
Fターム[4F208MJ05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 挿入物等の供給 (78)
Fターム[4F208MJ05]に分類される特許
21 - 40 / 78
金属素材の加飾方法、および該加飾方法による加飾成形体
【解決手段】真空圧空成形によって加飾フィルムを金属基材に貼合させる加飾方法であって、該金属材料と接する該加飾フィルムの接着層が少なくとも極性基を有するプロピレン系共重合体(A)を含む加飾方法。前記プロピレン系共重合体(A)が1−ブテンを含むのが好ましい。
【効果】本発明により、金属基材に対して経済的に優れた方法で、デザイン性の高い加飾を実現することが可能となり、低コストで美しい加飾成形体が得られる。また、PP、ABS、ポリカーボネート、塩ビ等のプラスチック部品と金属部品が複合化された部材に対しても一度に加飾を施すことが出来る。
(もっと読む)
樹脂成形体およびその製造方法
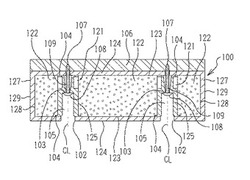
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
自動車用ダクトの製造方法

【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
被覆硬化成形体の製造方法、被覆硬化成形体製造用の被覆成形体の製造装置及び、該製造装置を含む被覆硬化成形体の製造システム
【課題】従来の加飾方法と比して、複雑な形状を有する成形体に対して、隙間なく十分な強度で被覆でき、広範な材質に対しても被覆でき、量産性が良好な、被覆硬化成形体の製造方法等を提供することである。
【解決手段】少なくとも、剥離性フィルム層と紫外線硬化性樹脂層と装飾層と成形体に対して接着性を示す接着層とがこの順に積層された表皮材が、成形体に被覆された被覆硬化成形体の製造方法であって、加圧減圧可能なチャンバーボックス内において、表皮材の下方より気体を吸引して、表皮材の下方であって成形体が存する空間を減圧し、表皮材の上方より気体を供給して、表皮材より上方の空間を加圧する成形工程を有する、被覆硬化成形体の製造方法。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】表皮材の貼り付け装置10は、型閉め姿勢において上下のチャンバーにて表皮材Sを挟み込み、この表皮材Sによって上チャンバー空間K1と下チャンバー空間K2が画成される上チャンバー1および下チャンバー2と、下チャンバー2内において、基材Wを載置するとともに上チャンバー1側へ上昇自在な載置台5と、チャンバー内を高温雰囲気にして表皮材Sを軟化させる加熱手段11と、を備え、載置台5上において、基材Wが直接設置されて回動自在な回動手段61と、この回動手段を載置台5上で水平移動させる水平移動手段62を備え、少なくとも回動手段61の回動制御と水平移動手段62の水平移動制御を同期して実行する制御手段をさらに備えている。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、100℃で15分間の加熱後の加熱収縮率が3.2%以下であり、かつ該ポリエステルフィルムの引張弾性率が1000〜3500MPaであることを特徴とする真空成形用化粧シートである。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
積層成形品の成形方法並びに成形金型
【課題】樹脂芯材表面に表皮を真空貼りしてなる積層成形品の成形方法並びに成形金型であって、成形上型と表皮との先当たりを防止することで、外観性能を高める。
【解決手段】成形下型60の外周にシール用側壁68を配設し、成形上下型50,60を型締めする前段階において、表皮22の周縁部分をシール用側壁68でシールした状態で表皮22を成形下型60の型面形状に真空成形により馴染ませる。従って、成形上下型50,60の型締め時、表皮22に成形上型50が先当たりすることがない。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
表皮付発泡成形体の製造方法及び表皮付発泡成形体
【課題】軽量でありながら、強度が優れる表皮付発泡成形体の製造方法及び表皮付発泡成形体を提供すること。
【解決手段】本発明は、発泡成形体31と、該発泡成形体31の一面に貼着された繊維表皮材21とからなる表皮付発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソン20とする押出工程と、該発泡パリソン20と、繊維表皮材21とを分割金型13で挟み込んで密閉することにより、発泡パリソン20と繊維表皮材21とを密着させると共に、発泡パリソン20の向かい合う内壁面同士を密着させる型締工程と、型締工程が施された後、分割金型13内の空気を吸引して減圧する吸引工程と、を備える表皮付発泡成形体40の製造方法である。
(もっと読む)
ステアリングリム加飾装置及びステアリングリムの加飾方法
【課題】溝形加飾ピースを熱軟化させる際にリム部が受ける熱を抑制することが可能な防止することが可能なステアリングリム加飾装置及びステアリングリムの加飾方法を提供することを目的とする。
【解決手段】本発明のステアリングリム加飾装置10は、溝形加飾ピース300を、ステアリングホイール200のリム部202ではなく、加飾ピース保持蓋60にて保持する。ステアリングホイール200を保持したワーク収容器12の開口12Aを、溝形加飾ピース300を保持した加飾ピース保持蓋60によって閉塞して、溝形加飾ピース300を熱軟化させかつ溝形加飾ピース300内にリム部202の一部(上側円弧部202A及び下側円弧部202B)を挿入しかつワーク収容器12内を負圧状態にすると、ワーク収容器12の内外の圧力差により、溝形加飾ピース300がリム部202の一部に密着して加飾が行われる。
(もっと読む)
ワーク加飾方法及びワーク加飾装置
【課題】ワークの加熱を防止しつつホットメルト層におけるワークとの対向部分を速やかに溶融させることが可能なワーク加飾方法及びワーク加飾装置の提供を目的とする。
【解決手段】本発明の転写シート成形装置10は、マイクロ波発生装置52により発生したマイクロ波を成形容器12内に出力するマイクロ波送波部54を備え、マイクロ波が、成形容器12内を反射してホットメルト層fb3におけるワークWとの対向部分に付与される。すると、ホットメルト層fb3に混在したマイクロ波発熱部材Hが発熱し、その熱によってホットメルト層fb3が内部から加熱されて溶融する。このとき、マイクロ波発熱部材Hを含まないワークWは加熱されることはない。
(もっと読む)
樹脂製パネル及びその製造方法
【課題】ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルを提供する。
【解決手段】 樹脂からなる表壁と、裏壁と、表壁と裏壁とを繋ぐ周囲壁と、を有し、補強材(9)と予め成形した発泡体(8)とが樹脂に内装された樹脂製パネルであり、補強材(9)は、表壁側を構成する表面と、裏壁側を構成する裏面と、表面と裏面とを繋ぐ周囲面と、を有し、補強材(9)の周囲面が全て発泡体(8)で覆われている。
(もっと読む)
ワーク加飾方法及び転写シート成形装置
【課題】加飾フィルムによって加飾された製品の品質を安定させることが可能なワーク加飾方法及び転写シート成形装置の提供を目的とする。
【解決手段】本発明の転写シート成形装置10は、下端が開口した第1容器11と、上面が開口しかつ内部にワークWを収容可能な第2容器12とを備え、転写シートSを両チャンバーボックス11,12の開口縁同士の間に挟んで加飾フィルムfbをワークWに対向配置した状態に保持する。そして、第1容器11内を加圧状態にしかつ第2容器12内を負圧状態にして、転写シートSをワークWの表面に押し付けて成形した後で、第1容器11内を負圧状態にしかつ第2容器12内を加圧状態にすることで、キャリアフィルムfaを加飾フィルムfbから剥離する。これにより、キャリアフィルムfaを手作業によらずに剥離することが可能となる。
(もっと読む)
インモールド成形用ラベル
【課題】夏期の高温環境でもラベルのブロッキング性に優れ、印刷加工時の作業性も良好で、かつ、ラベルの容器への融着強度が高い貼合容器を与えるインモールドラベル成形用ラベルの提供を目的とする。
【解決手段】熱可塑性樹脂フィルム基材層(I)の裏面に、ヒートシール性樹脂層(II)を設けたインモールド成形用ラベルであって、ヒートシール性樹脂層(II)が、ポリエチレン系樹脂と、ヒートシール性樹脂層(II)の肉厚より平均粒径が大きい有機または無機微粉末とを含有し、ヒートシール性樹脂層(II)における前記有機または無機微粉末の含有量が0.05〜10重量%であるインモールド成形用ラベル。このインモールド成形用ラベルは、印刷加工時の給排紙性や断裁における作業性に優れ、インモールド成形時の金型への挿入が容易であり、ブリスターの発生がなく、容器とラベルの融着力の高いラベル貼合容器を与える。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
多孔質マフラープレフォームの硬化方法
複数本のガラス繊維及び複数本のガラス繊維に付着された加熱硬化型の熱硬化性又は熱可塑性材料によって構成された多孔質マフラープレフォーム(10,10a)を硬化させる方法が明細書において開示される。この方法は、マフラープレフォームをチャンバ(24,24a)内に閉じ込めるステップを有する。この方法は、マフラープレフォームを蒸気で包囲するステップを更に有する。この方法は、蒸気が多くの方向からマフラープレフォーム中に入るようにするステップを更に有する。 (もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、均一で美麗なシボ模様などを保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を提供する。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、 表皮を複数の表皮把持部を有する表皮枠に装着する表皮装着工程と、表皮枠に装着された表皮を加熱する表皮加熱工程と、表皮加熱工程で加熱された表皮を、真空成形型に装着された樹脂芯材に貼着する表皮貼着工程と、を備え、表皮貼着工程は、複数の表皮把持部の一部を所定の方向に移動させて、表皮枠に装着された表皮を弛ませ、樹脂芯材の凸面の肩部を、弛ませた表皮に先当たりさせることを特徴とする車両用内装部品の製造方法。
(もっと読む)
21 - 40 / 78
[ Back to top ]