
Fターム[4F208MK15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形操作及びそのための装置 (567) | 圧力の加え方 (193)
Fターム[4F208MK15]に分類される特許
1 - 20 / 193
樹脂成形品およびその製造方法
成形方法
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
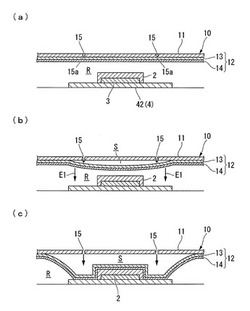
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法
【課題】良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供する。
【解決手段】ヒンジ部を有する、中空薄型パネル構造の製造方法で、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、溶融状態の2条の熱可塑性樹脂製シートを互いに間隔を隔てて、開放位置の一対の分割金型の間に配置する段階と、金型と樹脂製シートの密閉空間から空気を減圧することにより、樹脂製シートをキャビティに沿わせ賦形し、外表面に複数の長溝を形成する段階と、前記分割金型を型締め位置まで移動して、樹脂製シートの内表面同士を金型のピンチオフ部に沿って溶着させることにより、周縁部同士を一体化させて、中空構造を形成するとともに、回動可能なヒンジ部を形成する、ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
(もっと読む)
自動車用内装品表皮の製造方法

【課題】テアラインの位置精度を、テアライン加工後の検査を行なうことなく保証する。
【解決手段】自動車用内装品表皮の製造方法は、表皮中間体形成工程、表皮中間体装着工程及びテアライン加工工程を備える。表皮中間体形成工程では、表皮部32と、位置決め部39を有する余剰部33とを備える表皮中間体31を形成する。表皮中間体装着工程では、上記表皮中間体31を、位置決め部39において、治具に設けられた被位置決め部に対し係合させた状態で同治具に装着する。テアライン加工工程では、表皮中間体31における表皮部32の裏面にテアラインを加工する。さらに、上記表皮中間体形成工程で表皮中間体31を形成する際に、表皮部32の裏面であって、テアラインが加工される予定のテアライン加工予定部34の近傍にマークを形成するとともに、マークの位置を確認したうえで上記テアライン加工工程を実施する。
(もっと読む)
圧空成形用金型及び圧空成形方法
【課題】優れた外観や賦形性、強度、高い寸法精度を有する成形品の成形を可能とする圧空成形方法の実行に適した圧空成形用金型を提供する。
【解決手段】本発明の圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料を介して接し、上型41には上下動する上型可動コア部46が備えられており、下型51には上下動する下型可動コア部56が備えられており、下型可動コア部56の頂面57と対向する上型可動コア部46の底面47には、下型可動コア部56の外縁部と相似形のリング状の突起部48が設けられている。
(もっと読む)
ボトル用キャップ
【課題】省資源,低価格とした新ボトル容器用シリンダーキャップ
【解決手段】リング状開口部6と雄ねじ付筒状部7と裾筒状部8からなるボトル容器頭頂部9に対して、昇温軟化されたプラスチックシートのバキューム成形により一体形成される円形天井2と下り壁5とその外側の円形天井外周部2’とその下部の雌ねじ付シリンダー3とその延長下部にスカート4からなるシリンダーキャップ完成体が、着脱自在に相互に捻じ込み嵌合されることにより該裾筒状部8に装着されることを特徴としたボトル容器用シリンダーキャップ
(もっと読む)
成形装置および成形方法
【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
(もっと読む)
成形装置および成形方法
【課題】トリミングを行う際の不都合を解消し、生産性を向上した成形装置および成形方法を提供する。
【解決手段】基台22上に設けられた基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、シート4を接着した基材10に対し、基材10を基材治具60から取り外すことなくその状態でシート4のトリミングを行うトリミング手段と、を備えた成形装置である。
(もっと読む)
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの賦形体の昇温熱処理を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、賦形手段の成形型からの離反後に、成形型の上部に対してこの冷却手段を進行させるか、又は上記成形型を上記冷却手段の下部に進行させて賦形体を冷却するように構成し、更に上記冷却手段として、冷却用気体の噴射ノズルと噴射された気体を整流して側面方向に排気する通路を備えた成形装置とする。
(もっと読む)
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの圧空ボックスによる圧空成形を行う熱可塑性樹脂シートの熱成形装置において、圧空ボックスとして、1)圧縮気体を加熱するか又は加熱圧縮気体を導入し、これを圧空ボックス内の天面に設けた複数の孔から圧空空間に送出しながら、2)同時並行で、この圧空空間に送出された気体を上記天面に設けた別の複数の孔から収容し外部へ排気するように構成したものを用いる。
(もっと読む)
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの加熱板による圧空成形を行う熱可塑性樹脂シートの熱成形装置において、加熱板として、1)圧縮気体を加熱するか又は加熱圧縮気体を導入し、これを片面に設けた複数の孔から圧空空間に送出し、2)この圧空空間に送出された気体を同加熱板の上記同面に別に設けた複数の孔から吸収し外部へ排出するように構成したものを用いる。
(もっと読む)
フィルム加飾部品
【課題】所定のABS成形基材と所定の表面硬度を所望する場合、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とすることによって、寸法変化を抑えたフィルム加飾部品を提供することを目的とする。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する厚み1.0mm以上かつ2.5mm以下のABS成形基材と、成形基材を覆う鉛筆硬度HBと同等以上に硬いフィルムと、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、フィルムの裾部は成形基材の意匠面に露出する構成とし、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とした。
(もっと読む)
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
真空加熱接合装置及び真空加熱接合方法
【課題】真空中で接着層に空気の混入を防止しながら、微小な押圧力の調節を可能にして、適度な加圧下で接着剤がはみ出すのを極力抑え良好な厚みの接着層を形成し、素子を基板に真空加熱接合する。
【解決手段】駆動ユニットによって上枠部材12の下端部を下板部材6の周辺部に気密に摺動シールさせて内部に真空隔壁を形成し、加圧剥離フィルムを素子の上面に接触させ大気圧加熱下に軟化させ、真空チェンバー内を真空引きし、さらに下板部材6と中間部材10とを近接する方向に相対移動することによって、加圧剥離フィルムの外周部を下板部材6の基板置台上面と内方枠体13の下面との間に気密に保持した状態とし、真空チェンバー中の加圧剥離フィルム上方空間に大気圧あるいは大気圧より高い圧力をかけて、加圧剥離フィルムを基板及び素子の外表面に密着させて、素子を基板に接合する、真空加熱接合装置。
(もっと読む)
樹脂製熱伝達ユニットの製造方法
【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
燃焼化学気相蒸着装置及び加飾品の製造方法
【課題】イトロ処理などの燃焼化学気相蒸着で表面改質が行われる被加飾体への異物の付着を防止し、歩留まりを向上させた加飾品の製造装置を提供する。
【解決手段】被加飾体である蓋部材103をワークとして、移動テーブル30がワークをスライダーに沿って移動させる。バーナー21は、移動テーブル30の上方に取り付けられており、下方を移動するワークに向かって、改質剤化合物の入っている火炎をあてる。吸気部40は、移動テーブル30の下方に中空の台座32の開口部32aを有しており、バーナー21及び移動テーブル30の下方に向かってブロアー41により行う。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
1 - 20 / 193
[ Back to top ]