
Fターム[4F208MG04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 形状、構造 (421) | 積層体 (355)
Fターム[4F208MG04]の下位に属するFターム
発泡層を有する (81)
Fターム[4F208MG04]に分類される特許
1 - 20 / 274
成形方法
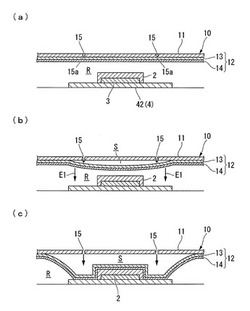
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
樹脂フィルム付金属製外装材及びその製造方法

【課題】アルミニウムやステンレス等の基材金属に樹脂フィルムをラミネートし又は樹脂塗膜を形成し、その後に深絞り加工、しごき加工又はストレッチドロー加工等の厳しい成形加工を施した場合であっても、そのラミネートフィルム又は樹脂塗膜が剥離しないような高い密着性を付与することができ、更には酸や溶剤等に長時間接触しても高い密着性を維持し得る耐薬品性に優れた樹脂フィルム付金属製外装材を提供する。
【解決手段】基材金属1と、基材金属1の一方又は両方の面に設けられた下地皮膜2と、下地皮膜2上に設けられたラミネートフィルム又は樹脂塗膜3とを有し、その下地皮膜2が金属亜鉛皮膜又は金属亜鉛含有皮膜である樹脂フィルム付金属製外装材。このとき、金属亜鉛皮膜又は金属亜鉛含有皮膜は、置換めっき法又は電気めっき法で形成することが好ましい。
(もっと読む)
圧空成形用金型及び圧空成形方法
【課題】優れた外観や賦形性、強度、高い寸法精度を有する成形品の成形を可能とする圧空成形方法の実行に適した圧空成形用金型を提供する。
【解決手段】本発明の圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料を介して接し、上型41には上下動する上型可動コア部46が備えられており、下型51には上下動する下型可動コア部56が備えられており、下型可動コア部56の頂面57と対向する上型可動コア部46の底面47には、下型可動コア部56の外縁部と相似形のリング状の突起部48が設けられている。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】本発明は、耐擦傷性、例えば、軍手等の擦れ傷が発生し難く、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(E)と無機微粒子(F)を有し、特定量の水酸基価とカルボン酸無水物基を含有するビニル系重合体(A)とポリイソシアネート化合物(B)の硬化性樹脂組成物を熱成形用フィルムに積層すると、耐薬品性、熱成形性および優れた耐擦傷性も奏する硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
成形装置および成形方法
【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
成形装置および成形方法
【課題】トリミングを行う際の不都合を解消し、生産性を向上した成形装置および成形方法を提供する。
【解決手段】基台22上に設けられた基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、シート4を接着した基材10に対し、基材10を基材治具60から取り外すことなくその状態でシート4のトリミングを行うトリミング手段と、を備えた成形装置である。
(もっと読む)
転写方式加飾シート、これを用いた外観部品の製造方法および外観部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する転写方式加飾シートであっても、適切に加飾すること。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
(もっと読む)
シート材加熱装置
【課題】電力消費を削減して、効率よくシート材を加熱することができるシート材加熱装置を提供する。
【解決手段】シート材加熱装置1は、互いの周縁部が重ね合わされることにより、内部にシート材を収容する主空間30を備える箱状の容器が形成される第一容器半体10及び第二容器半体20と、第一容器半体に形成された、主空間に水蒸気を導入する導入路17と、第二容器半体に形成された、主空間から水蒸気を排出する排出路27と、第一容器半体及び第二容器半体にそれぞれ配設され、内部に流通させる水蒸気によって主空間を加熱する第一パイプ18及び第二パイプ28とを具備する。
(もっと読む)
二次成形用多層シート及びこれを用いる包装体
【課題】 防湿性や二次成形性に優れるフィルムを剛直で汎用性のあるコストパフォーマンスに優れたシートに貼り合わせ、これらのシートに簡単に防湿性を付与させると共に、シートとして発泡材料のポリプロピレン・ポリエチレンやポリスチレンを用いた場合には、これら発泡材料の軽量性と断熱性等を損なうこともない、包装容器やトレー等への二次成形加工特性に優れる二次成形用多層シートとこれを用いる包装体を提供すること。
【解決手段】 環状ポリオレフィン系樹脂(a1)を主成分とする樹脂層(A)を有するフィルム(I)と300μm以上の熱可塑性樹脂シート(II)とが積層されてなることを特徴とする二次成形用多層シート、及びこれを二次成形してなる包装体。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
成型物の製造方法及び成型物
【課題】 導電性に優れた成型物を得ることができる成型物の製造方法を提供する。
【解決手段】 本発明の製造方法によれば、熱可塑性樹脂シート上に銀粉末、バインダー樹脂、及び溶剤を主成分とする銀ペーストを用いて塗膜を形成し乾燥させることにより銀粉末含有塗膜が設けられた熱成型用シートに、酸処理を施した後に熱成形を行う、又は該熱成型用シートを熱成型して得られた成型物に酸処理を施すことにより、導電性が良好な成型物が得られる。本発明で得られる成型物は導電性が優れるだけでなく、成型性や生産性が良好である。そのため、本発明の成型物は電磁波遮蔽機能が必要とされる成型物や導電回路付き成型物に用いられる。
(もっと読む)
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
熱成型用シートの製造方法、熱成型用シート、及び成型物
【課題】 導電性に優れた成型物が得られる熱成型用シートの製造方法と熱成型用シート、及び該シートを用いて製造される成型物を提供する。
【解決手段】 熱可塑性樹脂シート上に、銅粉末、バインダー樹脂、硬化剤及び溶剤を主成分とする銅ペーストを用いて塗膜を形成し乾燥させることにより銅粉末含有塗膜を形成した後、銅粉末含有塗膜上に無電解銅めっきを施すことで、熱成型用シートが得られる。該シートを用いて熱成型を行うことにより、導電性が良好な成型物が得られる。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
立体型の飾り物が形成された人工ネイルの製造方法
【課題】立体型の飾り物が形成された人工ネイルの製造方法を提供する。
【解決手段】立体型の飾り物と文様とを含んだデザインをベース基材に形成するデザイン段階S10と、爪の形状が複数個形成された真空成形モールドに供給されたベース基材を吸着させる本体成形段階S20と、吸着されたベース基材をそれぞれの人工ネイルの形状に切断して人工ネイル本体を形成する切断段階S40と、を含み、デザイン段階S10は、ベース基材に文様を印刷する平板印刷段階と、文様の形成位置に文様の形状に光が透過されるように透明の立体型の飾り物を設ける立体型飾り物形成段階と、を含む。
(もっと読む)
真空圧空成形または真空成形により一体化された構造体、およびその製造方法
【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
1 - 20 / 274
[ Back to top ]