
Fターム[4F208AD18]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 形状、構造 (891) | 構造材(←芯材) (144)
Fターム[4F208AD18]に分類される特許
1 - 20 / 144
吸気ダクトの製造方法
成形方法
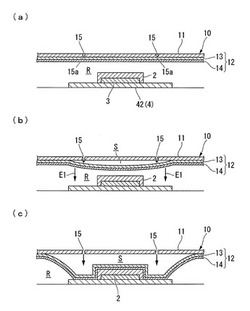
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
積層パネル及びその成形方法

【課題】互いに異方向を向く補強材が所定の位置に精度良く配置され、効率的に強度を得ることが可能な積層パネルを提供する。
【解決手段】別部材と所定の当接面(31)で当接する積層パネル(1)であり、当接面(31)に架け渡されるように配置される第1の補強材(51)と第2の補強材(51)と、第1の補強材(51)と第2の補強材(51)との間に介在する第3の補強材(52)と、で構成する補強材ユニット(5)と、補強材ユニット(5)の上下面から補強材ユニット(5)を挟持する樹脂基材(2,3)と、を有することを特徴とする。
(もっと読む)
樹脂製サンドイッチ構造パネル材およびその製造方法
【課題】耐熱性、難燃性に優れる一方、軽量でありながら十分に保形性を確保することが可能な樹脂製サンドイッチ構造パネル材およびその製造方法を提供する。
【解決手段】互いに対向して配置されることにより内部に中空部を形成する、一対の難燃性または耐熱性発泡樹脂製芯材と、芯材それぞれの外表面に溶着された表皮材シート124A、124Bとを有し、一方の発泡樹脂製芯材は、その内表面に、他方の発泡樹脂製芯材に向かって突出する突起体を有し、突起体の対応する位置に、他方の発泡樹脂製芯材突起体と相補形状の開口部を有し、突起体の頂面は表皮材のシート124Bの内表面に溶着され、他方の発泡樹脂製芯材の突起体の頂面も一方の発泡樹脂製芯材の表皮材シート124Bの内表面に溶着される、樹脂製サンドイッチ構造パネル材100。
(もっと読む)
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
(もっと読む)
成形装置および成形方法
【課題】トリミングを行う際の不都合を解消し、生産性を向上した成形装置および成形方法を提供する。
【解決手段】基台22上に設けられた基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、シート4を接着した基材10に対し、基材10を基材治具60から取り外すことなくその状態でシート4のトリミングを行うトリミング手段と、を備えた成形装置である。
(もっと読む)
成形装置および成形方法
【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
樹脂成形体の締結構造
【課題】樹脂量を増やして、ねじ部材周辺の強度を高めることができる樹脂成形体の締結構造を提供する。
【解決手段】熱可塑性樹脂製の樹脂成形体20の壁面21に被締結部材12を雄ねじ部材11で締結する樹脂成形体の締結構造10は、筒体30を有する。筒体30は、インサート成形により樹脂成形体20の壁部23に一体化されるインサート部品であり、樹脂成形体20の成形時に壁部23を外側から内側に向けて部分的に陥没させる。筒体30は、陥没部25に包み込まれる外周面31と、壁面21に開口して雄ねじ部材11がねじ込まれる内周面32と、を有する。
(もっと読む)
フィルム加飾成形品の余剰フィルムトリミング方法およびその装置
【課題】成形品からはみ出している余剰フィルムを成形品の端部に沿って正確にかつ効率よくトリミングするフィルム加飾成形品の余剰フィルムトリミング方法とその方法を実施するための装置を提供する。
【解決手段】フィルム加飾成形品の余剰フィルムトリミング方法は、受治具30に載置された樹脂基材Aの表面に真空圧空成形により加飾フィルムBを貼着し、この加飾フィルムの製品部外周の余剰部分B2をトリミングするフィルム加飾成形品の余剰フィルムトリミング方法であって、樹脂基材Aは、外周縁が下方に向かって屈曲して裏面側が凹面形状の成形品であり、受治具は、この樹脂基材Aを載置する受型部31と受型部31に連続する基台部32との境界近傍に該境界の全周に亘って敷設された電熱線40を備え、この電熱線40に通電することで、貼着された加飾フィルムを樹脂基材Aの外周縁の下端部に沿って溶断することを特徴とする。
(もっと読む)
転写方式加飾シート、これを用いた外観部品の製造方法および外観部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する転写方式加飾シートであっても、適切に加飾すること。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
(もっと読む)
積層パネル
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
中空成形品のブロー成形方法
【課題】
解決しようとする課題は、キャビティとシートパリソンとの間の空気を真空吸引してシート状パリソンを分割金型のキャビティ面に均等に密着させて予めパネルの略外形を形成する為、真空吸引する時間が必要となり成形時間が増大するという点である。
【解決手段】
分割金型の中央下方近傍において成形機の型締め装置に固定、もしくは分割金型の下部に固定させた固定治具に空気含有体を保持させたのち、分割金型内に2枚のシート状パリソンを垂下させて型締めし、上記2枚のシート状パリソン内に圧縮空気を吹き込むことにより前記課題を解決した。
(もっと読む)
フィルム加飾部品
【課題】所定のABS成形基材と所定の表面硬度を所望する場合、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とすることによって、寸法変化を抑えたフィルム加飾部品を提供することを目的とする。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する厚み1.0mm以上かつ2.5mm以下のABS成形基材と、成形基材を覆う鉛筆硬度HBと同等以上に硬いフィルムと、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、フィルムの裾部は成形基材の意匠面に露出する構成とし、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とした。
(もっと読む)
真空加熱接合装置及び真空加熱接合方法
【課題】真空中で接着層に空気の混入を防止しながら、微小な押圧力の調節を可能にして、適度な加圧下で接着剤がはみ出すのを極力抑え良好な厚みの接着層を形成し、素子を基板に真空加熱接合する。
【解決手段】駆動ユニットによって上枠部材12の下端部を下板部材6の周辺部に気密に摺動シールさせて内部に真空隔壁を形成し、加圧剥離フィルムを素子の上面に接触させ大気圧加熱下に軟化させ、真空チェンバー内を真空引きし、さらに下板部材6と中間部材10とを近接する方向に相対移動することによって、加圧剥離フィルムの外周部を下板部材6の基板置台上面と内方枠体13の下面との間に気密に保持した状態とし、真空チェンバー中の加圧剥離フィルム上方空間に大気圧あるいは大気圧より高い圧力をかけて、加圧剥離フィルムを基板及び素子の外表面に密着させて、素子を基板に接合する、真空加熱接合装置。
(もっと読む)
燃焼化学気相蒸着装置及び加飾品の製造方法
【課題】イトロ処理などの燃焼化学気相蒸着で表面改質が行われる被加飾体への異物の付着を防止し、歩留まりを向上させた加飾品の製造装置を提供する。
【解決手段】被加飾体である蓋部材103をワークとして、移動テーブル30がワークをスライダーに沿って移動させる。バーナー21は、移動テーブル30の上方に取り付けられており、下方を移動するワークに向かって、改質剤化合物の入っている火炎をあてる。吸気部40は、移動テーブル30の下方に中空の台座32の開口部32aを有しており、バーナー21及び移動テーブル30の下方に向かってブロアー41により行う。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
内装品の真空成形方法及び内装品の真空成形装置
【課題】
表皮の原反の寸法短縮をしても、把持手段が型と接触する虞がないとともに、表皮のコスト低減を行うことができる内装品の真空成形方法及び内装品の真空成形装置を提供する。
【解決手段】
クランプ具450は基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置と両型に干渉しない待避位置間を移動可能に自在に設けられている。基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置から待避位置へ移動する際に、クランプ具450により把持されるとともにヒータにより加熱された表皮Hはクランプ具450により延伸された後、真空成形される。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
真空圧空成形または真空成形により一体化された構造体、およびその製造方法
【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
1 - 20 / 144
[ Back to top ]