圧空成形または真空成形により前記装飾シートを前記基材に適用して、前記装飾シートおよび前記基材が一体化された構造体を形成することを含む、構造体の製造方法。
【請求項1】
表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化された構造体。
【請求項2】
前記接着層および前記基材の融点がともに130℃以上である、請求項1に記載の構造体。
【請求項3】
−0.925atm以下の真空度の減圧を伴う真空圧空成形により一体化された、請求項1または2のいずれかに記載の構造体。
【請求項4】
成形後の前記装飾シートの最大面積伸び率が50%以上である、請求項1〜3のいずれか一項に記載の構造体。
【請求項5】
前記装飾シートの厚さが成形前に30μm〜3mmでありかつ成形後に7μm〜3mmである、請求項1〜4のいずれか一項に記載の構造体。
【請求項6】
前記装飾シートの厚さが成形前に30μm〜350μmでありかつ成形後に7μm〜350μmである、請求項5に記載の構造体。
【請求項7】
前記装飾シートの厚さが成形前に800μm〜3mmでかつ成形後に200μm〜3mmである、請求項5に記載の構造体。
【請求項8】
前記接着層が着色材を含む、請求項1〜7のいずれか一項に記載の構造体。
【請求項9】
前記接着層および前記基材の少なくとも一つが酸化チタンを含み、前記表面層と前記接着層の間に配置された意匠層をさらに含む、請求項1〜7のいずれか一項に記載の構造体。
【請求項10】
前記接着層が多層押出フィルムを含む、請求項1〜9のいずれか一項に記載の構造体。
【請求項11】
表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートを用意し、
プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材を用意し、
真空圧空成形または真空成形により前記装飾シートを前記基材に適用して、前記装飾シートおよび前記基材が一体化された構造体を形成することを含む、構造体の製造方法。
【図1】


【図2a】

【図2b】
【図2c】
【図2d】
【図2e】
【図3】

【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図3】
【公開番号】特開2013−14027(P2013−14027A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−146650(P2011−146650)
【出願日】平成23年6月30日(2011.6.30)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年6月30日(2011.6.30)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]