
Fターム[4F208LJ14]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | 移送 (333) | 把持 (83)
Fターム[4F208LJ14]に分類される特許
21 - 40 / 83
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法

【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
キャリアの殺菌を含む容器の処理のための装置
【課題】プラスチック予備成形物を容器へと成形する装置を提供する。
【解決手段】所定の搬送経路Pに沿って容器10を搬送する搬送装置2を備えており、該搬送装置2が、容器10を保持するための複数の保持部材4を有しており、該保持部材4が前記所定の搬送経路Pに沿って搬送される。本発明によれば、前記装置が、前記保持部材4を少なくとも一部分において殺菌するための清掃装置8を備えている。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 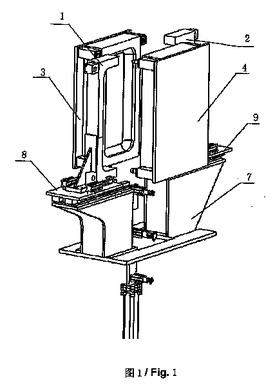 (もっと読む)
(もっと読む)
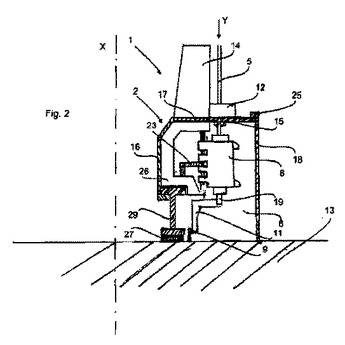
移送装置
パリソン3およびボトル2等の物体を移送する装置は、所定の軸Xを中心に回転する回転台10と、物体2,3用のピックアップエレメント14と、回転台10に接続されたピックアップエレメント14用のサポートアーム16と、サポートアーム16およびピックアップエレメント14を案内するカム12と、を備え、ピックアップエレメント14は、回転台10に対する少なくとも3つの自由度を有し、カム12は、所定の経路に沿ってピックアップエレメント14を移動させるように、所定の数のトラック22,23,24を有し、カム12は、固定部分25と、該固定部分に接続される少なくとも1つの取り外し可能部分26と、を有し、取り外し可能部分26は、所定の形状を有し、当該取り外し可能部分26の形状と異なる形状を有する他の取り外し可能部分と交換可能である。  (もっと読む)
(もっと読む)
熱可塑性材料から物品を製造する方法
【解決手段】本発明は、チューブ型の予備成型物が、マルチパートブローモールドの中に取り込まれ、膨張させられ、適用される圧力差により形成される、熱可塑性材料から物品を製造する方法であって、前記予備成型物の形成の前に、少なくとも1つのインサートが、第1保持手段により前記予備成型物の中に取り込まれ、前記予備成型物の形成前に、前記予備成型物は、前記予備成型物の壁に貫通する少なくとも1つの第2保持手段により引き継がれ、前記第2保持手段はブローイングピンとして形成され、前記予備成型物の膨張及び再成型は、前記第2保持手段と共に圧力媒体の適用により開始される方法に関する。 (もっと読む)
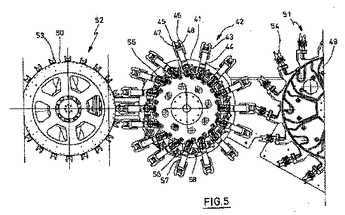
容器をブロー成形し充填するための方法および装置
本発明による方法と装置は、容器をブロー成形して充填するために用いる。パリソンをまず熱コンディショニングし、次にブロー成形型内部でブロー圧を作用することにより容器に成形する。ブロー成形した容器を、その搬送経路の少なくとも一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。前記受け渡しホイールは、容器製造用のブローモジュールと容器充填用の充填モジュールとの間の連結部の少なくとも一部を成している。容器の搬送方向において前記受け渡しホイールの前方に前記ブローモジュールの搬出ホイールは容器用の担持要素を備え、前記搬送方向において前記受け渡しホイールの後方に前記充填モジュールの搬入ホイール(50)が容器(2)用の担持要素(54)を備えている。前記受け渡しホイール(41)の領域における前記担持要素(42)の数量を生産速度に依存して変化させる。
 (もっと読む)
(もっと読む)
ボトルおよびプリフォーム
【課題】既設の平板状グリッパを変更することなく、口栓部の肉厚を小さくして全体の軽量化を図ることができるボトルおよびプリフォームを提供する。
【解決手段】一対の平板状グリッパ30に挾持されるボトル10は、外ねじ13を有する口部12と、カブラ16およびサポートリング17を有する口栓部15と、ボトル本体11とを備えている。口栓部15のカブラ16とサポートリング17との間の外面に凹状環状面18が形成されている。凹状環状面18を構成する曲線18aは、グリッパ30の上端および下端に当接する上方当接点31および下方当接点32を有し、凹状環状面18と口栓部内面15aとの距離は、1.000mm〜1.985mmとなっている。
(もっと読む)
プレフォームのボディを加熱する加熱システム及び方法
本発明は、第1の表面2及び第2の表面4により境界づけられている物質厚さを持つプレフォームのボディ1を加熱するための加熱システム13を説明する。加熱システム13は、多くの指向された光ビーム17を放射する光源装置12と、第1の表面2と第2の表面4との間の長めの経路19に沿って光が基本的にガイドされるように、少なくとも特定の最小期間の間、前記光源装置12からの光を特定の方向に意図的にボディ1へ入力させる入力結合装置15、21とを少なくとも有する。更にまた、本発明は、プレフォームのボディ1を加熱する方法に関する。  (もっと読む)
(もっと読む)
プリフォーム用吸着ヘッド、並びにこれを用いたプリフォーム搬送装置及びプリフォーム検査装置
【課題】比較的簡単な構成で従来よりもプリフォームの保持及びその保持の解除に要する時間を短縮できるプリフォーム用吸着ヘッドを提供する。
【解決手段】吸着ヘッド20の第1収容室26a内にピストン部22を上下動自在に嵌め合わせるとともにプリフォーム100内に挿入する突出部23を連結し、これらピストン部22及び突出部23をコイルばね24で上方に押し付ける。ピストン部22の下方には、第1減圧室36が上方には第1減圧室36より断面積が小さい第2減圧室37が設けられるとともに、これら減圧室36、37が吸着ヘッド20の軸線CL上に配置された共通の吸引路44に接続されている。吸引路44を介して吸引口20cから空気が吸引されると第1減圧室36と第2減圧室37との断面積差に応じて生じた駆動力によりコイルばね24に抗してピストン部22及び突出部23が下降し、下面21aから突出部23のコーン部23cが突出する。
(もっと読む)
プリフォーム搬送プラグ、ブロー成形機及びプリフォーム搬送プラグの交換方法
【課題】 ブロー成形機への着脱を、工具等を要せずにワンタッチで行うことができるプリフォーム搬送プラグ、それを用いたブロー成形機、及びブロー成形機でのプリフォーム搬送プラグの交換方法を提供すること。
【解決手段】 搬送部材360に取り付けられて、プリフォーム10を搬送するプリフォーム搬送プラグ100は、搬送部材360に支持される基部110と、基部に対して着脱される着脱部210を含み、プリフォーム10のネック部12を保持するプリフォーム保持部200とを有する。着脱部210は、基部110に係止される被係止部211を含む。基部110は、被係止部211を係止する係止部111と、被係止部211が係止部111により係止される係止状態を維持する第1位置P1と、その係止状態を解除する第2位置P2とに移動される移動部材120と、移動部材120を第1位置P1に維持するように移動付勢する付勢部材130とを含む。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
滅菌室を備えたプラスチック材料プリフォームを成形するための装置
プラスチック材料プリフォーム(10)を成形するための装置(1)を開示する。装置(1)は運搬装置(2)を有し、運搬装置(2)に複数のブロー成形ステーション(8)が配置される。ブロー成形ステーション(8)の各々はブロー成形金型を含み、ブロー成形金型の内部にて、プラスチック材料プリフォーム(10)がプラスチック材料容器(20)に成形される。装置(1)は、さらにクリーンルーム(6)を有し、クリーンルーム(6)内でプラスチック材料プリフォーム(10)が運搬可能とされる。ブロー成形ステーションが設けられた運搬装置(2)の一の領域がクリーンルーム(6)内に配置され、運搬装置(2)の少なくとも1つの他の領域がクリーンルーム(6)の外側に配置される。
 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 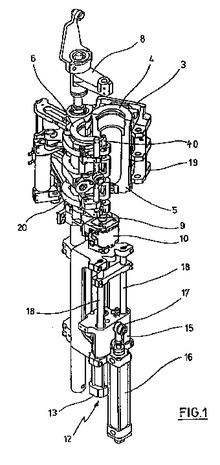 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 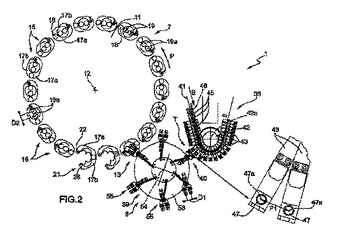 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 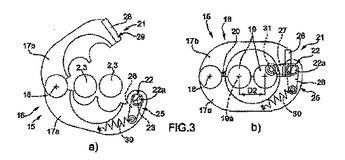 (もっと読む)
(もっと読む)
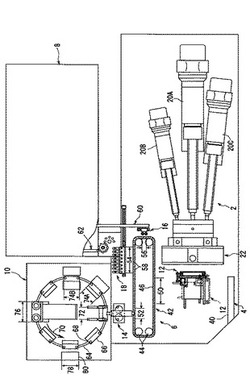
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数の複数の2つの成形キャビティ(19)を有し、前記プラントは、さらに、パリソン(3)を成形キャビティ(19)に移送する移送ホイール(39)と、成形キャビティ(19)から容器(2)をピックアップする移送ホイール(76)と、パリソン(3)を移送ホイール(39)に供給するライン(41)と、容器(2)を移送ホイール(76)から充填機(10)に供給するライン(79)と、を備え、供給ライン(41,79)の供給速度は、所与の時間において、プラントに取付けられた成形ユニット(15)の成形キャビティ(19)の数に応じて変わる。 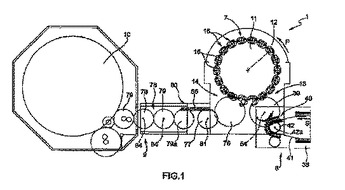 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 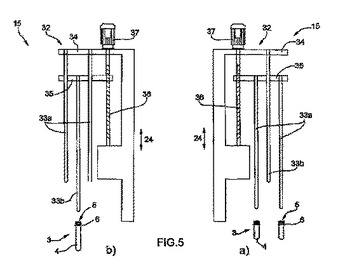 (もっと読む)
(もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。 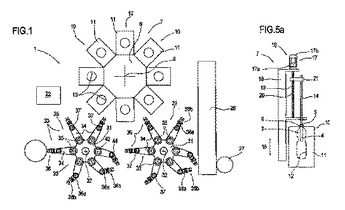 (もっと読む)
(もっと読む)
21 - 40 / 83
[ Back to top ]