
Fターム[4F208LB13]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (1,807) | 予め形成された挿入物等との一体化成形 (305) | 表面材との一体化 (50)
Fターム[4F208LB13]に分類される特許
1 - 20 / 50
樹脂成形体
【課題】より簡単な作業で、基材の側面および裏面を表皮材で覆うことができる樹脂成形体を提供する。
【解決手段】樹脂成形体20は、合成樹脂製の基材21と、基材21の表面側に設けられる表皮材22と、基材21の側面23に一体成形されるヒンジ25と、ヒンジ25に一体成形されて基材21の裏面33に折り返される板状の折り返し片26と、表皮材22で構成されてヒンジ25および折り返し片26の表面に圧着される表皮片27と、基材21に設けられて折り返し片26を逃がす凹み28と、を有する。
(もっと読む)
積層パネル

【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
貼り合わせブロー成形体及びその製造方法
【課題】一方の壁から他方の壁に達する補強用リブが形成された2重壁ブロー成形体の前記一方の壁の表面に表皮シートを貼り合わせた貼り合わせブロー成形体において、表皮シートがブロー成形体の表面に均一に広がり、かつブロー成形体が表皮シートの間から露出しないようにして、外観性を改善する。
【解決手段】補強用リブが内側に溝を有する凹状リブ15であり、凹状リブ15は長さ方向に沿って交互に形成された第1リブ17と第2リブ18からなる。第1リブ17の先端は壁14の内側に溶着している。表皮シート12は、凹状リブ15の溝(第1リブ17の溝23,第2リブ18の溝27)内に入り込み、溝の両壁に貼り合わされている。表皮シート12は、第1リブ17の溝23の箇所では溝23の長さ方向に沿って切れ目32が形成されている。第2リブ18の溝27の箇所では表皮シート12に切れ目29がなくつながっている。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
サンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法、ならびにサンドイッチパネルおよびサンドイッチパネルの成形方法
【課題】サンドイッチパネルの用途に応じた外形形状および内部構造を所望に実現可能なサンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法を提供する。
【解決手段】2枚の樹脂製表皮材シート12の間に介在するサンドイッチパネル用熱可塑性樹脂製芯材13であって、該熱可塑性樹脂製芯材13は、サンドイッチパネル10の用途に応じて、その内部の所望の位置に密閉中空部を有するとともに、所望の外形および/または表面形状を呈するように、2つの分割形式の金型の間に位置決めした溶融状態の可塑化樹脂材料のパリソンPを2つの分割形式の金型を型締めすることにより成形され、溶融状態のパリソンPの2つの分割形式の金型それぞれに向かって押圧される表面が、対応する樹脂製表皮材シート12との接着面を形成する、ことを特徴とするサンドイッチパネル用熱可塑性樹脂製芯材13。
(もっと読む)
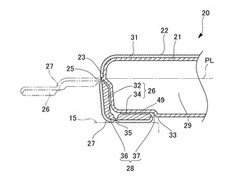
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
シート付きパネル
【課題】シート付きパネルを熱可塑性樹脂のブロー成形によって形成するにあたって、パネル基板を薄肉化して軽量化でき、外観も美麗であるシート付きパネルを提供する。
【解決手段】内側に10000MPa以上の引張り弾性係数を有する高剛性繊維からなるシート2を、外側に5000MPa以下の引張り弾性係数を有する低剛性繊維からなるシート3を成形同時張りするので、パネル基板を薄肉化して軽量化してもチョップドストランドマットの高剛性によってパネル全体の曲げ剛性を低下させることがない。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
複合容器及びその製造方法
【課題】複合容器を簡易に製造する。
【解決手段】所定箇所に切欠(7)を有する外側容器(2)と、加熱した内側容器のプリフォーム(1a)とを、内側容器の成形型(10)内に装填し、次に、プリフォームを内側容器にブロー成形することにより、内側容器を外側容器の内面に密着させると同時に、内側容器に切欠内に突出する膨出部を形成する。内側容器の成形、及び内側容器と外側容器との一体化が同時に完了する。従って、複合容器の製造工程を簡略化、迅速化し、製造コストを低減することができる。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
パネルおよびその製造方法
【課題】表皮シート端末の剥がれが生じ難いパネルを提供する。
【解決手段】本発明にかかるパネル(1)は、表皮シート(7)が上面(2)に貼着されるパネル(1)であって、上面(2)の端部に段部(10)を有し、上面(2)と段部(10)との境界部分が曲面形状で形成されていることを特徴とする。
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法
【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮廃棄でき、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムを容器に巻回してなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。
h(avg)>T/100 ・・・(1)
(もっと読む)
樹脂製パネルの製造方法
【課題】補強材の位置決めが的確にでき、ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルの製造方法を提供する。
【解決手段】 まず、分割金型(13,13)間に樹脂(12)を配置する。次に、補強材(9)と発泡体(8)とを分割金型(13,13)間に配置して型締めし、補強材(9)と発泡体(8)とが樹脂(12)に内装され、且つ、補強材(9)に対向する少なくとも2つの周囲壁と補強材(9)との間に発泡体(8)が介在した樹脂製パネルを成形する。
(もっと読む)
樹脂製パネル及びその製造方法
【課題】ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルを提供する。
【解決手段】補強材(9)と予め成形した発泡体(8)とが樹脂(2,3,4)に内装された樹脂製パネル(1)であり、補強材(9)と発泡体(8)との間に隙間が形成されている。
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 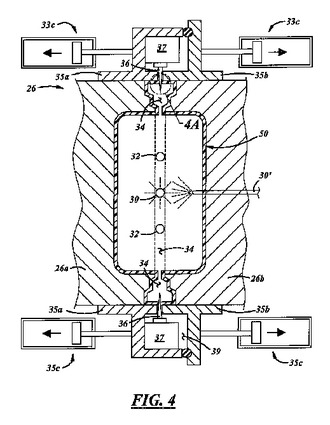 (もっと読む)
(もっと読む)
折りたたみパネル
【課題】
従来の折りたたみパネルは上方に180度折り曲げることのみを目的とし、下方への折り曲げを想定しないものであった。また、無理やり下方に折り曲げたとしても従来の方法では、パネルの厚みに邪魔されて180度折り曲げることはできないという欠点があった。即ち解決しようとする課題は、従来の折りたたみパネルは、上方、下方共には180度折り曲げることができないという点である。
【解決手段】
折りたたみパネルに第1のパネルと、第2のパネルと、第1のパネルと第2のパネルの中間に位置しほぼ長方形の中間部と、第1のパネルの上端と中間部とを繋ぐ第1のヒンジ部と、第2のパネルの下端と中間部とを繋ぐ第2のヒンジ部とを有し、第1のヒンジ部と第2のヒンジ部とが中間部のほぼ長方形の同一対角線上に位置して、折り縮みさせた状態で第1のパネルと、中間部と、第2のパネルがほぼ均一なパネル厚みで整列させることにより前記課題を解決した。
(もっと読む)
発泡ブロー成形体及びその製造方法
【課題】均質な大きさの気泡セルを有し、軽量で、表面の平滑性が高い発泡ブロー成形体及びその製造方法を提供すること。
【解決手段】本発明は、発泡剤を混合させた熱可塑性樹脂をブロー成形することにより形成される壁部からなる発泡ブロー成形体1において、壁部が複数の気泡セルを複数含んだ独立気泡構造であり、壁部の発泡倍率が2.0倍以上であり、壁部の外側の面の中心線平均粗さRaが9.0μm未満であり、且つ壁部の厚み方向における気泡セルの気泡径の標準偏差が40μm未満である発泡ブロー成形体1である。
(もっと読む)
インモールド成形用ラベル
【課題】容器に貼着した際に、容器の形状を損ねることなく、且つラベルの外観も損ねることがない、透明なインモールド成形用ラベルを提供する。
【解決手段】融点が105〜170℃であるα−オレフィン系共重合体と、結晶性プロピレン系樹脂とを含む樹脂組成物よりなる延伸フィルムの基材層(A)に、ヒートシール層(B)を積層する。
(もっと読む)
積層樹脂成形品及びその製造方法
【課題】 積層樹脂成形品に引きつれのような形状歪みが生じないようにして、特に成形精度が高く、剛性及び軽量性に優れた積層樹脂成形品を得る。
【解決手段】 分割形式の成形金型5、5間に、予め成形した定形の樹脂芯材2と、この定形の樹脂芯材2を挟んで対向させた外皮となる樹脂シート6、6と、この外皮となる樹脂シート6、6と金型のキャビティ9、9との間に断熱性シート4、4を介在するように配置する。次いで成形金型5、5を型締めして定形の樹脂芯材2に対し外皮となる樹脂シート6、6及び断熱性シート4、4を溶着させ積層構造とする過程で、外皮となる樹脂シート6、6と成形金型5、5のキャビティ9、9間に断熱層を形成して積層樹脂成形品を成形する。
(もっと読む)
1 - 20 / 50
[ Back to top ]