
Fターム[4F208LH01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 前処理、コンディショニング装置 (54)
Fターム[4F208LH01]に分類される特許
21 - 40 / 54
飲料充填方法及び装置

【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら水蒸気Wを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
換気プレナムを有するプリフォームの熱的な条件付けのためのオーブン

【課題】空気分配チャンバを有するプリフォームの熱的な条件付けのためのオーブンを提供する。
【解決手段】熱可塑性樹脂製プリフォームを加熱するオーブン10は、空気吸入口ポート22aを有する空気吸入口ゾーン16aとプリフォームを加熱するためのゾーン16bから構成される。空気吸入口ゾーン16aは、複数の換気モジュール36及び空気吸入口ポート22aとの間に挿入された、空気分配チャンバ18(プレナム18と呼ばれる)を有し、プリフォームを加熱するゾーン16bは、吸入口ゾーン16aから来る空気の流れAをプリフォームへ導く換気モジュール36ゾーンと空気抽出ダクト68を有する空気抽出ゾーン16cとから構成され、プリフォームを冷却するための空気の流れAによって、最も冷たいゾーンから最も熱いゾーンへの熱勾配に従って、各ゾーンを通って上方向に、生じる。
(もっと読む)
熱可塑性材料で作られたプリフォームの熱的調整のための改良された炉
本発明は、熱可塑性材料で作られたプリフォームの熱的調整のための炉(10)に係る。この炉は、少なくとも一つの冷却回路(16)と、加熱領域(16b)と、空気抽出領域(16c)と、を有し、前記冷却回路は、空気流れ循環を使用し、順を追って上流側から下流側へ、少なくとも一つの冷却空気吸入領域(16a)を通って延び、前記加熱領域の中に、プリフォーム加熱手段(22)が設けられ、冷却空気流れが換気手段により発射され、前記空気抽出領域に、少なくとも一つの空気抽出ダクト(42)が接続されている。この炉の特徴は、当該炉が、閉じ込めハウジングを有し、この閉じ込めハウジングは、前記空気抽出ダクトから少なくとも前記加熱領域まで延び、空気中の汚染粒子による当該炉の内側の汚染を防止するため、当該炉の外側から、少なくとも前記加熱領域を絶縁することが可能であることにある。 (もっと読む)
滅菌室を備えたプラスチック材料プリフォームを成形するための装置
プラスチック材料プリフォーム(10)を成形するための装置(1)を開示する。装置(1)は運搬装置(2)を有し、運搬装置(2)に複数のブロー成形ステーション(8)が配置される。ブロー成形ステーション(8)の各々はブロー成形金型を含み、ブロー成形金型の内部にて、プラスチック材料プリフォーム(10)がプラスチック材料容器(20)に成形される。装置(1)は、さらにクリーンルーム(6)を有し、クリーンルーム(6)内でプラスチック材料プリフォーム(10)が運搬可能とされる。ブロー成形ステーションが設けられた運搬装置(2)の一の領域がクリーンルーム(6)内に配置され、運搬装置(2)の少なくとも1つの他の領域がクリーンルーム(6)の外側に配置される。
 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 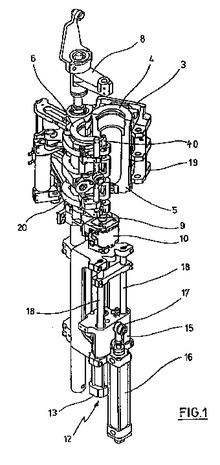 (もっと読む)
(もっと読む)
プラスチック材容器のためのコンベアシステム
プラスチック材の容器の予備成型品(30)のためのコンベアシステムであって、前記予備成型品をブロー成型機械に運搬するためのシステムであり、あらかじめ定められた参照システムに対して容器を正しい角度に配置するためのシステムを備え、前記予備成型品をコンベアラインに積載するステップから、ブロー機械で前記容器をブローするステップまでの間、前記予備成型品を正しく位置づけることができる。前記容器を正しく配置する、付随する方法がより詳細に述べられるが、それは、このシステムで実行してもよい。 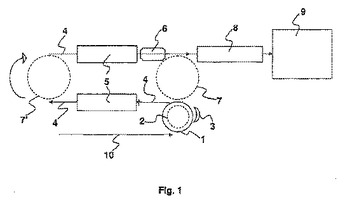 (もっと読む)
(もっと読む)
容器を加熱するための装置
【課題】プリフォームの加熱装置において、マイクロ波に基づく加熱機器の効率を向上させ、処理量を改善できる加熱装置、方法を提供する。
【解決手段】容器および特にプリフォームを加熱するための装置1に関し、これは、マイクロ波発生器22とマイクロ波導体を有するマイクロ波加熱機器20を備え、容器を輸送する輸送機器12を備える。本発明によれば、この装置は容器を加熱する追加の加熱機器4を備え、この追加の加熱機器は容器の輸送方向においてマイクロ波加熱機器20の上流に配置された予備加熱ユニット4である。
(もっと読む)
高められた再加熱特性のポリプロピレンの成形
【課題】再加熱剤剤入りポリプロピレン組成物の提供。
【解決手段】ポリプロピレン組成物を形成するためのポリプロピレン中への再加熱剤の反応押出配合であって、再加熱剤が還元剤による金属化合物の金属状態へのインサイチュー化学的還元によってかかる反応押出配合中に生成され、そのように生成された再加熱剤が10nm〜100ミクロンの範囲のサイズを有する粒子の形にあり、かつ、かかる粒子が前記ポリプロピレンの全体にわたって一様に分配される配合を含む再加熱剤を含有するポリプロピレン組成物の製造方法。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 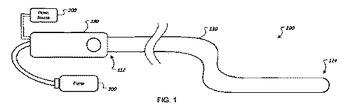 (もっと読む)
(もっと読む)
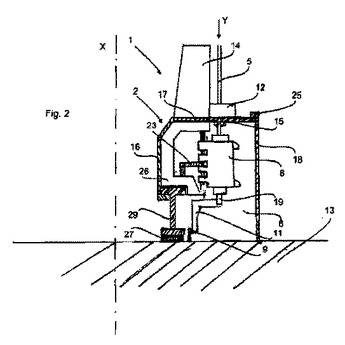
熱可塑性容器を製造する型及びこのような型が設けられた延伸ブロー成形装置
ブランクをブロー成形または延伸ブロー成形することによって熱可塑性材料で形成された容器を製造する型であって、型は、上記ブランクのリムを受けることを目的とした成形キャビティ(3)の開口部に位置する座部(8)と、上記リムを冷却する冷却手段と、を有し、上記冷却手段と型の肩部における陥凹部(5)との間において、上記型は、熱の逃げ道を断絶する断熱手段を有する。リムを冷却する冷却回路は、型のキャビティ(3)における開口部を囲むように取り付けられた蓋部(13)にエッチング加工されており、このエッチングされた部分は、断熱部として機能する片(15)に密閉した態様で載置される。  (もっと読む)
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 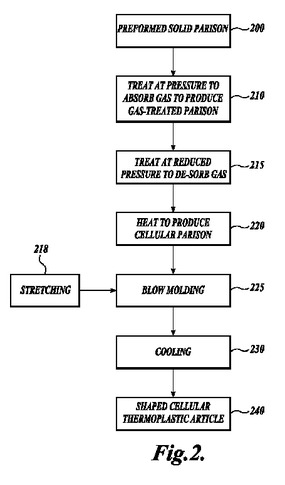 (もっと読む)
(もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
容器製造を目的としたプリフォーム加熱方法および加熱装置
プラスチック製プリフォーム(1)を材料とする容器製造のための前記プリフォーム(1)の加熱方法は、前記プリフォーム(1)を所定の経路に沿って、前記プリフォーム(1)の軸(A)周囲を回転させて搬送する工程と、前記プリフォーム(1)を前記経路に沿って赤外線放射源(11)により加熱する工程とを備え、前記放射される赤外線の強度は、前記プリフォーム(1)における少なくとも1個の角度領域(7、7a、7b)を局所加熱するよう前記経路に沿って制御されることを特徴とする。更に、プラスチック製プリフォームを加熱する加熱装置について特許請求する。 (もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
該捨袋の相対する二壁の一方の壁から他方の壁に向かって窪ませた凹部の先端を該他方の壁に溶着させて中空リブを形成することによって、該捨袋全体の剛性を高くし、塑性切断に際して該捨袋や該吸気管が変形しないようにした。
(もっと読む)
容器製造装置および容器製造方法
本発明は、予備成型品(5)でできた合成樹脂容器、特に瓶(7)、小さい樽、およびその他のPET製容器を製造するための容器製造装置(1)に関する。前記容器製造装置(1)はブロー成形機と適切な搬送装置(2,3,4,6)を備えている。ブロー成形機にはあるいはブロー成形機上には、少なくとも一つの照射光発光器が取り付けられており、および/または照射光発光器がブロー成形機の少なくとも一部の領域に向けられている。さらに本発明はブロー成形機のための相当する滅菌方法にも関する。  (もっと読む)
(もっと読む)
容器を製造するための方法及び装置
プラスチック物品を製造するための装置(1000)及び方法。装置は、少なくとも1つのパリソン(600)を押し出すよう配置された押出成形機(100)と、パリソンコーティングシステムと、押出パリソンを受容するよう配置された金型(300)とを備える。パリソンコーティングシステムは、粉末材料源(210)と、粉末材料源と相互接続された流体源(220)と、相互接続された流体源と粉末材料源とに接続されたノズル(230)とを備える。ノズルは、押出パリソンと相互作用するスプレーパターンで粉末材料を散布するよう配置される。方法は、プラスチックパリソンを押し出す工程と、パリソンに粉末材料コーティングを施す工程と、コーティングされたパリソンを金型キャビティに入れる工程と、コーティングされたパリソンをキャビティの境界まで膨張させる工程とを含む。 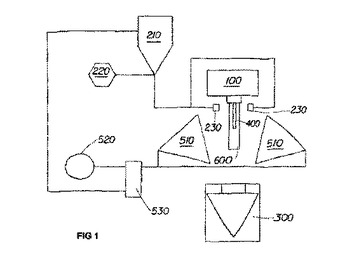 (もっと読む)
(もっと読む)
プリフォームの整列搬送装置およびその整列搬送方法
【課題】射出成形が高速化されても十分な時間を確保して後工程に整列させて搬送することができるプリフォームの整列搬送装置およびその整列搬送方法を提供すること。
【解決手段】射出成形用の金型から取り出された有底筒状のプリフォームP1,P2を、底部を下方に突出させて支持するプリフォームパレット20を設け、このプリフォームパレット20に、2ショット分の射出成形プリフォームP1,P2の個数8列36個のプリフォーム支持部を設けるとともに、プリフォーム支持部の交差する列および行の2方向の配列のうち行方向を金型ピッチより拡大および収縮可能に設ける一方、2回分の射出成形プリフォームをずらして搭載して射出成形のサイクルタイムの2倍で間欠搬送可能に構成する。 配列ピッチを縮小して高密度化を図って整列させることでコンパクト化を図り、サイクルタイムの2倍の時間を確保して後工程に搬送できるようになる。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを熱調整した後、該パリソンをブロー成形型内部で引伸ばし棒によって延伸させ、ブロー成形圧を作用させることによって容器に成形する。電子機械的引伸ばし棒駆動部を使用して引伸ばし棒の位置決めの設定を行なう。サーボモータのモータ軸の回転運動を、機械的連結装置によって引伸ばし棒の往復運動に変換する。 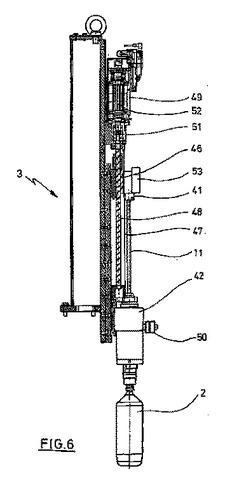 (もっと読む)
(もっと読む)
予備成形品を殺菌する方法および装置
【課題】予備成形品を殺菌する方法および装置であって、小滴の出現につながらない方法および装置を提案する。
【解決手段】本方法は少なくとも、
殺菌用製品によって殺菌すべき予備成形品の少なくとも内壁15を覆うように、気化された殺菌用製品を含む殺菌蒸気の流れを殺菌すべき予備成形品に向けてスプレーするステップと、
予備成形品を殺菌用製品に対する活性化温度Taに、またはそれより高い温度T2に持っていくために、殺菌用製品によって覆われた予備成形品を、放射によって加熱するステップとを含む。
殺菌蒸気の流れのスプレーは保護チャンバ40内で行われ、加熱は保護チャンバ40の外側で行われ、殺菌蒸気の流れは、殺菌すべき予備成形品の少なくとも内壁15上に殺菌用製品の凝縮物48の実質的に均一なフィルムの堆積を、凝縮によって生じさせるような方式での、予備成形品12上への気化された蒸気のジェットFの形態である。
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
21 - 40 / 54
[ Back to top ]