
Fターム[4F209AD19]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 形状、構造 (1,322) | 複合体 (17)
Fターム[4F209AD19]に分類される特許
1 - 17 / 17
樹脂成形品矯正装置
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
繊維強化複合板の成形方法

【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
繊維強化複合材料の賦型方法
【課題】硬化後の繊維強化複合材料の表面に、空気等の流体の流れを制御できる形状を賦型できる離型シートを提供する。
【解決手段】前記流体移動制御形状賦型用離型シートのエンボス賦型層上に、インキ組成物を塗布して、塗布膜を設け、前記塗布膜が設けられた前記流体移動制御形状賦型用離型シートを、前記塗布膜と繊維強化複合材料とが対向するようにして、前記繊維強化複合材料の表面に貼りつけて、前記塗布膜と前記繊維強化複合材料とを接着し、前記繊維強化複合材料から、前記流体移動制御形状賦型用離型シートを剥離して、前記繊維強化複合材料の表面に、流体の流れを制御できる凹凸模様を有する塗布層を形成する。
(もっと読む)
ナノインプリント装置及び該装置を用いた記憶媒体の製造方法
【課題】ナノインプリント装置におけるインプリント時のレジスト層の残渣を無くして、微細なパターンの形成、高密度なビットパターンド媒体を製作する。
【解決手段】レジストの表面に微小な凹凸パターンを有するモールド41を押し当てることによって、モールド41上の突起部47で凹凸をレジストの表面に転写するナノインプリント装置において、モールド41の突起部47の頂面に連続する溝部48を設けておき、モールド41をレジストに押し当てる時に、レジストの一部がこの溝部48内に収容されるようにして、レジスタの残渣が少なくなるようにしたナノインプリント装置である。
(もっと読む)
微細パターンを有する物品の製造装置および製造方法
【課題】親モールドの破損が抑えられ、微細パターンの転写精度が高く、転写の際の圧力を低くでき、かつ硬化性樹脂の使用量が抑えられる、微細パターンを有する物品の製造装置および製造方法を提供する。
【解決手段】親モールド100の表面に形成された微細パターンを一旦、転写基材104に転写して反転パターンを有するレプリカモールドを製造し、ついでレプリカモールドの表面に形成された反転パターンを物品本体102の表面に転写して微細パターンを有する物品を製造するに際し、親モールド100の微細パターンが形成された表面に、第1の供給手段17から第1の硬化性樹脂を供給し、該第1の硬化性樹脂を、親モールド100の微細パターンの転写基材104への転写に用いる。
(もっと読む)
端面封止中空構造板の製造方法
【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 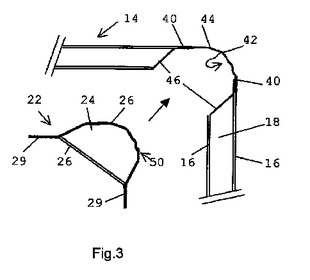 (もっと読む)
(もっと読む)
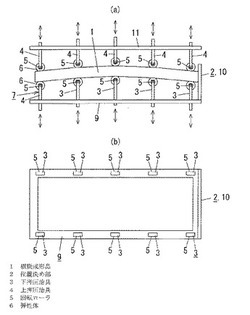
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板19の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1を、当該積層素材1の周縁部1aが露出するように支持部材9で支持し、前記周縁部1aに熱風を吹き付けて当該周縁部1aを加熱軟化させる第1の工程と、前記加熱軟化させた周縁部1aに抜き型17の切断刃17aを押し当てて前記一対の板状部材3,4同士を接触させて溶着するとともに当該周縁部1aに針ノズル25を挿入して圧縮空気を吹込み当該周縁部1aを膨化した後に、前記積層素材1から積層板19を型抜きする第2の工程と、を有している。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板20の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1の周縁部1aを加熱軟化させる第1の工程と、前記周縁部1aを加熱軟化させた積層素材1を一対の割金型17で挟持して型締めすることで、前記一対の板状部材3,4をそれぞれ他方の板状部材4,3に向けて押圧し、前記一対の板状部材3,4同士を接触させて溶着する第2の工程と、前記加熱軟化した周縁部1aに空気を注入することで前記積層素材1の周縁部1aを膨出させて前記一対の割金型17の内面に密着させる第3の工程と、前記割金型17をさらに押圧することで前記積層素材1から積層板20を型抜きする第4の工程と、を有している。
(もっと読む)
筒状構造
【課題】 少なくとも一対の対向面を備えた筒状構造において、各対向面の一方の開口側端縁が比較的短い湾曲形状で他方の開口側端縁が比較的長い直線形状である場合にも、歪の発生を良好に抑制する。
【解決手段】 筒状構造の一例としてのフード部の左右側面を構成する側面部41は、先端側端縁41aの方が基端側端縁41bよりも短く、先端側端縁41aから基端側端縁41bに向かって互いの間隔が徐々に広がる複数の溝47が切削加工によって形成されている。この溝47は、いずれも全体に亘って同一深さの矩形断面を有し、隣接する溝47同士の間隔は、先端側端縁41aにおける間隔と基端側端縁41bにおける間隔との比が先端側端縁41aの長さと基端側端縁41bの長さとの比に等しくなるように徐々に広がっている。このため、先端側端縁41aを外に凸に湾曲させても基端側端縁41bが同様に湾曲してしまうのが抑制され、長期間放置しても歪が発生し難い。
(もっと読む)
曲面パネルの製造方法、その施工方法およびその製造装置
【課題】熱硬化性樹脂を含有する材料を用いて低コストで製造でき、かつ良好に構造物の曲面部を被覆できる曲面パネルの製造方法、その施工方法、および、その製造装置を提供する。
【解決手段】曲面パネルの製造方法では、平面パネル成形工程と、硬化工程とを実施する。平面パネル成形工程では、熱硬化性樹脂を含有する被成形材料を、平面状のプレス型枠を用いてホットプレスして、軟化状態の平面パネル1Bを成形する。硬化工程では、当該軟化状態の平面パネル1Bを、トンネル状水路の下部インバート部に対応する曲面形状を有した矯正台2で曲面状に形成した後に硬化させる。プレス型枠に掛かるコストを大幅に低減でき、矯正台2も安価に製造できるので、熱硬化性樹脂を含有する曲面パネルの製造コストを大幅に低減できる。下部インバート部を曲面パネルで好適に被覆でき、パネルの施工性も向上できる。
(もっと読む)
樹脂フィルムを密着させた金属基体の製造方法
【課題】より複雑な装飾を装飾対象物に施すことが可能な樹脂フィルムおよび樹脂フィルムの製造方法を提供することである。
【解決手段】樹脂フィルム1は、複数の異なる形状パターン6a,6bを重ねた形状の複合形状パターン6を有する凹凸部5と、凹凸部5と一体化するシート状のシート部3とを有する。
(もっと読む)
巻取中にストリップを安定化させる方法及び装置
ハブを有するスプール上に複合ストリップを巻き取るためのスプール巻取組立体が開示される。組立体が巻き取るストリップ(10)は、細長いプラスチックストリップであって、平坦なベース部分と、ベース部分から直立した、複数の横方向に間隔を隔てた長手方向に延在するリブ部分とを有し、複数の細長い補強部材はそれぞれのリブ部分の内部を長手方向に延在し、リブ部分と補強部材とは複合リブを形成している。組立体は、メインフレーム(202)と、メインフレームに対してスプールを回転可能に支持するためのスプールホルダ(204)と、メインフレーム(202)に対してスプール(50)を駆動するためのスプール駆動ユニット(206)と、スプール(50)に対して横方向に動くために取り付けられたキャリッジ(240)と、キャリッジ(240)に取り付けられたベンダー(90)であって、スプール(50)のハブ(55)に向けて供給されるストリップ(10)を受けるための、及び、ストリップ(10)を変形させて、屈曲ベース部分を与えるための、上記ベンダーと、ストリップ(10)をベンダー(90)に通して駆動するための、ベンダー(90)に機能的に結合されたベンダー駆動ユニット(210)と、を備えていることを特徴とする。 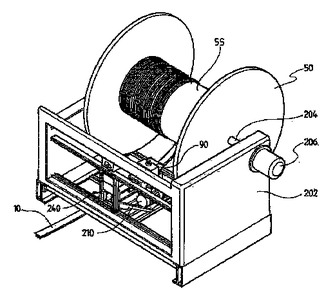 (もっと読む)
(もっと読む)
合成樹脂製気泡ボードの折り曲げ加工方法
【課題】合成樹脂製気泡ボードを加熱して折り曲げ加工する際に、折り曲げ部の美観が悪化することを抑制する。
【解決手段】多数の突起部11aが形成された凹凸状シート11と凹凸状シート11における少なくとも突起部11aの先端側に接合された平坦状シート12とを備える合成樹脂製気泡ボード10、60を折り曲げ加工する際に、合成樹脂製気泡ボード10、60における折り目を形成する折り曲げ部10aに、常温で罫線もしくは切れ目を形成し、折り曲げ部10aを加熱装置50で加圧しながら所定温度に加熱し、合成樹脂製気泡ボード10を折り曲げ部10aにおいて所定角度で折り曲げた状態で保持する。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
度付き偏光プラスチックレンズ用偏光シート、その偏光シートの製法、その偏光シートの製造装置、および度付き偏光プラスチックレンズ
【課題】非球面の度付き偏光プラスチックレンズを製作することを可能とする。
【解決手段】度付き偏光プラスチックレンズ用偏光シート1は、偏光性薄層の両面にポリカーボネートの支持層が積層された積層シートに曲げ加工を施して形成される。この偏光シート1は、曲面の曲がり度合が中心部から外周部へ向かって連続して変化する非球面の曲面2を有するもので、第1次の曲げ加工を施して形成された中間加工品に第2次の曲げ加工を施して形成されたものである。
(もっと読む)
複合材料からサンドイッチパネルコアを製造するための方法
本発明は、薄板状の複合材料から作成されるコルゲート構造体の製造技術として最も一般的な態様で定義されうるものであり、かつ航空機製造業、造船業および建設ユニットで用いられるサンドイッチパネルの製造方法として用いられてもよい。サンドイッチパネルコアを複合材料から製造するための方法は、強化材料からブランクを配置し、ブランクをバインダに含浸することでプリプレグを得ること、熱間圧縮しながらバインダを焼入硬化し、コア稜部の形状を有し、かつ互いにいくらか離間して分離された一組の比較的剛性な部分の形状で平坦な半完成ブランクを得ること、半完成ブランクを変形したのち、必要な形状を有するコアリリーフを得ること、施したバインダを最終的に焼入硬化すること、を含む。さらに、かかる方法は強化材料がブランクの表面全体にわたりバインダに含浸され、得られたプリプレグ内のバインダを焼入硬化するための熱供給は部分の範囲内でなされ、部分間のプリプレグ区間に沿って焼入硬化工程を減速する条件を形成することを含む。熱間圧縮過程でコア稜部の形状を有する部分間のプリプレグ区間の幅が設けられ、幅はコア成型時にこれらの部分で曲げられるブランク材料の径の2倍値以上である。
 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]