
Fターム[4F208LG15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 部分の形状、構造 (385) | 底部 (71)
Fターム[4F208LG15]に分類される特許
21 - 40 / 71
プリフォームおよびプラスチックボトル

【課題】プラスチックボトルの座屈強度を高めるとともに、重量を軽量化することが可能なプリフォーム、およびこのようなプリフォームにより作製されたプラスチックボトルを提供する。
【解決手段】プリフォーム10は、底部外面13aと底部内面13bとを有する底部13と、胴部外面12aと胴部内面12bとを有する胴部12と、口部11と、首下部14とを備えている。胴部12の肉厚t3は底部13の肉厚t4より大きくなっており、底部外面13aと底部内面13bは、その断面が各々同心状の円弧Ca、Cbを有している。また胴部内面12bは、その断面が底部内面13bの円弧両端13sに接続された一対の平行線Pb1、Pb2からなり、胴部外面12aは、その断面が底部外面13aの円弧両端13tに外方へ延びる一対の段部21aを介して接続された一対の平行線Pb3、Pb4からなっている。
(もっと読む)
延伸ブロー成形用プリフォーム

【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
樹脂容器成形用プリフォーム
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
ブロー成形容器と成形方法
【課題】ダイレクトブロー成形品の胴部を、四角螺旋筒状に構成することにより、四角螺旋筒体の外観体裁の面白味を、容器の外観体裁として有効に発揮できるようにする。
【解決手段】ボトル状の合成樹脂製ダイレクトブロー成形品において、胴部3の各稜線5を同一の螺旋状に形成し、四つの前記稜線の内、対向した二つの稜線上にパーティングラインPを位置させ、パーティングラインにより、胴部の外観が損なわれないようにした。
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
高温充填用容器
本発明は、PET容器の製造および高温充填方法に関し、次のステップ:
a)ブロー成形され得るPETプリフォームを用意すること;
b)容器を形成するために金型のキャビティ内でプリフォームをブロー成形すること;
c)金型キャビティから容器を取り出すこと;
d)容器に液体を充填し、その温度は80℃より高いこと;
e)漏れ防止の態様で容器をシールすること;
f)容器を殺菌および冷却すること;ならびに
g)容器を収縮させること、
を含み、次の特徴:
−ステップa)において、テレフタル酸に基づくコポリマーからなるPETプリフォームが使用され;
−ステップa)において、プリフォームの少なくとも1部分は110℃より高い温度である;
−ステップb)で使用される金型の温度は、65℃以下である;
−ステップg)の間、容器は、収縮を創り出し、容器の容量を減少させるために、容器の少なくとも1部分において、1〜5秒間、600〜1000℃の温度に加熱される、
を有する。本発明は、さらに上記の方法を用いて得られた容器に関する。
(もっと読む)
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器
本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
容器、金型、および製造方法
【課題】複数容器を縦方向に連結するともに、側面方向の凹部と凸部とをはめ込むそれぞれの容器をブロー成形する場合に、接続されたそれぞれの容器の側面の頸部の雄ねじ部と、底部に設けた雌ねじ部との相対角度の変動を抑制する。
【解決手段】底部、その底部に立設された筒状の側壁、およびその筒状の側壁を先端部で絞り外面に雄ねじ部を設けた頸部を有し内容物を収容する収容部と、底部に埋め込まれ、雄ねじ部に適合する雌ねじ部を有し、雄ねじ部の構成を含む他の容器の頸部をねじ入れ可能な受容部と、を備える。頸部の雄ねじ部下端から底部方向の位置には、円周形状の一部を欠いた適合溝付きつば部がさらに設けられ、受容部は、円筒形の上端を閉塞する天井部を有し、天井部の少なくとも内壁には段差が形成され、その段差に適合する段差を有する支持台に載置されたときに円筒形の中心軸周りの回転を阻害するようにすればよい。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5を、口部2と、胴部16とによって構成し、胴部16を、ボトル胴部3を成形する筒状の胴部形成部17と、ボトル底部4を成形する半球状の底部形成部18と、ボトル底部4の一部に下方に膨出して反転凹入自在に延伸された肉厚寸法0.3〜0.7mmの膨出部10を成形する膨出部形成部20とによって構成する。膨出部形成部20の肉厚寸法を1.5〜3.5mmとし、且つ、膨出部10の肉厚寸法が膨出部形成部20の肉厚寸法の10〜40%となる関係を有するように膨出部形成部20の肉厚寸法を設定する。
(もっと読む)
容器成形用プリフォーム、容器、及び容器の製造方法
【課題】 プリフォームをカップ状又はツボ状の容器形状にブロー成形するに際して、成形された容器胴部に延伸部材が接触した痕が現れないようにして、外観良好な容器を成形することができる容器成形用プリフォーム、そのようなプリフォームを成形してなる容器、及び容器の製造方法を提供する。
【解決手段】 成形に際して延伸部材20が最初に接触する部位X1から、型締め把持部3に至る直前の部位X2までの範囲において、延伸部2aの中心軸Cを含む面Pと、延伸部2aの延伸部材20と接触するプリフォーム内曲面との交線Lに対して、切り口が垂直に交わるようにして延伸部2を周方向に沿って切断していった断面Sの面積が、ほぼ一定となっているか、又は延伸部材20が最初に接触する部位X1で最も大きくなるように、延伸部2の肉厚分布を調整する。
(もっと読む)
インジェクションブロー成形瓶およびその金型
【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
インサート成形されたRFIDタグを有する成形プラスチック容器及び製造方法
プラスチック容器が、開口端(24)と、基部(26)を含む無孔容器壁と、容器壁において外向きに開くポケット(46)と、ポケット内に配置されたプラスチックハウジング内のRFIDタグ(34)とを有する。RFIDタグを含むハウジングは、ハウジング周囲に容器壁をブロー成形することによりポケット内に捕捉されることが好ましい。ポケット及びハウジングは、好ましくは容器の開口端に対向する容器の基部に、最も好ましくは基部の中央に配置され、ハウジングは、ポケット内への外側開口部を通して容器基部で目に見えることが好ましい。 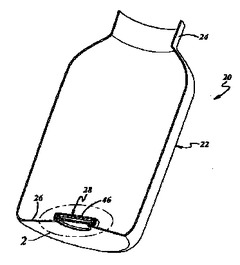 (もっと読む)
(もっと読む)
ブロー成形容器
【課題】 ブロー成形された積層剥離プラスチック容器の底部の、食い切り成形された底シール部における底リブを構成する一対のリブ片の耐剥離強度を、充分に高めることにより、積層剥離プラスチック容器の底割れの発生を強力に防止し、良好な使用状態を安定して維持することを目的とする。
【解決手段】 ブロー成形された積層剥離プラスチック容器1の底部7の底シール部14を、一対のリブ片15を重合圧着した底リブ16で構成し、底リブ16に、一方のリブ片15から他方に食い込む食い込み部17を複数設け、この食い込み部16の穴面部分に、底面と一体に膨出部18を設け、食い込み部16の穴面に角部16aを設けて、食い込み部16の穴形状を複雑化して耐底割れ強度を高める。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
改良型プラスチック・プリフォーム
ブロー成形プロセスによって中空体を製造するためのプラスチック材料のプリフォーム(1)であって、開放端(2)、及び閉鎖端(4)を有する実質的に円筒形の中心体(3)を含むプリフォーム(1)。前記閉鎖端(4)の中心領域に相当する箇所に、前記プリフォーム(1)から外側へ突出する中空の突起(5)であって、前記プリフォーム(1)の引き伸ばし棒の先端を内部に収容可能な中空の突起(5)を備える。前記中空の突起(5)と、前記プリフォームの閉鎖端(4)の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。 (もっと読む)
21 - 40 / 71
[ Back to top ]