
Fターム[4F208AA31]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリウレタン (21)
Fターム[4F208AA31]に分類される特許
1 - 20 / 21
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
保温又は保冷容器
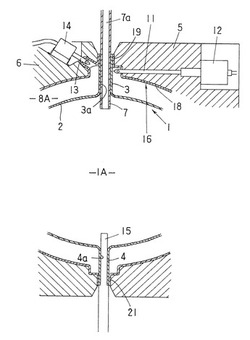
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
立体型の飾り物が形成された人工ネイルの製造方法

【課題】立体型の飾り物が形成された人工ネイルの製造方法を提供する。
【解決手段】立体型の飾り物と文様とを含んだデザインをベース基材に形成するデザイン段階S10と、爪の形状が複数個形成された真空成形モールドに供給されたベース基材を吸着させる本体成形段階S20と、吸着されたベース基材をそれぞれの人工ネイルの形状に切断して人工ネイル本体を形成する切断段階S40と、を含み、デザイン段階S10は、ベース基材に文様を印刷する平板印刷段階と、文様の形成位置に文様の形状に光が透過されるように透明の立体型の飾り物を設ける立体型飾り物形成段階と、を含む。
(もっと読む)
真空圧空成形または真空成形により一体化された構造体、およびその製造方法
【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
押出ブロー成形用の高耐衝撃性ポリオキシメチレン
【課題】本発明の目的は、ポリオキシメチレンをベースとする成形用組成物を使用して、押出ブロー成形によってVOCまたは圧縮ガス用の容器を製造する方法であって、均一な押出挙動およびパリソンの垂れ下がり低減が認められ、均一な壁厚および十分な衝撃特性を有する容器が得られる方法を提供することである。
【解決手段】十分な押出性を示し、かつ押出ブロー成形プロセスにおける十分に形状が均一なパリソン、十分な耐衝撃性、ならびに揮発性有機化合物および圧縮ガスに対して十分な低透過性を生じる、ポリオキシメチレンをベースとする成形用組成物は、少なくとも1種のポリオキシメチレン、少なくとも1種の熱可塑性エラストマー、および少なくとも1種のカップリング剤を含む組成物によって得ることができる。
(もっと読む)
車両用防音材
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
転写材およびこの転写材を用いた成型品の製造方法
【課題】電磁波シールド層と加飾層とを同時に形成できる転写材およびこの転写材を用いた成型品の製造方法を提供する。
【解決手段】離型性を有する基体シート10の表面に、離型性を有する保護層21および接着層24が形成された転写材において、透明性および柔軟性を有し、金属ナノ粉末をランダムな網目状パターンに形成した導電層3を介在させものである。保護層21と接着層24との間に絵柄層23を設けることができる。インモールド成型または真空圧空成型において、この転写材を成型品の表面に転写して電磁波シールド層と加飾層を同時に形成することができる。
(もっと読む)
加飾成形品の製造方法
【課題】繊維強化熱可塑性樹脂シートを使用しながらも、美観に優れた成形品を得ることのできる加飾成形品を得ること。
【解決手段】熱可塑性樹脂基材シートに装飾処理を施してなる加飾シートSと繊維強化熱可塑性樹脂シートTとの積層体Wを形成しておき、その積層体Wを一対の成形型11,12間に載置して加熱軟化せしめた後、成形型11,12を係合して積層体を加熱加圧することで成形し、冷却固化してから成形型11,12を開放することにより、繊維強化熱可塑性樹脂シートT上に加飾シートSが積層一体化された加飾成形品を得る。繊維強化熱可塑性樹脂成形品の表面に加飾を行うことができ、従来は美観が重視されるために繊維強化熱可塑性樹脂シートを用いることができなかった部位に適用範囲を広げることが可能となる。
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
ワーク加飾方法及びワーク加飾装置
【課題】ワークの加熱を防止しつつホットメルト層におけるワークとの対向部分を速やかに溶融させることが可能なワーク加飾方法及びワーク加飾装置の提供を目的とする。
【解決手段】本発明の転写シート成形装置10は、マイクロ波発生装置52により発生したマイクロ波を成形容器12内に出力するマイクロ波送波部54を備え、マイクロ波が、成形容器12内を反射してホットメルト層fb3におけるワークWとの対向部分に付与される。すると、ホットメルト層fb3に混在したマイクロ波発熱部材Hが発熱し、その熱によってホットメルト層fb3が内部から加熱されて溶融する。このとき、マイクロ波発熱部材Hを含まないワークWは加熱されることはない。
(もっと読む)
エアバッグ
【課題】エアバッグ装置に組み込まれる樹脂製のエアバッグにおいて、さらなる展開膨張に際しての安定性及び迅速性が確保し易くなる、新規な構成のエアバッグを提供すること。
【解決手段】車両に搭載されるエアバッグ装置Mに組み込まれて、ガス充満膨出時に乗員と車内壁との間に乗員拘束緩衝部Bを形成する膨張部12を備えた樹脂製のエアバッグ。膨張部12を軟質樹脂材料でガス充満膨張形状に附形して成形する。該膨張部12は、折り畳み可能な可撓性を有し、さらに、ガス充満膨張形状が、乗員側へ膨出する鉛直断面山形状(湾曲状)とされて、乗員拘束緩衝部Bに肉盗み空間Sを形成する。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
調整可能な触感を有する成形用変性ウレタン
【課題】低温エアバッグ試験において良好に機能し、望ましい触感を有するスラッシュ成形用高分子組成物を提供する。
【解決手段】高分子組成物であって:a)50〜99重量%のウレタンエラストマー;b)0.1〜15重量%のプロピレン共重合体;c)0.1〜25重量%のオレフィン変性された熱可塑性物質;及び、d)0.1〜30重量%のオレフィンブロック共重合体;を含み、スラッシュ成形可能であり、かつ、真空形成可能である高分子組成物。ブロック長さの分布が変動してもよいオレフィンブロック共重合体(OBC)を含む変性剤。OBCが組成物全体の0.1%〜30%の量で存在する。高分子組成物の触感が変性剤の量を調節することにより調整可能である。
(もっと読む)
型として発泡体を使用するアクリルポリマーの熱成形方法、およびそれから成形された製品
本発明は、アクリルポリマー含有シートを型内で加熱することにより熱成形する方法であって、型が(a)加熱されたシートと接触すると劣化する発泡体と、(b)発泡体の劣化を防止するため、シートと発泡体の間に配置される遮熱材とを含む方法に関する。多くの用途では、得られた製品は発泡体を除去せずに使用可能である。また、発泡体は、長距離輸送の際などにアクリルシートを保護する役割を担うことができる。本発明は、また、多層製品に関する。 (もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
多層熱可塑性シート材料およびそれから調製された熱成形物品
本発明は、表面非発泡層Aおよび表面発泡層Bを含み、約0.5〜約20ミリメートル(mm)の総シート厚さを有する、特に熱成形用途、例えば冷蔵庫キャビネットおよびドアライナーに好適な多層シートを提供する。サイクル時間の短縮およびポリマーとエネルギーの節減を含めた熱成形性の向上が与えられる。好ましくは、非発泡熱可塑性ポリマー表面層(A)は、約0.25〜約6ミリメートルの厚さを有し、そして発泡熱可塑性ポリマー表面層(B)は、いずれかの他の発泡ポリマー層とともに少なくとも約五(5)質量%の総密度低下を有し、そしていずれかの他の非発泡層をともに備えた非発泡層の総厚さよりも大きな総厚さを有している。また、熱成形プロセス、熱成形物品、断熱性物品を与える方法および断熱性物品における改善が提供される。  (もっと読む)
(もっと読む)
成型品の形成方法
成形済熱可塑性シートの形成方法は、輪郭および孔を有する内側成形面と、周縁とを有する第1型部とを備える成形装置を用意する工程を備える。少なくとも1つのシート保持器がフレームの上側面に取り付けられる。フレームは、第1型部の少なくとも一部および周縁を取り囲む。各シート保持器は、第1型部の周縁に対して位置決め自在のクランプ部を備える。加熱された熱可塑性シートの第1部分がクランプ部内に保持された状態で、この方法の工程は独立して、逆進可能に横方向に各シート保持器を移動させて、第1型部の周縁に近づくか、および/または、周縁から遠ざからせる工程を備える。シート保持器の位置決めによれば、内側成形面と、最終成型品の様々な部分の厚さを決定する加熱された熱可塑性シートとの接触が局所的に調整される。 (もっと読む)
大動脈内バルーンポンピングカテーテル用バルーン、それを備えたカテーテルおよびバルーンの製造方法
5〜18MPaの100%モジュラスを持つポリエーテル型ポリウレタンをブロー成形して、膜厚が30〜80μmで、長手方向の50%モジュラスが30〜140MPaである大動脈バルーンポンピング(IABP)法に使用されるバルーンを得る。  (もっと読む)
(もっと読む)
燃料電池用燃料サプライ
燃料電池用の燃料カートリッジが開示される。1つの燃料カートリッジは、外側ケーシング、燃料を含有する内側ライナー、および燃料サプライから燃料電池へ燃料を搬送するように適合化されたバルブ要素を含む。外側ケーシングおよび内側ライナーはブロー成型により製造され、燃料が燃料サプライから搬送される際に、内側ライナーが外側ケーシングから引き出される。他の燃料電池カートリッジは、外側ケーシング、燃料を含有する内側ライナー、および燃料サプライから燃料電池へ燃料を搬送するように適合化されたバルブ要素を含む。内側ライナーは外側ケーシングとバルブ要素が位置する領域で外側ケーシングと一体化されている。 (もっと読む)
放射線硬化性積層プレート又はシート
本発明は基盤層少なくとも1つ、及び、50℃未満のガラス転移点を有し、そして、高い二重結合密度を有する放射線硬化性物質を含む最上層を含む、放射線硬化性の積層シート又はフィルムに関する。更に本発明は、前記シート又はフィルムの製造方法及びその使用に関する。 (もっと読む)
1 - 20 / 21
[ Back to top ]