
Fターム[4F208LJ14]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | 移送 (333) | 把持 (83)
Fターム[4F208LJ14]に分類される特許
41 - 60 / 83
プリフォーム口栓部結晶化装置に用いるプリフォームホルダー及びプリフォーム口栓部結晶化装置のコア打ち込み機構

【課題】プリフォームの口栓部をサポートリングが露出した状態で結晶化できるプリフォーム口栓部結晶化装置に用いるプリフォームホルダーを提供する。
【解決手段】上部が開口し、底部でプリフォームPを支持する円筒体の外ホルダー10と、両端が開口する円筒体の内ホルダー20とからなり、外ホルダー10は内周に内ホルダー20の下端を係止する係止手段13が形成され、内ホルダー20は上端にプリフォームPのサポートリングSRより拡径の鍔部21が形成され、外ホルダー10に挿入されると上部が外ホルダー10の上端より上方向に突出するように形成され、プリフォームPを保持した際、鍔部21の上面とサポートリングSRの下面との間に一定の間隙が形成されるプリフォーム口栓部結晶化装置に用いるプリフォームホルダー30。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 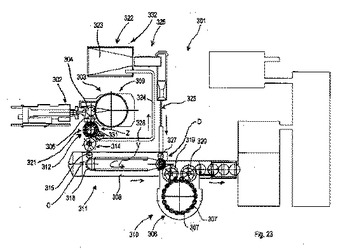 (もっと読む)
(もっと読む)
プリフォーム用吸着ヘッド、及びこれを用いたプリフォーム搬送装置並びにプリフォーム検査装置

【課題】比較的簡素な構成で全体を上下方向に移動させることなくプリフォーム内に一部を挿入した状態でそのプリフォームを保持したり、その保持を解除したりすることが可能なプリフォーム用吸着ヘッドを提供する。
【解決手段】プリフォーム100の口部103を真空吸着することによりプリフォーム100を吸引保持する吸着ヘッド20であって、下端にはプリフォーム100の口部103と対向する下面21bに開口する突出部収容穴21aが、内部には突出部収容穴21aと連通する吸引路32がそれぞれ設けられたロータ21と、吸引路32と接続されるガス通路36の一端が開口し、かつ吸引保持時にプリフォーム100内に挿入される突出部22cを下端に有し、突出部22cがロータ21の下面21bより突出する突出位置と突出部22cがロータ21内に後退する後退位置との間で移動可能なように突出部収容穴21aに設けられる可動部材22とを備える。
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
予備成形物を搬送するため設備、および該予備成形物を搬送するための方法
予備成形物搬送設備(2)は、把持部材(6)と、それらを加熱オーブンに送り込むヘッド(7)とを備え、上記加熱オーブンにおいて問題を引き起こし得る予備成形物を選択する検出システムと、選択された予備成形物(2)の内側底面に圧力を加えることによって、上記選択された予備成形物をそれぞれその把持ヘッド(7)から分離する手段とを有し、これらは、ジェット状の加圧流体を上記底面に向けることが可能なノズル(15)からなる。把持部材(6)および把持ヘッド(7)は、上記選択された予備成形物内に直接ジェット状の加圧流体を加えることを可能にする、孔(9)の形状をした開口部を備える。 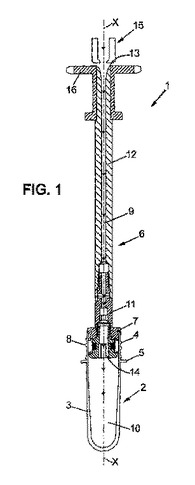 (もっと読む)
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 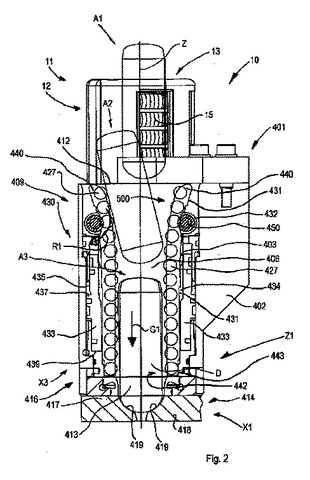 (もっと読む)
(もっと読む)
プリフォームによるコンテナの製造のための設備及びこのような設備のブロー成型装置を制御する方法
本発明は、コンテナ、特にボトルを、ブロー成型もしくはストレッチ・ブロー成型により熱可塑性材料のプリフォームから製造するための設備を制御する方法であり、この設備が、モールドに関連して設けられたブロー成型もしくはストレッチ・ブロー成型ノズルの移動を制御する制御装置を備えた少なくとも1つの成型ユニットを有し、このノズルは、上側位置と下側位置との間を垂直方向に移動可能に設けられ、このノズルは、前記モールドが閉じた位置にある時、モールドの上側の水平な壁に設けられた少なくとも1つのオリフィスを覆う、方法において、設備が動作中であっても停止中であっても、前記モールドの容量室が、浮遊微小粒子汚染の危険性を防ぐために、外の環境から隔離されるように、この制御方法は、前記モールドが閉じた位置にある時、このモールド中のプリフォームの有無に関わらず、ノズルの下側位置への垂直方向の下降を、組織的に制御することを伴う少なくとも1つの第1の工程を有することを特徴とする。  (もっと読む)
(もっと読む)
押出ブロー成形機及びプラスチック中空体の製造方法
押出ヘッド(2)と、それぞれスリット状ダイ(3)として形成されてウェブ状パリソンを押し出す二つの並置されたダイ間隙と、閉鎖された中空体へと二つのパリソン(4)を成形加工するための多分割成形金型(5)と、パリソン(4)をハンドリングするための装置とを備えた押出ブロー成形機(1)及びそれを使用したプラスチック中空体製造方法。このパリソンハンドリング装置は共通の支持体(9)上に並置されてパリソン(4)を受容する二つのグリッパ(10)を備え、これらグリッパ(10)の相互間隔が変更調整可能である。  (もっと読む)
(もっと読む)
熱可塑性プラスチック材料製中空体の製造方法と装置並びにそれによって製造された燃料タンク
熱可塑性プラスチック材料から中空体を製造する方法。この方法は、熱可塑性プラスチック材料から成る少なくとも二枚のウェブ状パリソン(1)を押し出し、該パリソンを製造すべき中空体の外形輪郭を少なくとも部分的に画定する成形キャビティを備えた成形金型(6)内に導入し、前記材料の第1成形プロセスで成形金型(6)内のパリソンをガス圧の加圧又は減圧操作の一方又は双方で成形する。中空体へと成形されて結合される少なくとも二枚のパリソン(1)を互いに時間的に順次連続して押し出し、これらパリソンを同時に成形することを特徴とする。  (もっと読む)
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
ブロー成形装置の反転移送機構
【課題】プリフォーム・ブロー成形容器を反転する機構、プリフォームにキャリアのマンドレルを差し込む機構、ブロー成形容器からキャリアのマンドレルを抜き取る機構が単一のターンテーブル上に構成されたブロー成形装置の反転移送機構を提案すること。
【解決手段】ブロー成形装置の反転移送機構16は、ターンテーブル63の表面において放射状に延び、当該ターンテーブルによって回転可能な状態で支持されている円筒部材65と、円筒部材65の中空部を貫通して延び、当該円筒部材と一体回転するスライド軸66と、スライド軸66の外端に取り付けられ、プリフォームあるいはブロー成形品の口部を保持可能であり、ターンテーブルが回転すると第2の円環状搬送路に沿って移動するグリッパ68と、ターンテーブルの回転に伴って、円筒部材65を180度回転させる回転用カム機構(81、82、83)とを有している。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
ブランクを首部で保持し得るクランプ手段を用いて容器を製造するためのブロー成形またはストレッチブロー成形するブロー成形装置および方法
本発明は、熱可塑性樹脂製であり首部を有するブランクから、容器を製造するためのブロー成形またはストレッチブロー成形するブロー成形装置(1)に関し、本装置は、成形型の成形キャビティ内に配置した本体を有し、首部を成形型から突出させたブランク内に加圧流体吹き込むよう高位置と低位置との間で移動可能であるブローノズル(3)を備え、本装置は、成形型上方に配置してブランクの首部でブランクを支持可能としたクランプ手段(4)と、このクランプ手段を2つの上昇した位置と降下した位置との間で変位させる支持手段(20,21)と、を備えて、クランプ手段の少なくとも1個のリム(7,8)を横方向に移動可能にし、クランプ手段とブローノズルとの間に介在させた機械的連結手段(5)を、クランプ手段の移動をブローノズルの移動と同期させることができる構成とする。  (もっと読む)
(もっと読む)
容器製造のための移送装置およびリニア型機器
本発明は、開いた位置および閉じた位置間で枢動する2つのレバー(54a,54b)から成る少なくとも1つのクランプ(54)と、前記閉じた位置までの前記レバーの弾性戻りのための手段と、を有する予備的形成品移送装置(50)に関連しており、
上記装置は、前記クランプの開放および閉鎖を選択的に制御する機構(80)を有することを特徴とし、この機構(80)は、
リンク(84)によって駆動されるように設計されているレバー展開部材(82)と、
クランプを、上記レバーの前記弾性戻りの力に反して開けるように設計されている作動手段と相互作用することができる少なくとも1つの自由端(88)を有する、上記部材の駆動リンクと、
前記クランプが、前記開いた位置に保持されているロックされた位置と、前記クランプが自由に閉じることができる収縮された位置と、の間で動くことができる連合したロック手段(92)と、
を有しており、
上記ロック手段(92)は、上記ロックされた位置から上記収縮された位置まで、上記ロック手段を動かすように設計されている第2の作動手段と相互作用することができ、上記クランプの閉鎖を自動的に開始する。
(もっと読む)
容器製造を目的としたプリフォーム加熱方法および加熱装置
プラスチック製プリフォーム(1)を材料とする容器製造のための前記プリフォーム(1)の加熱方法は、前記プリフォーム(1)を所定の経路に沿って、前記プリフォーム(1)の軸(A)周囲を回転させて搬送する工程と、前記プリフォーム(1)を前記経路に沿って赤外線放射源(11)により加熱する工程とを備え、前記放射される赤外線の強度は、前記プリフォーム(1)における少なくとも1個の角度領域(7、7a、7b)を局所加熱するよう前記経路に沿って制御されることを特徴とする。更に、プラスチック製プリフォームを加熱する加熱装置について特許請求する。 (もっと読む)
プリフォームの搬送方法及びプリフォームの高速上下動装置
【課題】プリフォームの方向付け方法であって、第一段階で、ほぼ水平な流通管内に整列した、少なくとも一つのプリフォームの流れを形成するようにプリフォーム(5)を取り扱い、この管から出たプリフォームが第二段階で上下に動き、それによって、プリフォーム(5)がほぼ鉛直な流を少なくとも一つ形成することを特徴とする方法。この方法を実施するための装置 (もっと読む)
二軸延伸ブロー成形機の型締め機構
【課題】一対の延伸成形型の開閉動作の速度を高めることにより、処理速度の速い二軸延伸ブロー成形機を実現すること。
【解決手段】二軸延伸ブロー成形機1の延伸成形部5において、一対の延伸成形型51、52を開閉するための型締め機構53は、共通の揺動機構56の揺動板における揺動中心から左右対称の位置での移動を利用して、一対の延伸成形型51、52を開閉するための一対のトグルリンク機構54、55を完全に同期をとって逆方向に移動させるようにしている。従って、型開閉時に型締め機構53の各部分に偏負荷が発生することがなく、各部分の摩耗の発生、各部分への衝撃力の印加等といった弊害を回避できる。よって、円滑で迅速な型開閉動作を実現でき、結果として、二軸延伸ブロー成形機1の動作速度を高めることができる。
(もっと読む)
プリフォーム検査装置
【課題】プリフォームを保持する保持ポケットを昇降させることにより、プリフォームを吸着する吸着ヘッドを昇降させる必要がないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを吸着ヘッド25で真空吸着して、吸着ヘッド25を自転させながら公転させるメインロータ20を備え、メインロータ20は、プリフォーム1のつば1dを支持する支持部24aを有するとともに上下方向に移動可能な複数の保持ポケット24と、保持ポケット24と同心に上方に設けられプリフォーム1の口部1aに当接する吸着ヘッド25とを備え、保持ポケット24によりプリフォーム1のつば1dを支持してプリフォーム1を上昇させ、プリフォーム1の口部1aを吸着ヘッド25に当接させ、保持ポケット24によりプリフォーム1のつば1dを支持しながら吸着ヘッド25によりプリフォーム1を吸着するようにした。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。この場合、パリソンを熱調整した後、ブロー成形型内部でブロー成形圧を作用させることによってパリソンを容器に成形する。パリソンを、少なくともその搬送経路の一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。担持要素は受け渡しホイールに対し相対的に可動に支持させる。担持要素はカム制御部によって位置決めされる。カム制御部は、担持要素を作業位置または静止位置において予め設定可能に配置させる位置決め可能なカムセグメントを有している。担持要素は、作業位置において受け渡し領域内へ送入され、静止位置においてこの受け渡し領域から離間して保持される。 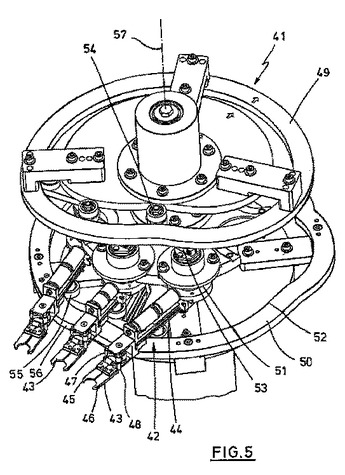 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを熱調整した後、該パリソンをブロー成形型内部で引伸ばし棒によって延伸させ、ブロー成形圧を作用させることによって容器に成形する。電子機械的引伸ばし棒駆動部を使用して引伸ばし棒の位置決めの設定を行なう。サーボモータのモータ軸の回転運動を、機械的連結装置によって引伸ばし棒の往復運動に変換する。  (もっと読む)
(もっと読む)
41 - 60 / 83
[ Back to top ]