
Fターム[4F208AP05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 検出量又は監視量 (178) | 温度、熱量 (41)
Fターム[4F208AP05]に分類される特許
21 - 40 / 41
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 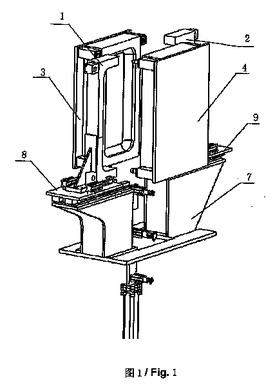 (もっと読む)
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
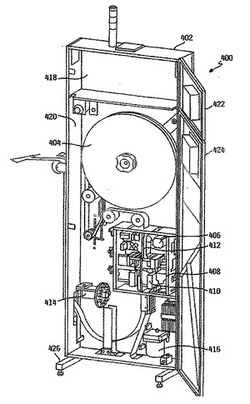
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
樹脂成形加工用クロスヘッド装置

【課題】稼働前の加熱時間を短縮する。稼働後の温度を早期に安定化する。
【解決手段】クロスヘッド(1)を加熱するためのヒータ(2)の近傍および樹脂流路の近傍の2カ所にに熱電対(3,4)を設置し、「2点温度検出+カスケード制御を採用した予測制御」を行う予測加熱制御部(10)によりヒータ(2)を制御する。
【効果】稼働前の状態では、ヒータ(2)で不足のない出力を出させて加熱時間を短縮することが出来る。稼働後の状態では、ヒータ(2)で過不足のない出力を出させて温度を早期に安定化できる。
(もっと読む)
中空成形機
【課題】運転開始の最初から最適なパリソン長を得る肉厚プロファイル補正手段を提供する。
【解決手段】クロスヘッド11における樹脂の温度Tを測定し、温度Tに応じて肉厚プロファイルP(t)を補正する補正手段23,26を具備し、時間遅れがないフィードフォワード制御によりパリソン肉厚を調整するため、運転開始の最初から最適なパリソン長を得ることが出来る。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 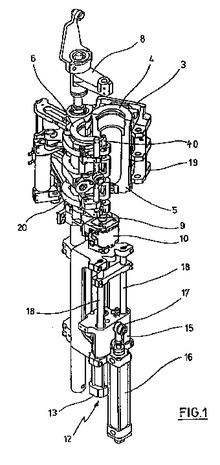 (もっと読む)
(もっと読む)
中空体をブロー成形する装置であって加圧・温度制御された流体の回路を備える装置
【課題】型がそのそれぞれのキャリアから回路が接続解除されたときに高温流体が圧力で噴出する危険性を低減すると同時に、型をそのキャリアに接続することが容易な型を提供する。
【解決手段】取り外し可能な型(3)が流体接続手段(4)を介して接続される少なくとも1つのキャリア(2)と、前記キャリア及び前記型を通過する少なくとも1つの加圧・温度制御された流体の回路(5)と、キャリア(2)に設けられて回路(5)を自動で遮断する手段と、を備え、回路(5)は、少なくとも1つのチャンバ(8)に流体接続されており、チャンバ(8)は、所定の圧力で補助流体を生成する手段(9)によって当該チャンバ(8)に付与された外部圧力に応じた可変容積を有し、所定の圧力は、温度制御された流体の圧力と大気圧との間で調節可能であり、加圧・温度制御された流体は、所定の圧力を用いた減圧によって前記チャンバ(8)内で低減される。
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
容器を加熱するための装置
【課題】プリフォームの加熱装置において、マイクロ波に基づく加熱機器の効率を向上させ、処理量を改善できる加熱装置、方法を提供する。
【解決手段】容器および特にプリフォームを加熱するための装置1に関し、これは、マイクロ波発生器22とマイクロ波導体を有するマイクロ波加熱機器20を備え、容器を輸送する輸送機器12を備える。本発明によれば、この装置は容器を加熱する追加の加熱機器4を備え、この追加の加熱機器は容器の輸送方向においてマイクロ波加熱機器20の上流に配置された予備加熱ユニット4である。
(もっと読む)
プリフォーム検査装置
【課題】プリフォームを真空吸着する際に、吸着ヘッドをプリフォームに押し付けることなくプリフォームを真空吸着することによりプリフォームの高速搬送を可能とするプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、吸着ヘッド25がプリフォーム1の口部1aを真空吸着する際に、吸着ヘッド25とプリフォーム1の口部1aとの間に隙間を有する。
(もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境の広範囲において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
容器を形成するためのプレフォームおよび対応する容器
長手軸(Z)の周囲に延在する側壁(5)と、前記長手軸(Z)に横向きに配置される端部壁(4)とを有し、前記端部壁(4)の1つ地点(A)が、特定の残余溶解エンタルピー(ΔHspec)の値を有する中空の本体(2)を備え、該側壁(5)の少なくとも1つの地点が(B、F、L、O)が、前記値より大きな特定の残余溶解エンタルピー(ΔHspec)の別の値を有する、容器を形成するためのプレフォーム。底部壁(32)によって密封された第1端部区域(33)と、密封手段に係合するのに適した第2端部区域(34)とを有し、前記底部壁(32)の少なくとも1つの地点(A’)が、前記第2端部区域(34)と異なる前記収容本体(31)の地点(B’、F’、L’)の特定の残余溶解エンタルピー(ΔHspec)を著しく下回る特定の残余溶解エンタルピー(ΔHspec)の値を有する収容本体(31)を備える容器。 (もっと読む)
内部付属品を備える燃料タンクの製造方法
内部付属品を備え、分離したパリソンまたは少なくとも2つの部分のパリソンを成形することにより、一体成形されたプラスチック製の壁を有する燃料タンクを製造する方法であって、前記方法は、
a)パリソンが金型を含む鋳型内へ熱で軟化した状態で導入されるステップと、
b)上に付属品が設置されているコアがパリソンの内部に導入されるステップと、
c)パリソンが鋳型の金型へと押し込まれるステップと、
d)付属品がコアを用いて理想的な配置でパリソンに固定されるステップと、
e)コアが取り出され、鋳型が閉じられるステップと、
f)タンクがパリソンから成形されるステップと、
g)タンクが鋳型から取り除かれるステップと
を含む。  (もっと読む)
(もっと読む)
プリフォームを殺菌消毒する方法、及びこれらのプリフォームから殺菌消毒されたボトルを製造するための設備
本発明は、殺菌消毒方法と、この方法により殺菌消毒された複数のプリフォーム(12)をブロー成形することにより殺菌消毒された複数のボトル(14)を製造する設備(10)において、スプレーステーション(28)で、殺菌消毒剤の霧からなるフィルムが少なくとも殺菌消毒される内壁で凝縮することにより堆積するように殺菌消毒剤の凝縮温度(Tc)未満である温度(T1)である各プリフォーム(12)で、殺菌消毒剤の流れ(F)が気化され、また、殺菌消毒剤を気化するための、殺菌消毒部(26)の活性化ステーション(50)で、このように処理された各プリフォーム(12)は、放射により活性化温度(Ta)以上の温度(T2)に加熱され、プリフォーム(12)の少なくとも内壁を殺菌消毒するようにすることを特徴とする殺菌消毒方法と設備とを提供する。  (もっと読む)
(もっと読む)
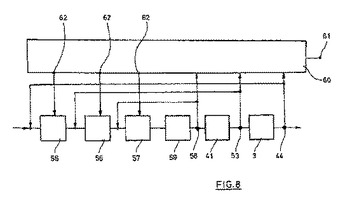
素材分布の異常を修正するための容器のブロー成形機械を制御する方法
本発明は、複数の容器(12)を形成するためのブロー成形機械(18)を制御するための方法に関する。この機械(18)は、制御システム(26)と複数の成形ステーション(22)とを有し、この制御システムは、以下の連続した段階、各容器(12)の重要な部分の質量を評価する段階と、質量変化を検出するようにこの評価された質量を参照質量と比較する分析段階と、この質量変化に基づいて予備成形の並びに/もしくは延伸の並びに/もしくはブロー成形のパラメータが変更される修正段階と、を有する制御サイクルを反復して実行することを特徴とする。  (もっと読む)
(もっと読む)
加熱ステーションを備え、特には連続運転される熱成形機械を起動する方法、及び、該熱成形機械を停止させる方法
【課題】加熱ステーションを備え、特には連続運転される熱成形機械を起動する方法において、熱形成シートの廃棄分を低減または完全になくすことができるようにする。ここで、停止状態においては遮蔽板(8)が熱源(6)と成形シート(4)との間へと移動している。
【解決手段】成形シート(4)が停止状態から定常の送り速度に達するまでの加速進行過程が一定に定められている。成形シート(4)の送り方向とは逆へと遮蔽板(8)を加熱ステーション(1)から引き離す加速進行過程は、遮蔽板(8)によって遮光されない成形シート領域が、通常運転時の成形シートの滞留時間Dの間に、遮蔽板(8)の送り方向前方端(9)から加熱ステーションの終端にまで送られるように設定される。。
(もっと読む)
被覆方法と被覆された物体を形成する装置
1または複数の層を有する被覆物体(物品)を製造するために使用される方法および装置。当該層は浸漬被覆、スプレー被覆またはフロー被覆によって適用されることができる。当該装置および方法は、被覆されたプリフォームから、被覆された容器、好ましくは、ポリエチレン・テレフタテレートを含む容器を製造できる。ある装置構成において、当該装置および方法は、被覆の損傷の危険を低減し、それゆえ、最終的な容器の効力を増加させる、エネルギー的に効率の良い方法で被覆される容器またはプリフォームを製造することを可能にする。 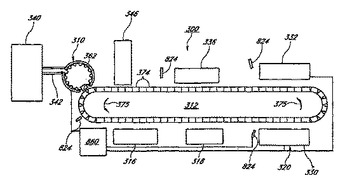 (もっと読む)
(もっと読む)
延伸ブロー成形操作中の熱可塑性プリフォームの内側表面温度および外側表面温度の両方を測定し、制御するための方法および機器
各プリフォームの断面内の温度分布がブロー成形操作前に最適化されるように、プリフォームを状態調整する延伸ブロー成形システムが提供される。システムは、システムの熱状態調整セクション全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度の両方を直接モニタすることができる温度測定および制御システムを有する。  (もっと読む)
(もっと読む)
21 - 40 / 41
[ Back to top ]