
Fターム[4F208AH33]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 電気電子装置(←電子部品) (106)
Fターム[4F208AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (2)
プリント配線基板(←銅張積層板) (4)
封入電子部品(←ICカード) (2)
磁気テープ、磁気ディスク、磁気カード
音響機器(←拡声器コーン) (3)
通信機器(←アンテナ) (1)
電気電子装置用のパネル、ケース (63)
Fターム[4F208AH33]に分類される特許
1 - 20 / 31
光反射成形体の製造方法及び金型
【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
真空加熱接合装置及び真空加熱接合方法

【課題】真空中で接着層に空気の混入を防止しながら、微小な押圧力の調節を可能にして、適度な加圧下で接着剤がはみ出すのを極力抑え良好な厚みの接着層を形成し、素子を基板に真空加熱接合する。
【解決手段】駆動ユニットによって上枠部材12の下端部を下板部材6の周辺部に気密に摺動シールさせて内部に真空隔壁を形成し、加圧剥離フィルムを素子の上面に接触させ大気圧加熱下に軟化させ、真空チェンバー内を真空引きし、さらに下板部材6と中間部材10とを近接する方向に相対移動することによって、加圧剥離フィルムの外周部を下板部材6の基板置台上面と内方枠体13の下面との間に気密に保持した状態とし、真空チェンバー中の加圧剥離フィルム上方空間に大気圧あるいは大気圧より高い圧力をかけて、加圧剥離フィルムを基板及び素子の外表面に密着させて、素子を基板に接合する、真空加熱接合装置。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
熱成型用シートの製造方法、熱成型用シート、及び成型物
【課題】 導電性に優れた成型物が得られる熱成型用シートの製造方法と熱成型用シート、及び該シートを用いて製造される成型物を提供する。
【解決手段】 熱可塑性樹脂シート上に、銅粉末、バインダー樹脂、硬化剤及び溶剤を主成分とする銅ペーストを用いて塗膜を形成し乾燥させることにより銅粉末含有塗膜を形成した後、銅粉末含有塗膜上に無電解銅めっきを施すことで、熱成型用シートが得られる。該シートを用いて熱成型を行うことにより、導電性が良好な成型物が得られる。
(もっと読む)
成型物の製造方法及び成型物
【課題】 導電性に優れた成型物を得ることができる成型物の製造方法を提供する。
【解決手段】 本発明の製造方法によれば、熱可塑性樹脂シート上に銀粉末、バインダー樹脂、及び溶剤を主成分とする銀ペーストを用いて塗膜を形成し乾燥させることにより銀粉末含有塗膜が設けられた熱成型用シートに、酸処理を施した後に熱成形を行う、又は該熱成型用シートを熱成型して得られた成型物に酸処理を施すことにより、導電性が良好な成型物が得られる。本発明で得られる成型物は導電性が優れるだけでなく、成型性や生産性が良好である。そのため、本発明の成型物は電磁波遮蔽機能が必要とされる成型物や導電回路付き成型物に用いられる。
(もっと読む)
一体成形体の製造方法及び一体成形体
【課題】結晶性熱可塑性樹脂と添加剤とを含む溶融樹脂組成物から構成される成形体の表面に、添加剤を含有しない結晶性熱可塑性樹脂から構成される結晶性樹脂層を、充分に密着させることができ、且つ、結晶性熱可塑性樹脂から構成される結晶性樹脂層のもととなる立体シートを、真空成形法で成形する技術を提供する。
【解決手段】結晶化度が20%以下のPPS樹脂(ポリフェニレンサルファイド樹脂)から構成される立体シートを、射出成形用金型内に配置し、PPS樹脂の溶融温度以上の溶融樹脂組成物を前記射出成形用金型内に射出し、一体成形体を製造する。
(もっと読む)
真空圧空成形または真空成形により一体化された構造体、およびその製造方法
【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
フィルム成型装置及びフィルム成型方法
【課題】物品の大きさ、形状、数に限らず、より均質で、追従性のよいフィルムラミネートが可能なフィルム成型装置とその方法を提供する。
【解決手段】加熱手段50を備えた真空または加圧状態に保持可能な第1チャンバー10と、第1チャンバー10に対向して、接合または離間可能に配置され、物品を載置する稼動可能な載置台60を備えた、真空または加圧状態に保持可能な第2チャンバー20と、第1チャンバー10と第2チャンバー20間に配置され、フィルムを保持する枠状のフィルム保持部材30と、フィルムを物品表面にラミネートを行う際に、当該フィルムの浮き上がりを抑制するフィルム押圧部を持つフィルム補助押圧治具40とを有する、フィルム成型装置100。
(もっと読む)
テープ巻取りリール及びテープ巻取りリールの製造方法
【課題】環境問題を配慮しつつ、円滑に回転動作を行うことができるテープ巻取りリール及びテープ巻取りリールの製造方法を提供する。
【解決手段】電子部品を収納する包装用テープを巻き取るためのテープ巻取りリール10であって、包装用テープが巻回される軸部12A、12Bと、軸部12A、12Bの軸方向両端部に設けられ軸部12A、12Bに巻き取られる包装用テープを保護する側板部14A、14Bと、を有し、側板部14A、14Bの外周側領域18A、18Bの肉厚が内周側領域20A、20Bの肉厚よりも厚くなる。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材2上に装飾層3、接着層4、及び透明樹脂層5をこの順に積層してなる真空成形用化粧シート1であって、基材2がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該装飾層3を構成するインキにおける樹脂固形分に対する顔料の比率が0.3〜1.5であることを特徴とする真空成形用化粧シートである。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリエステルフィルムからなり、透明樹脂層がポリオレフィンフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、かつ100℃で15分間の加熱後の加熱収縮率が3.2%以下であることを特徴とする真空成形用化粧シートである。
(もっと読む)
成型用積層体
【課題】加熱処理時のカールを防止し、取り扱い性と保護性の両特性を同時に満足する成型用積層体を提供する。
【解決手段】基材フィルムと、基材フィルムの一方の面に積層された保護フィルムを有する成型用積層体であって、前記基材フィルムが少なくとも一方向に延伸されたポリエステル系フィルムであり、前記保護フィルムがポリプロピレン系フィルムであり、熱カールが小さい成型用積層体。
(もっと読む)
加飾成形品の製造方法
【課題】繊維強化熱可塑性樹脂シートを使用しながらも、美観に優れた成形品を得ることのできる加飾成形品を得ること。
【解決手段】熱可塑性樹脂基材シートに装飾処理を施してなる加飾シートSと繊維強化熱可塑性樹脂シートTとの積層体Wを形成しておき、その積層体Wを一対の成形型11,12間に載置して加熱軟化せしめた後、成形型11,12を係合して積層体を加熱加圧することで成形し、冷却固化してから成形型11,12を開放することにより、繊維強化熱可塑性樹脂シートT上に加飾シートSが積層一体化された加飾成形品を得る。繊維強化熱可塑性樹脂成形品の表面に加飾を行うことができ、従来は美観が重視されるために繊維強化熱可塑性樹脂シートを用いることができなかった部位に適用範囲を広げることが可能となる。
(もっと読む)
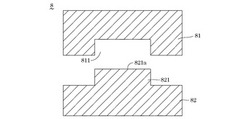
エンボスキャリアテープ及びその製造方法ならびに包装部品巻回体
【課題】部品収納部へ部品を容易に収納できると共に、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を提供する。
【解決手段】長尺状の樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、任意の部品収納部10の外周縁11に、前記任意の部品収納部10を挟んで一対の第一の溝部20が形成され、前記第一の溝部20は、その深さが前記基材シート2の厚みより小さく、前記基材シート1の幅方向に延びることよりなる。
(もっと読む)
エンボスキャリアテープ及びその製造方法ならびに包装部品巻回体
【課題】形態不良がなく、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を提供する。
【解決手段】樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、前記部品収納部10の外周縁11に溝部20が形成され、前記溝部20は、その深さが前記基材シート2の厚みの10〜90%であることよりなる。前記溝部20は、前記部品収納部10を周回して形成されていることが好ましい。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。 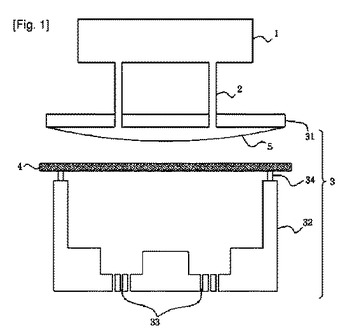 (もっと読む)
(もっと読む)
成型用積層ポリエステルフィルム
【課題】低い温度および低い圧力での成型性、透明性、耐溶剤性、形態安定性(熱収縮特性、厚みむら)に優れ、さらに耐衝撃性に優れる、成型用積層ポリエステルフィルムおよびその製造方法を提供する。
【解決手段】ポリエステルA層の両面に、ポリエステルB層を積層してなる二軸配向積層ポリエステルフィルムであって、A層およびB層はいずれも、共重合ポリエステル、あるいは共重合ポリエステルおよびホモポリエステルを構成成分とし、該共重合ポリエステルが、(a)芳香族ジカルボン酸成分と、エチレングリコールと、分岐状脂肪族グリコール又は脂環族グリコールを含むグリコール成分から構成される共重合ポリエステル、あるいは(b)テレフタル酸及びイソフタル酸を含む芳香族ジカルボン酸成分と、エチレングリコールを含むグリコール成分から構成され、A層の融点(TmA:℃)とB層の融点(TmB:℃)が下記式(1)及び(2)を同時に満足し、積層ポリエステルフィルムは、A層およびB層ともに配向構造を有し、150℃における熱収縮率が長手方向及び幅方向ともに6.0%以下であり、幅方向の厚み変動率が10%以下であることを特徴とする真空成型、圧空成型もしくは金型成型のいずれかに用いられる成型用積層ポリエステルフィルム。
240>TmB>TmA>200 ・・・(1)
50>TmB−TmA>5 ・・・(2)
(もっと読む)
成型加飾用積層ポリエステルフィルム
【課題】本発明の課題は上記した問題点を解消することにある。すなわち、見る角度によって色が変化するパール光沢という特殊な加飾機能を有し、さらに成形性に優れる、成形用加飾フィルムに適したポリエステルフィルムを提供することを目的とする。
【解決手段】
ポリエステルフィルム全体を100質量%としてパール顔料を0.001〜10質量%含有しており、150℃におけるフィルム長手方向および幅方向の100%伸長時応力(F100値)が1〜70MPaである加飾用ポリエステルフィルム。
(もっと読む)
キャリアテ−プおよびその製造方法
【課題】集合包装のままでベーキング処理を行うことができ、かつベーキングの際に収納された電子部品から放出される水蒸気などを速やかに収納部外に排出することができるキャリアテープを提供する。
【解決手段】本発明のキャリアテープは、長さ方向に連設された多数の電子部品収納部を備えた耐熱性の熱可塑性樹脂から成るキャリアテ−プであり、前記電子部品収納部に、該収納部内に収納される電子部品から放出される水蒸気を外部に排出する水蒸気排出路となる間隙あるいはスリットが設けられている。
(もっと読む)
1 - 20 / 31
[ Back to top ]