
Fターム[4F210AH73]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 用途物品 (2,062) | 光学部品(←ホログラム、偏光体) (1,011)
Fターム[4F210AH73]の下位に属するFターム
レンズ(眼鏡レンズ、コンタクトレンズ) (2)
特殊レンズ(←フレネルレンズ) (6)
プリズム (5)
光伝送体(←光ファイバー、ケーブル) (2)
光反射体、鏡 (14)
光学情報担体、光ディスク (2)
眼鏡フレーム
Fターム[4F210AH73]に分類される特許
361 - 380 / 980
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレート系樹脂フィルムであって、下記要件(1)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを製膜の長手方向に300mm、それに直角な幅方向に210mmの試料を150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下であること
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】二軸延伸ポリエチレンテレフタレート系樹脂フィルムであって、下記要件(1)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを製膜の長手方向に300mm、それに直角な幅方向に210mmの試料を150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下であること
(もっと読む)
透明ポリマーフィルムの製造方法、該方法によって製造された位相差フィルム、並びに、これを用いた偏光板、および液晶表示装置
【課題】製造過程でのエネルギー効率に優れ、劣化が少なく高性能な位相差フィルムを製造することのできる透明ポリマーフィルムの製造方法、該方法によって製造された位相差フィルム、並びに、これを用いた偏光板、および液晶表示装置を提供する。
【解決手段】乾燥状態のフィルムの質量に対するフィルム中の揮発分が3〜30質量%である状態でポリマーフィルムを巻き取る巻取工程と、前記ポリマーフィルムを延伸する延伸工程と、延伸後の前記ポリマーフィルムに下記式(A)の条件を満たす温度T(単位;℃)で熱処理を施す熱処理工程と、を含むことを特徴とする透明ポリマーフィルムの製造方法。
式(A): Tg<T<Tm0
[式中、熱処理前のTgはポリマーフィルムのガラス転移温度(単位;℃)を表し、Tm0は前記熱処理前のポリマーフィルムの融点(単位;℃)を表す。]
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】フィルムの引裂き強度を向上させる。
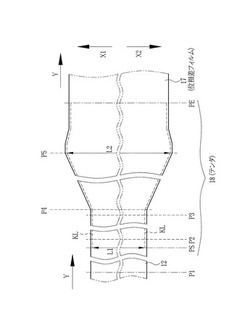
【解決手段】ドープを流延ドラムに流延して、この流延ドラムにより流延膜を冷却して固化する。流延膜を溶媒が含まれた状態のフィルム12として剥ぎ取る。剥ぎ取ったフィルム12をテンタ18で乾燥する。テンタ18では、溶媒残留率が40重量%から10重量%に減少する間のフィルム12の温度を80℃以上(Tg+50)℃以下とし、これによりセルロースアシレートを結晶化させる。この結晶化工程の間は拡幅せず、温度保持工程の後に拡幅して位相差フィルム17とする。
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】フィルムの長手方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.015以上0.060以下である下記要件(1)〜(3)を満たすポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを長手方向に300mm、幅方向に210mmの試料の四隅のソリの高さがフィルムの厚み以下、(2)150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下、(3)4方向の破断強度TSと破断伸度TEの比TS/TEが、いずれも0.6(MPa/%)以上2.6(MPa/%)以下
(もっと読む)
セルロースアシレートフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reが高くて、Reの波長依存性が低いセルロースアシレートフィルムを製造する方法を提供する。
【解決手段】セルロースアシレートフィルムをTc≦T<Tm0を満たす温度Tにおいて、(Y+100)/(X+100)>1を満たすように延伸または収縮させなから熱処理する[Xは熱処理前後のセルロースアシレートフィルムの配向方向の寸法変化率(単位;%)を表し、Yは前記熱処理前後のセルロースアシレートフィルムの配向方向と直交する方向の寸法変化率(単位;%)を表す。]
(もっと読む)
熱可塑性樹脂延伸フィルムの製造方法

【課題】品位、厚みムラ、光学的ムラ、生産性に優れた熱可塑性樹脂延伸フィルムの製造方法の提供。
【解決手段】一対の延伸ロール11の速度差によって、前記延伸ロール間に設けられた延伸区間において熱可塑性樹脂シート1,2をその走行方向に一軸延伸する熱可塑性樹脂延伸フィルムの製造方法であって、前記延伸区間において熱可塑性樹脂シートを熱可塑性樹脂のガラス転移温度(Tg)以上に加熱するとともに、下記式(1)〜(4)を満足するように熱可塑性樹脂シートを延伸する。(L1+L2+L3)/W0>3(1)、0.9<W1×(E)0.5/W0<1.1(2)、0.2<L1/(L1+L2+L3)<0.5(3)、0.1<L3/(L1+L2+L3)<0.25(4)
(もっと読む)
偏光フィルムの製造方法およびその用途
【課題】 得られる偏光フィルムの幅方向における膜厚分布の偏りを抑制しながら、高速加工を可能にできる、偏光フィルムの製造方法を提供する。
【解決手段】 偏光フィルムの製造方法は、重合度が2400のポリビニルアルコールからなるフィルムを、乾式で延伸倍率1.5〜2.8倍に一軸延伸した後、二色性色素による染色処理およびホウ酸含有水溶液中に浸漬することによる架橋処理の少なくとも一方において湿式で一軸延伸を施す。
(もっと読む)
延伸ポリエステルフィルムの製造方法及び製造装置
【課題】延伸ポリエステルフィルムを製造するために使用するオーブンテンター内でフィルムを熱延伸処理するに際して、熱処理するフィルムから出てくる昇華物を回収できないために連続的かつ長時間にわたって製造装置を運転できないといった課題を解消すると共に、フィルムから出てくる昇華物が冷却されて多量に析出固化してフィルムの表面に異物として付着するのを低減できる延伸ポリエステルフィルムの製造方法と製造装置を提供する。
【解決手段】少なくとも一方向に延伸を行うためのオーブンテンターを用いて延伸ポリエステルフィルムを製造する方法と装置であって、
前記方法は、(1) 前記オーブンテンターから循環熱風の一部を分岐させて分岐熱風として取り出し、(2) 前記分岐熱風を一旦冷却して前記分岐熱風に含まれる昇華成分を析出固化させ、(3) 析出固化させた固化物を捕捉手段により捕捉して固化物を取り除いた分岐熱風をテンターへ戻し、(4) 前記捕捉手段の再加熱により捕捉された前記固化物を昇華させて前記捕捉手段から前記固化物を取り除いて再生することを特徴とする。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】添加剤等のブリードアウトの発生を防ぎ、生産性を向上させ、剥離性のばらつきによるシワ、ツレの発生や、リタデーションのばらつきなど、品質の低下を招くことのない液晶表示装置(LCD)の偏光板用保護フィルム等に利用可能な光学フィルムの提供。
【解決手段】溶融流延製膜法による光学フィルムの製造方法は、流延冷却固化ゾーンAと、延伸ゾーンBと、巻取りゾーンCとを備え、流延膜(ウェブ)10を、雰囲気温度の異なるゾーンを順次通過させる際、雰囲気温度の異なるゾーン同士の間のゾーン間移行部21のうちのいずれか1つのゾーン間移行部、またはすべてのゾーン間移行部に、紫外線照射装置11および/または常圧プラズマ装置12を設置し、ゾーン間移行部を移行するウェブに、紫外線照射および/または常圧プラズマ照射による高エネルギー処理を施す。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 端部のしわやキズ、横段等の欠点の少ない熱可塑性樹脂フィルムの製造方法を提供すること。
【解決手段】 予熱ロール、延伸ロールおよび搬送ロールをこの順に備えたロール延伸装置を用いて熱可塑性樹脂シートを一軸方向に延伸する熱可塑性樹脂フィルムの製造方法であって、予熱ロールの温度を熱可塑性樹脂シートを構成する熱可塑性樹脂のガラス転移温度以下にするとともに、周囲に断熱材を配置した輻射加熱源を用いて熱可塑性樹脂シートを加熱し延伸する。
(もっと読む)
積層光学フィルムの製造方法、積層光学フィルムおよびその用途
【課題】本発明は、液晶表示装置において画面を斜め方向から見たときのコントラスト比が高く、また画面を斜め方向から見たときのカラーシフト量が小さく、更に均一な画面表示を可能にするとともに、耐久性に優れ、外光の映り込みが少ない積層光学フィルムとその製造方法、並びにそれを用いた偏光板および液晶表示装置を提供することを課題としている。
【解決手段】本発明の積層光学フィルムの製造方法は、固有複屈折が正の樹脂と固有複屈折が負の樹脂とを共押出法により積層製膜し、固有複屈折が正の樹脂からなる層と固有複屈折が負の樹脂からなる層とが積層された原反フィルムを得る工程と、得られた原反フィルムをフィルム長手方向に対して直交方向に一軸延伸する工程と有する。
(もっと読む)
位相差フィルムの製造方法
【課題】冷却流延法であってもRth/Reが4未満となるようにRthが低く抑えられた位相差フィルムを製造する。
【解決手段】ドープを流延ドラムに流延して、この流延ドラムにより流延膜を冷却して固化する。流延膜を溶媒が含まれた状態のフィルム12として剥ぎ取る。剥ぎ取ったフィルム12をテンタ18で乾燥する。テンタ18では、溶媒残留率が150重量%から40重量%になるまではフィルム12の周辺の雰囲気温度を70℃以上となるように保持する。この温度保持工程の間は拡幅せず、温度保持工程の後に拡幅して位相差フィルム17とする。
(もっと読む)
ポリマーフィルムの延伸方法及び装置並びに溶液製膜方法
【課題】簡単な構成で耳ヨレの発生を抑える。
【解決手段】クリップテンタ2は、フィルム搬送方向Aで、予熱ゾーン2a、把持安定ゾーン2b、幅保持ゾーン2c、本延伸ゾーン2d、延伸緩和ゾーン2eに区画されている。把持安定ゾーン2bでは、延伸前のポリマーフィルム3の幅を100%としたとき、延伸後の幅が104%となるように延伸する。幅保持ゾーン2cでは、ポリマーフィルム3を、104%に延伸された状態を維持しながら、搬送する。本延伸ゾーン2dでは、把持安定ゾーン2bで延伸される前のポリマーフィルム3の幅を100%としたとき、延伸後の幅が140%となるように延伸する。把持安定ゾーン2bでは、ポリマーフィルム3の収縮力により、クリップ5は閉じる方向に付勢され、クリップ5によるフィルム把持が安定し、ポリマーフィルム3は、本延伸ゾーン2dで耳ヨレがなく安定して延伸される。
(もっと読む)
フィルム接合装置及び延伸設備
【課題】先行フィルムの後端部と後行フィルムの先端部を簡単且つ容易に溶着する。
【解決手段】ヒートシーラ装置40は、1対の溶着ヘッド41,42と、吸着ヘッド46〜48と、カッタ55と、クランプ57,58とを有する。フィルム3a,3bの接合時に、上吸着ヘッド41,42により先行フィルム3aを持ち上げてフィルム搬送路49から退避させ、この状態で先行フィルム3aを切断する。切断後にカッタ55を退避させて、接合位置に戻す。クランプ57,58及び吸着ヘッド46〜48で先行フィルム3aの後端部及び後行フィルム3bの先端部を保持した状態で、溶着ヘッド41,42で加熱押圧し、フィルム3a,3b同士を溶着させて接合する。吸着ヘッド41,42で保持した状態で接合が行われるため、先行フィルム3aの後端部の位置決めが不要になり、簡単に且つ精度よくフィルム同士が接合される。
(もっと読む)
フローティング式縦延伸装置および熱可塑性樹脂フィルムの製造方法
【課題】 優れた厚み精度を有する熱可塑性樹脂フィルムを製造可能なフローティング式縦延伸装置を提供すること。
【解決手段】 熱可塑性樹脂シートを延伸するための一対の延伸ロールと、これら延伸ロール間に配置された加熱炉とを備えたフローティング式縦延伸装置であって、前記加熱炉は熱可塑性樹脂シートを加熱するための複数のエアーノズルを備えると共に、これらエアーノズルの少なくとも一部が対向するように配置されたフローティング式縦延伸装置とする。
(もっと読む)
フィルムの延伸設備及び延伸方法
【課題】フィルムの接合方式を切り替え可能にすること。
【解決手段】オフライン延伸設備の接合部12に、ヒートシーラ装置50と、テープ接合装置60とを備える。切替スイッチ74aを操作して熱溶着接合方式に設定した場合にはヒートシーラ装置50が駆動し、テープ接合方式に設定した場合にはテープ接合装置60が駆動する。製品として大量製造するときには熱溶着接合方式に切り替え、試験的に少量製造するときにはテープ接合方式に切り替える。
(もっと読む)
光学フィルム、及びこれを用いた偏光板
【課題】溶液流延製膜法により製造された光学フィルムについて、広幅のフィルムを取るために幅手方向(TD方向)に高延伸することにより、搬送方向(MD方向)に引裂き強度をアップさせ、光学フィルムを具備する偏光板のリワーク時のフィルムの剥離性を改善し、特定方向の破れを抑制し、偏光板のカール抑制、リワークでの破れ抑制を果たす。近年のフィルム幅の拡大、及びフィルムの高品質化の要求にも応えることができる光学フィルム、及び偏光板を提供する。
【解決手段】光学フィルムは、フィルム搬送方向(MD方向)の引裂き強度と、同幅手方向(TD方向)の引裂き強度との比:(MD引裂き強度/TD引裂き強度)が、1.1〜2.0、好ましくは1.5〜2.0である。延伸工程でのウェブの延伸率は20〜60%であることが好ましい。またフィルムの全製造工程で、MD方向収縮率+TD方向収縮率の和が、15〜50%であることが好ましい。
(もっと読む)
位相差板
【課題】高温環境下に放置しておいても液晶表示装置の複屈折補償に変動が生じない位相差板を提供する。
【解決手段】固有複屈折値が正で且つ荷重撓み温度がTs(A)である材料からなるA層と固有複屈折値が負で且つ荷重撓み温度がTs(B)である材料からなるB層とを含んでなる積層フィルムからなるものであって、前記Ts(A)と前記Ts(B)との差が5℃以上あり、一の方向をX軸、X軸に対して面内で直交する方向をY軸及び厚さ方向をZ軸とし、延伸可能な温度範囲においてX軸方向に延伸倍率1.25倍に一軸延伸したときに入射角0度で入射し且つ電気ベクトルの振動面がYZ面にある直線偏光ΨYに対する入射角0度で入射し且つ電気ベクトルの振動面がXZ面にある直線偏光ΨXの位相が延伸前よりも遅れる延伸温度Tαと延伸前よりも進む延伸温度Tβとがあり且つ波長550nmの光が入射角0度で入射したときのレタデーションをRe(nm)及び波長550nmの光が入射角40度で入射したときのレタデーションをR40(nm)とすると0.92≦R40/Re≦1.08を満たす位相差板。
(もっと読む)
延伸フィルムの製造方法、延伸フィルム、偏光板、及び液晶表示装置
【課題】光学特性のバラツキが少ない遅相軸が傾斜した延伸フィルムを製造する方法の提供。
【解決手段】熱可塑性樹脂からなる長尺のフィルムを延伸後のフィルムの巻取り方向D2と異なる方向から繰出し、該フィルムの両端部を把持具CR,CLによって把持して搬送しながら、予熱ゾーン、延伸ゾーン、及び冷却ゾーンを有するオーブンを通過させて、該巻取り方向に対して配向角θが40〜80°の範囲内となる長尺の延伸フィルムを製造する方法であって、前記熱可塑性樹脂からなる長尺のフィルムの、流れ方向の厚みムラσm及び幅方向の厚みムラσtが、σm<0.30μm、σt<0.20μmであり、延伸後のフィルムの引取張力Tが、100N/m<T<300N/mであり、さらに上記Tの変動が±5%未満であることを特徴とする延伸フィルムの製造方法。
(もっと読む)
361 - 380 / 980
[ Back to top ]